
一种电机线圈制造方法.pdf

一只****爱敏

1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种电机线圈制造方法.pdf
本发明涉及一种电机线圈制造方法,包括以下步骤:绕线、封装、烘焙、浇注、静置、加压、固化、脱模、去毛刺等,即制得电机线圈;使用本发明后,加工线圈不再需要使用专门的冲剪设备和昂贵的刀片,线圈浇注时不需要预留冲剪余量,而且线圈浇注成型后的整形、处理时间只需原来的三分之一,减轻了劳动强度,提高了生产效率;此外,一次成型的线圈尺寸准确,外观质量好,使用本发明浇注的免冲剪线圈,无论是线圈高度还是线圈壁厚都十分准确。

一种无刷电机及其线圈的制造方法.pdf
本发明提供了一种无刷电机及其线圈的制造方法,涉及电机领域,其包括壳体、定子结构与转子结构;所述壳体内设有空腔;所述定子结构插设于所述壳体内并与壳体滑动连接;所述转子结构设于所述定子结构内;所述转子结构包括永磁块、轴心、扇叶与散热组件,所述轴心的一端穿过所述永磁块与所述壳体的一侧面,所述轴心的另一端穿过所述壳体的另一侧面,所述轴心与所述壳体转动连接;所述散热组件与所述扇叶设于所述轴心上且设于所述空腔内,所述散热组件与所述定子结构抵接;所述轴心用于带动所述扇叶转动。本发明解决了传统的电机散热效果差的问题,且具

