
一种钢管外表面除锈方法.pdf

努力****凌芹

1/4
2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钢管外表面除锈方法.pdf
本发明公开了一种钢管外表面除锈方法,该钢管外表面除锈方法,包括以下步骤:A、将钢管装夹在旋转机上;B、配制浓度为15-20%的盐水并加热到60-80摄氏度;C、将加热盐水加压后通过喷头喷向钢管表面;D、采用压缩空气对钢管表面进行吹扫。本发明一种钢管外表面除锈方法,通过采用加热加压盐水对旋转钢管外表面进行喷洗,可以快速有效的去除钢管外表面锈渍,再通过压缩空气对钢管表面进行吹扫,还可对其进行清扫和干燥,避免锈渍残留和浮锈产生。
一种钢管表面快速除锈装置.pdf
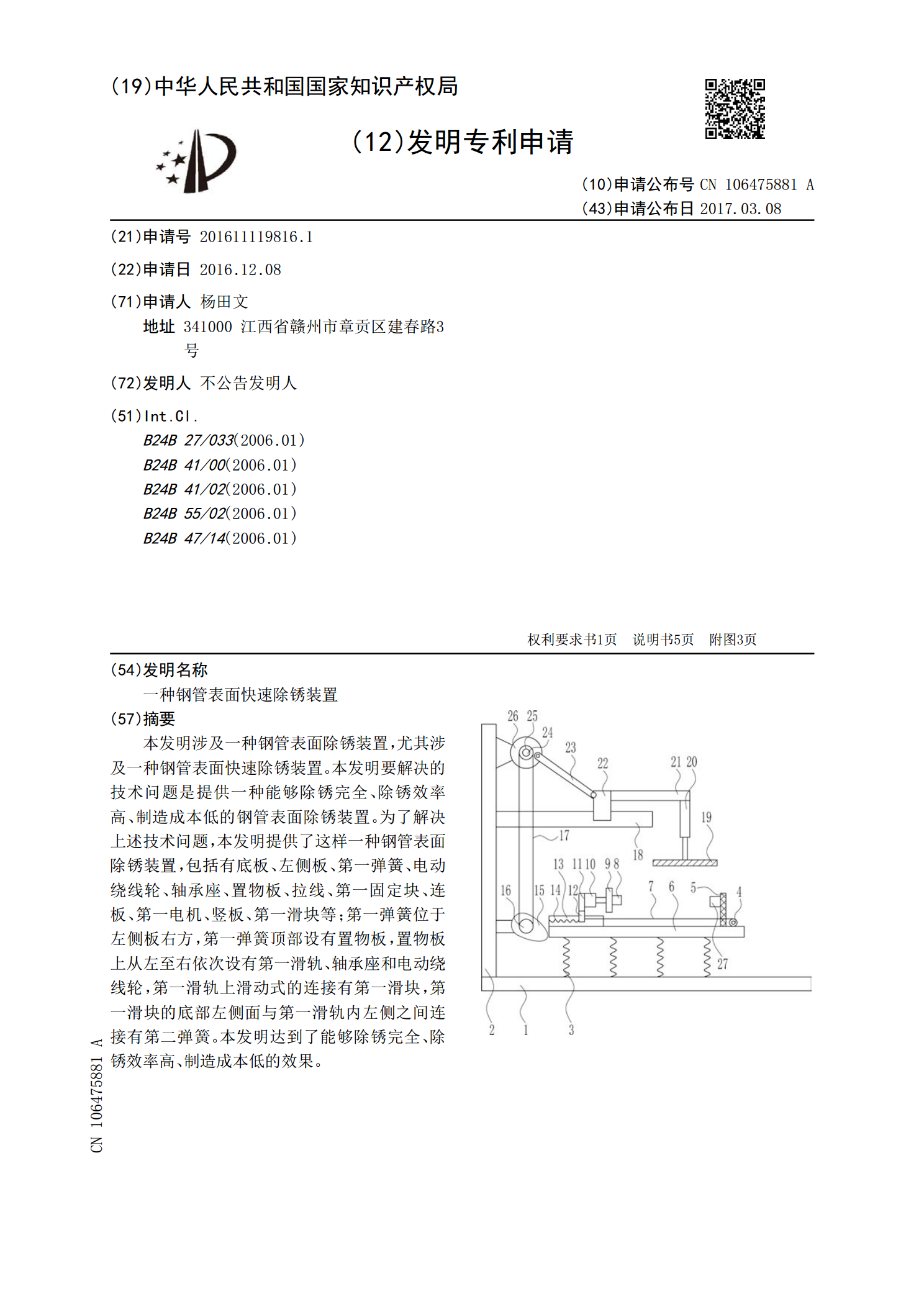
本发明涉及一种钢管表面除锈装置,尤其涉及一种钢管表面快速除锈装置。本发明要解决的技术问题是提供一种能够除锈完全、除锈效率高、制造成本低的钢管表面除锈装置。