
增减材复合制造中的激光封装方法.pdf

邻家****mk


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

增减材复合制造中的激光封装方法.pdf
本申请公开了一种增减材复合制造中的激光封装方法,该方法实现薄壁金属与基体材料高质量的焊接,在激光选区熔化的基础上,用激光精密封装的方法,解决材料内部微通道、尤其是悬垂面的成型问题,解决微通道粉体残留的问题,满足航空航天关键零部件加工高精度、高光洁度、高洁净度的要求。该方法,采用工装将预制板覆盖在基体的下凹结构的上方,利用激光在所述预制板的边缘焊接以完成对所述基体的下凹结构区域的封装。
一种激光增减材复合制造的方法与装置.pdf
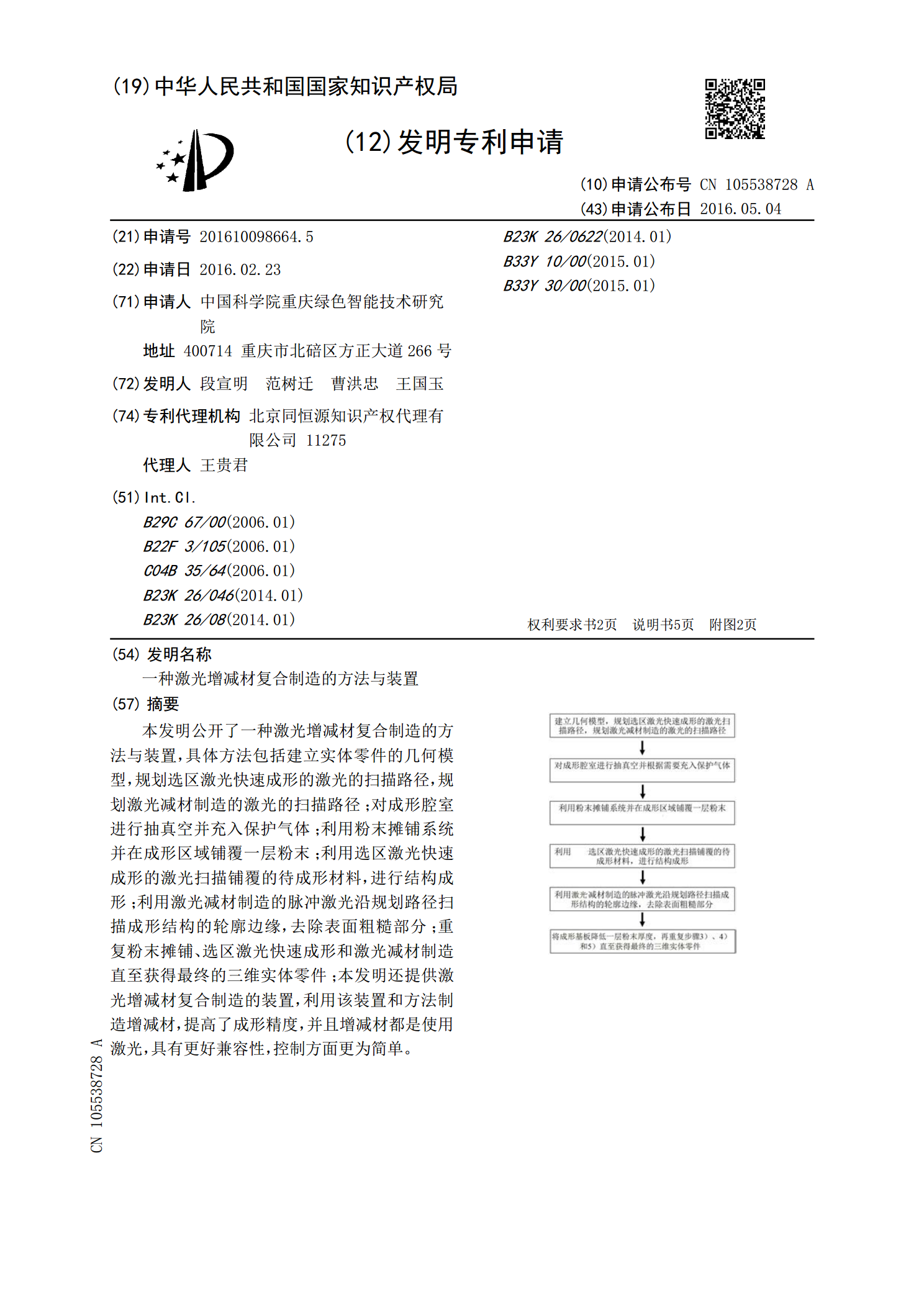