一种电机线圈制造用漆包线自动加工方法.pdf
本发明涉及漆包线加工技术领域,且公开了一种电机线圈制造用漆包线自动加工方法,包括支撑架一,所述支撑架一内腔顶端的两侧均固定连接有电动伸缩杆一,所述电动伸缩杆一的底部与横杆一端的顶部相固定连接,所述横杆的另一端与滚轮一一面的中部相固定连接。该电机线圈制造用漆包线自动加工设备,通过电动伸缩杆一的设置,电动伸缩杆一的伸缩可以改变与之相固定连接的横杆的高度,横杆带动与之相连接的滚轮一移动,滚轮一与滚轮二之间的距离发生改变,便于调节漆包线的松紧度,通过滚轮三和滚轮四的配合使用,可以控制漆包线的高度,使漆包线在水平方
一种电机线圈油压整型装置及电机线圈整型方法.pdf
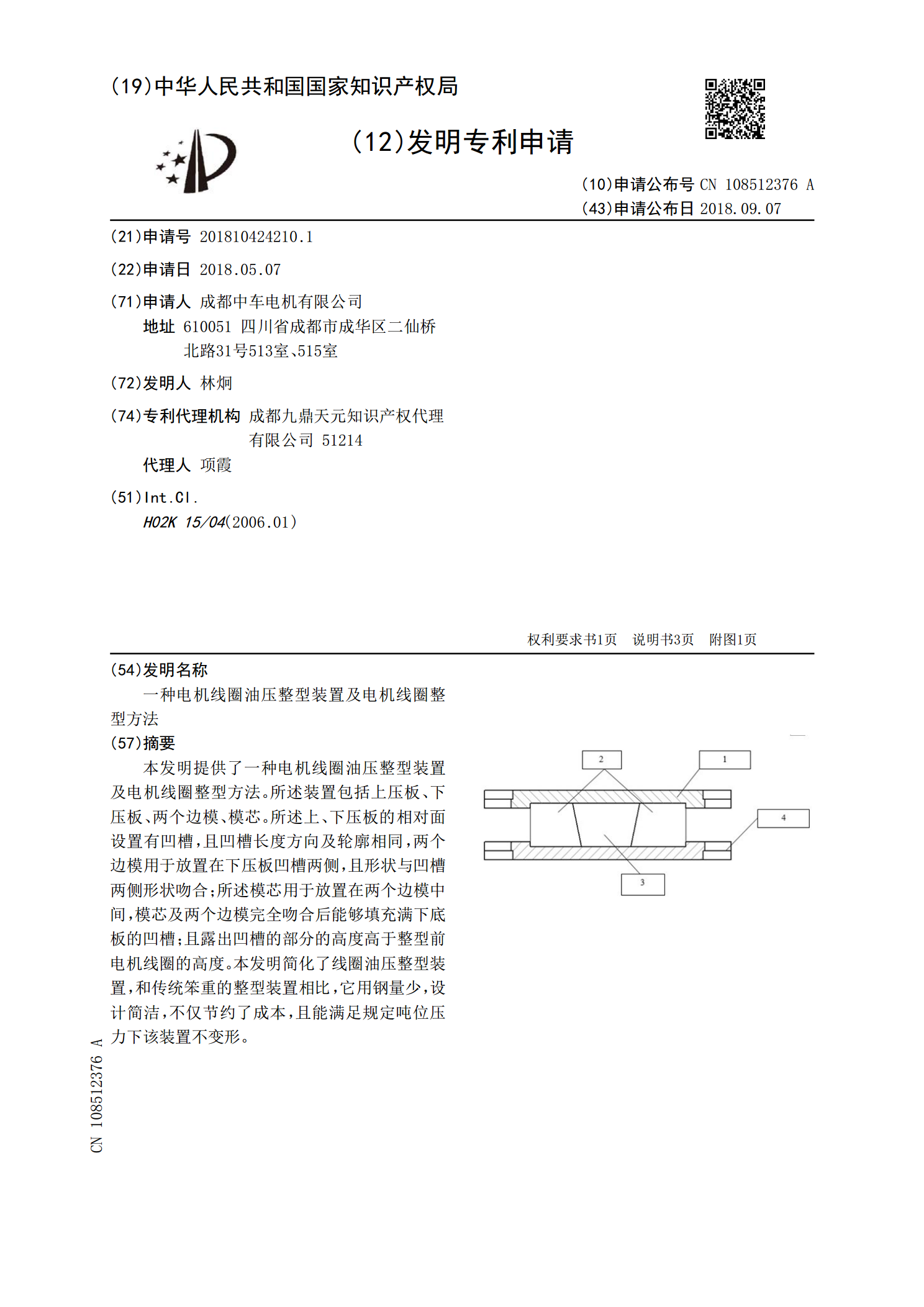
本发明提供了一种电机线圈油压整型装置及电机线圈整型方法。所述装置包括上压板、下压板、两个边模、模芯。所述上、下压板的相对面设置有凹槽,且凹槽长度方向及轮廓相同,两个边模用于放置在下压板凹槽两侧,且形状与凹槽两侧形状吻合;所述模芯用于放置在两个边模中间,模芯及两个边模完全吻合后能够填充满下底板的凹槽;且露出凹槽的部分的高度高于整型前电机线圈的高度。本发明简化了线圈油压整型装置,和传统笨重的整型装置相比,它用钢量少,设计简洁,不仅节约了成本,且能满足规定吨位压力下该装置不变形。

一种双线圈的充电线圈及其制造方法.pdf
本发明公开了一种双线圈的充电线圈及其制造方法,包括如下步骤:准备第一线圈,第一线圈具有第一螺旋迹线,第一螺旋迹线的各绕组之间留有第一间距,第一线圈包括第一内端部和第一外端部;准备第二线圈,第二线圈具有第二螺旋迹线,第二螺旋迹线的各绕组之间留有第二间距,第二线圈包括第二内端部和第二外端部;将第一线圈和第二线圈进行组装操作,将第一线圈定位在第二线圈的第二间距内,并且第二线圈被定位在第一线圈的第一间距内,使第一线圈和第二线圈位于同一平面上;利用连接线将第一线圈的第一内端部与第二线圈的第二外端部相连接。其有益效果