
一种真空容器加工方法和一种真空容器.pdf

猫巷****婉慧


1/10

2/10

3/10
4/10

5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种真空容器加工方法和一种真空容器.pdf
本发明公开一种真空容器的加工方法及一种真空容器,其中,所述加工方法包括焊接密封片的步骤,以及焊接外底盖的步骤;所述焊接密封片是将密封片焊接到外胆的内壁上,并在所述外胆的底部留出焊接尾翼;所述焊接外底盖是将外底盖通过氩弧焊的方式焊接在所述尾翼上,并且所述外底盖通过氩弧焊无缝的焊接在所述尾翼上。本发明将密封片焊接到外胆上后留出焊接尾翼,将外底盖通过氩弧焊的方式焊接到尾翼上,不仅确保真空容器的保温效果,而且还使得外底盖和外胆之间无夹层、无缝,连接紧密、形成一个整体,方便清洗和使用。
一种真空容器.pdf
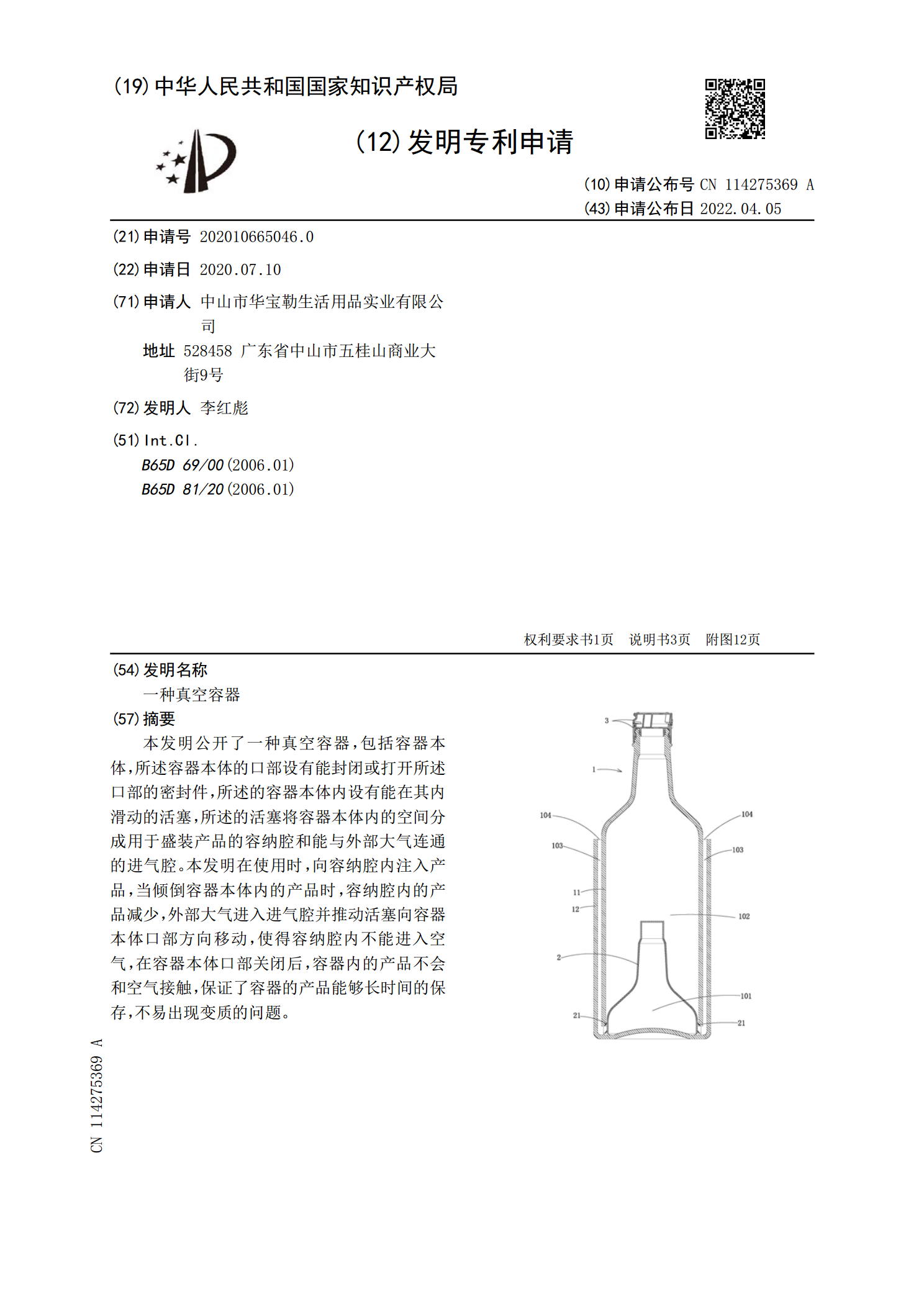
本发明公开了一种真空容器,包括容器本体,所述容器本体的口部设有能封闭或打开所述口部的密封件,所述的容器本体内设有能在其内滑动的活塞,所述的活塞将容器本体内的空间分成用于盛装产品的容纳腔和能与外部大气连通的进气腔。本发明在使用时,向容纳腔内注入产品,当倾倒容器本体内的产品时,容纳腔内的产品减少,外部大气进入进气腔并推动活塞向容器本体口部方向移动,使得容纳腔内不能进入空气,在容器本体口部关闭后,容器内的产品不会和空气接触,保证了容器的产品能够长时间的保存,不易出现变质的问题。

真空容器抽真空的方法.pdf
本公开涉及抽真空设备技术领域,尤其涉及一种真空容器抽真空的方法。该真空容器抽真空的方法包括以下步骤:步骤一:将第一电磁阀、第三电磁阀、第四电磁阀和第五电磁阀均调整为关闭状态;步骤二:打开第三电磁阀并启动第一真空泵,第一真空泵将真空容器中的气体抽出到外部环境中;步骤三:打开第一电磁阀,使压力容器中的保护气体流入到真空容器中,接着关闭第一电磁阀;步骤四:在真空容器中进行特定加工工作。该真空容器抽真空的方法,能够利用四通、废气瓶、第二升压泵和第五电磁阀的配合工作,使四通处的残留空气不会进入到封闭循环的系统里,防

真空容器、系统和方法.pdf
一种真空容器和一种包括补充的基部的系统,包括三部分式气道、密封盖以及盖释放按钮。三部分式气道的特征是内部空气室、抽取气道和单向检查阀,防止在真空密封时环境空气通过抽取气道渗入内部空气室。抽取气道在容器的顶部与底部之间延伸,并且包括内部空气抽取出口,设置在内部空气室的顶部处并且在内部空气室内;以及外部空气抽取出口,在容器外侧,设置在容器的底部处,并配置为耦接到外部空气泵。还提供了一种补充的方法。

一种真空双层容器.pdf
本发明涉及一种容器的结构装置领域,具体公开了一种真空双层容器;包括瓶身,所述瓶身设有外层瓶体和镶嵌在外层瓶体内的内层容器,所述外层瓶体和内层容器之间设有空气层,所述真空双层容器设有瓶口,所述内层容器连通至所述瓶口;所述外层瓶体的底部设有进气结构,所述进气结构设有进气口,所述进气结构还包括进气件;所述真空双层容器还包括盖体,所述盖体上设有出物结构,所述出物结构设有出物口;所述出物结构还包括出物件;本发明的真空双层瓶,结构设计合理、使用卫生、方便。