本发明公开了一种激光增减材复合制造的方法与装置,具体方法包括建立实体零件的几何模型,规划选区激光快速成形的激光的扫描路径,规划激光减材制造的激光的扫描路径;对成形腔室进行抽真空并充入保护气体;利用粉末摊铺系统并在成形区域铺覆一层粉末;利用选区激光快速成形的激光扫描铺覆的待成形材料,进行结构成形;利用激光减材制造的脉冲激光沿规划路径扫描成形结构的轮廓边缘,去除表面粗糙部分;重复粉末摊铺、选区激光快速成形和激光减材制造直至获得最终的三维实体零件;本发明还提供激光增减材复合制造的装置,利用该装置和方法制造增减材
确定增减材复合制造中交替时机的方法.pdf
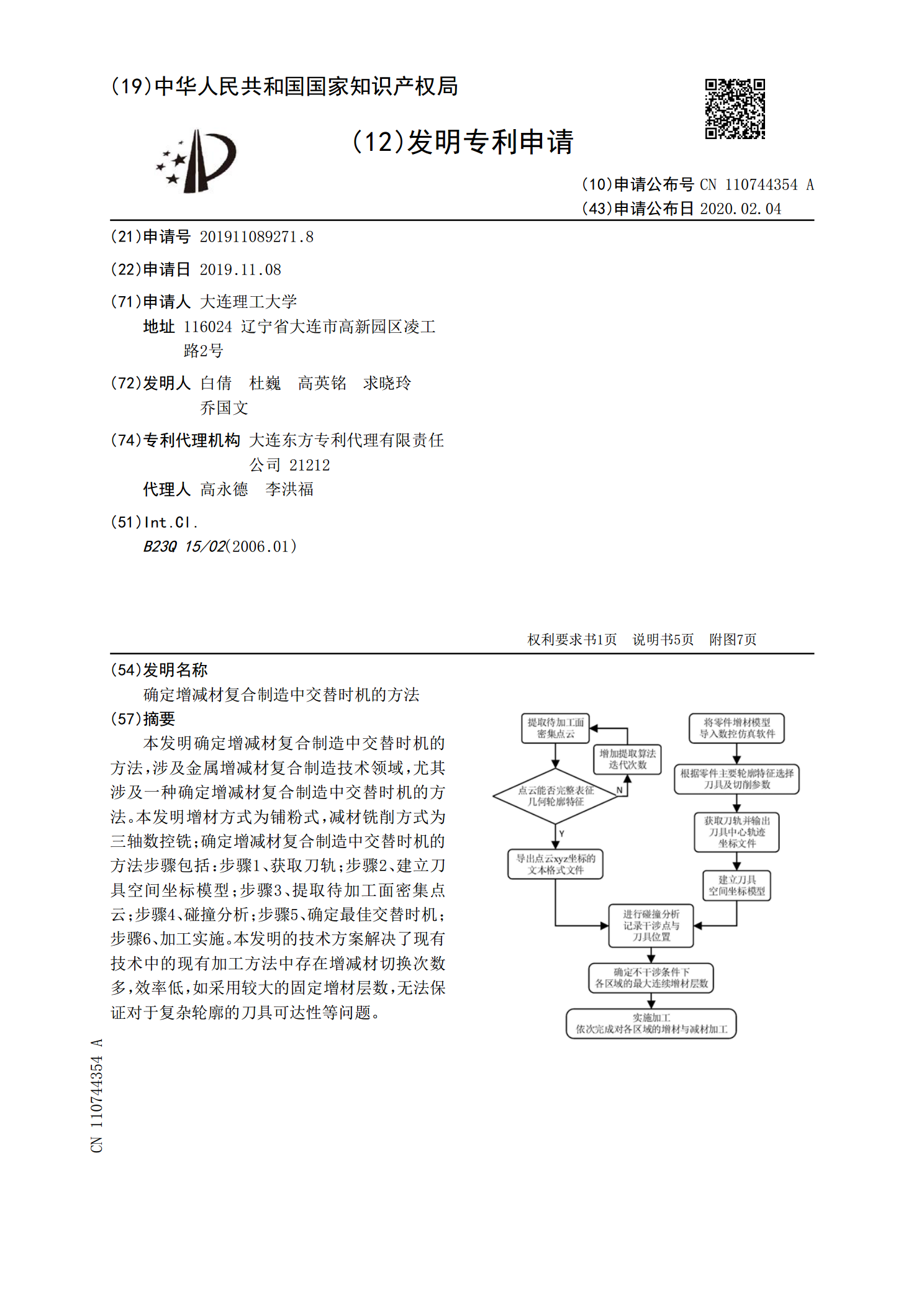
本发明确定增减材复合制造中交替时机的方法,涉及金属增减材复合制造技术领域,尤其涉及一种确定增减材复合制造中交替时机的方法。本发明增材方式为铺粉式,减材铣削方式为三轴数控铣;确定增减材复合制造中交替时机的方法步骤包括:步骤1、获取刀轨;步骤2、建立刀具空间坐标模型;步骤3、提取待加工面密集点云;步骤4、碰撞分析;步骤5、确定最佳交替时机;步骤6、加工实施。本发明的技术方案解决了现有技术中的现有加工方法中存在增减材切换次数多,效率低,如采用较大的固定增材层数,无法保证对于复杂轮廓的刀具可达性等问题。
增减材复合制造涡轮叶片的加工方法.pdf
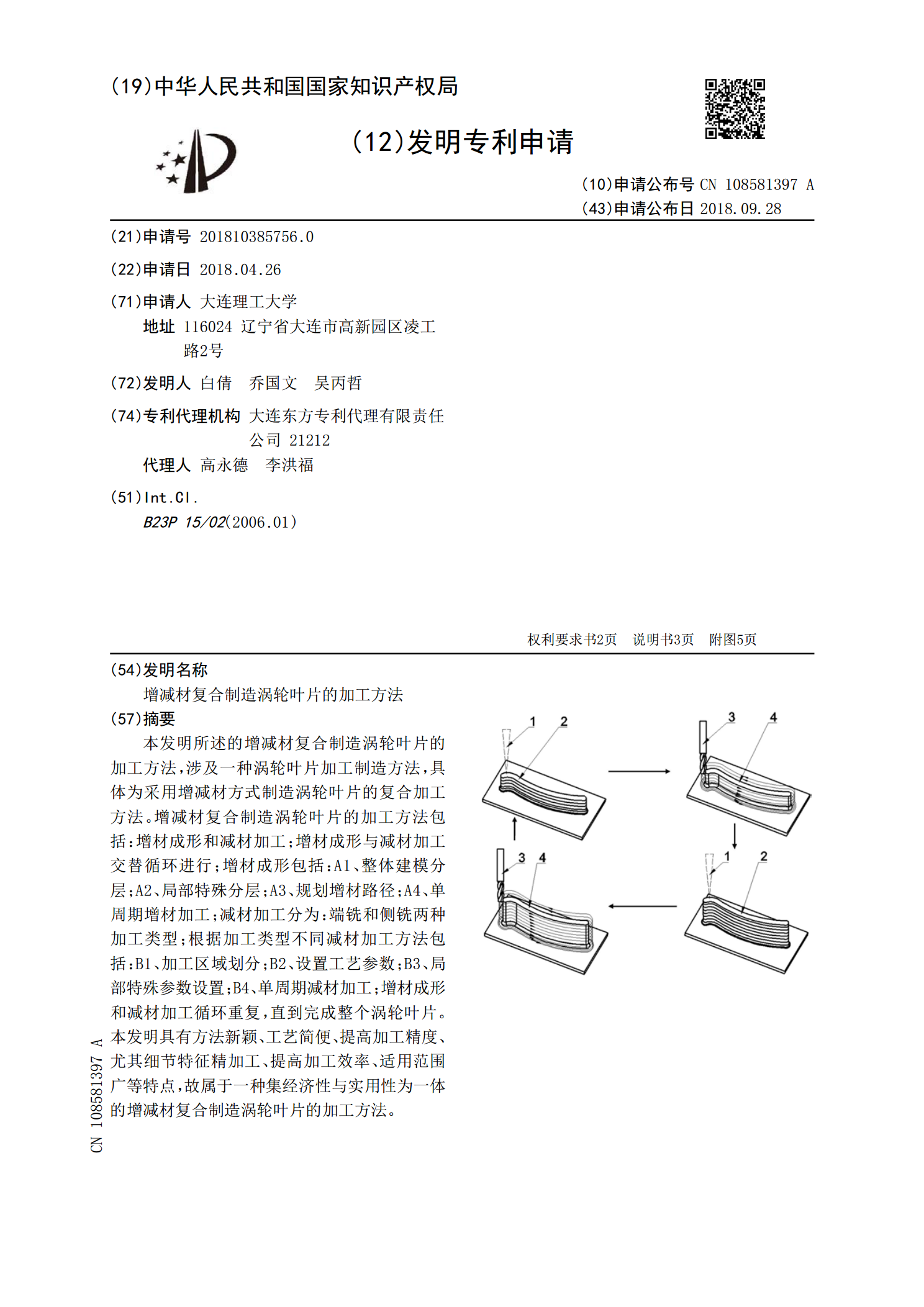
本发明所述的增减材复合制造涡轮叶片的加工方法,涉及一种涡轮叶片加工制造方法,具体为采用增减材方式制造涡轮叶片的复合加工方法。增减材复合制造涡轮叶片的加工方法包括:增材成形和减材加工;增材成形与减材加工交替循环进行;增材成形包括:A1、整体建模分层;A2、局部特殊分层;A3、规划增材路径;A4、单周期增材加工;减材加工分为:端铣和侧铣两种加工类型;根据加工类型不同减材加工方法包括:B1、加工区域划分;B2、设置工艺参数;B3、局部特殊参数设置;B4、单周期减材加工;增材成形和减材加工循环重复,直到完成整个涡
面向叶轮叶片制造的增减材复合加工中心简易密封装置.pdf
一种面向叶轮叶片制造的增减材复合加工中心简易密封装置,属于机械制造技术领域。所述面向叶轮叶片制造的增减材复合加工中心简易密封装置,包括密封室、耐热密封套和装夹机构,耐热密封套为柔性材料制成的中空的可伸缩结构,其顶部中心设置有通孔,密封室为顶部开口的圆柱筒结构,其与耐热密封套密封连接,装夹机构包括依次连接底座、卡盘和基板,卡盘包括卡盘座和卡盘爪,卡盘座设置有进气嘴和出气口,所述卡盘爪设置有弧形部,用于夹紧基板。所述面向叶轮叶片制造的增减材复合加工中心简易密封装置,用于五轴联动增减材复合加工中心,使其能够在保