为了解决上述技术问题,本发明提供了这样一种钢管表面除锈装置,包括有底板、左侧板、第一弹簧、电动绕线轮、轴承座、置物板、拉线、第一固定块、连板、第一电机、竖板、第一滑块等;第一弹簧位于左侧板右方,第一弹簧顶部设有置物板,置物板上从左至右依次设有第一滑轨、轴承座和电动绕线轮,第一滑轨上滑动式的连接有第一滑块,第一滑块的底部左侧面与第一滑轨内左侧之间连接有第二
一种钢管外表面除锈系统.pdf
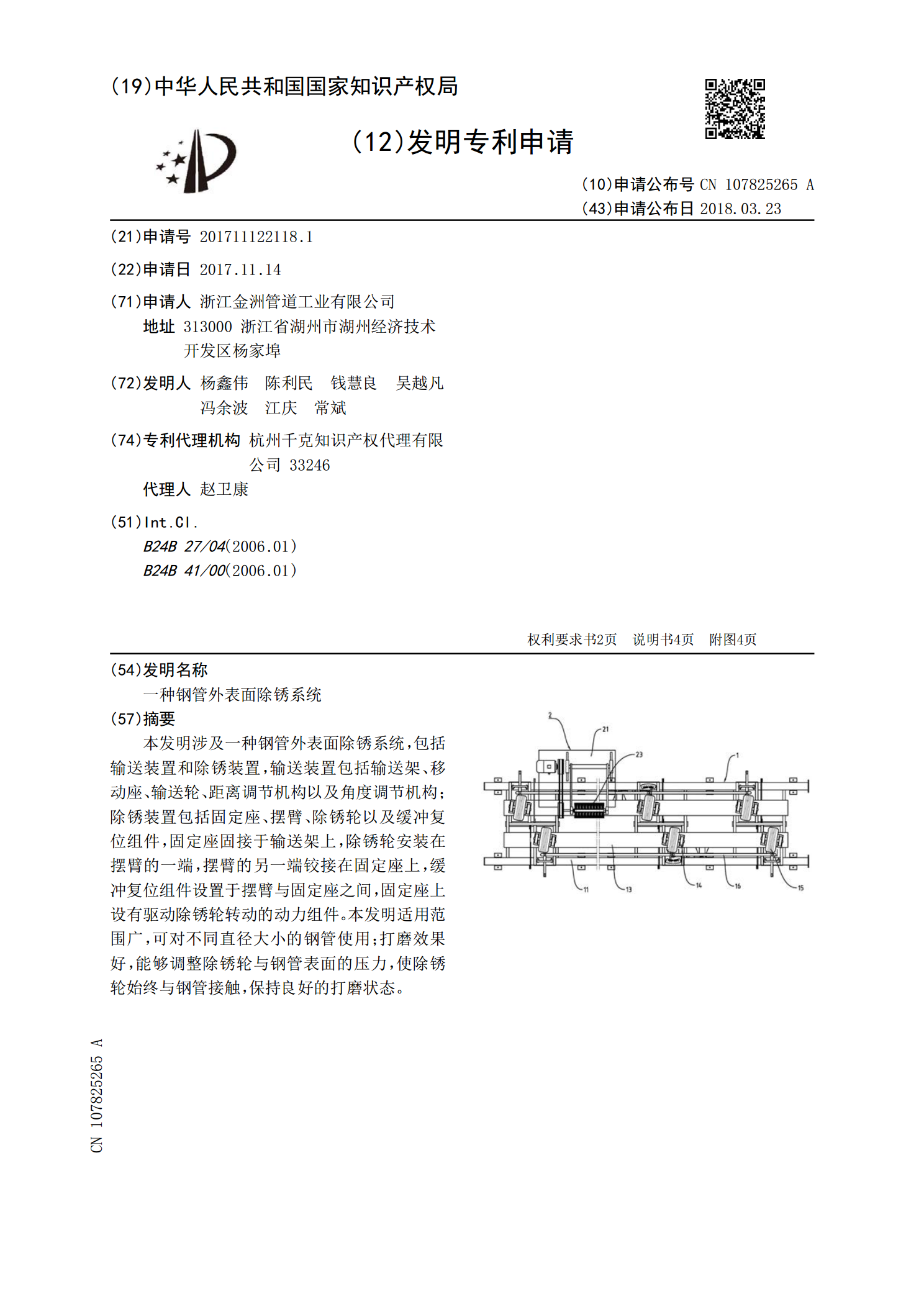
本发明涉及一种钢管外表面除锈系统,包括输送装置和除锈装置,输送装置包括输送架、移动座、输送轮、距离调节机构以及角度调节机构;除锈装置包括固定座、摆臂、除锈轮以及缓冲复位组件,固定座固接于输送架上,除锈轮安装在摆臂的一端,摆臂的另一端铰接在固定座上,缓冲复位组件设置于摆臂与固定座之间,固定座上设有驱动除锈轮转动的动力组件。本发明适用范围广,可对不同直径大小的钢管使用;打磨效果好,能够调整除锈轮与钢管表面的压力,使除锈轮始终与钢管接触,保持良好的打磨状态。
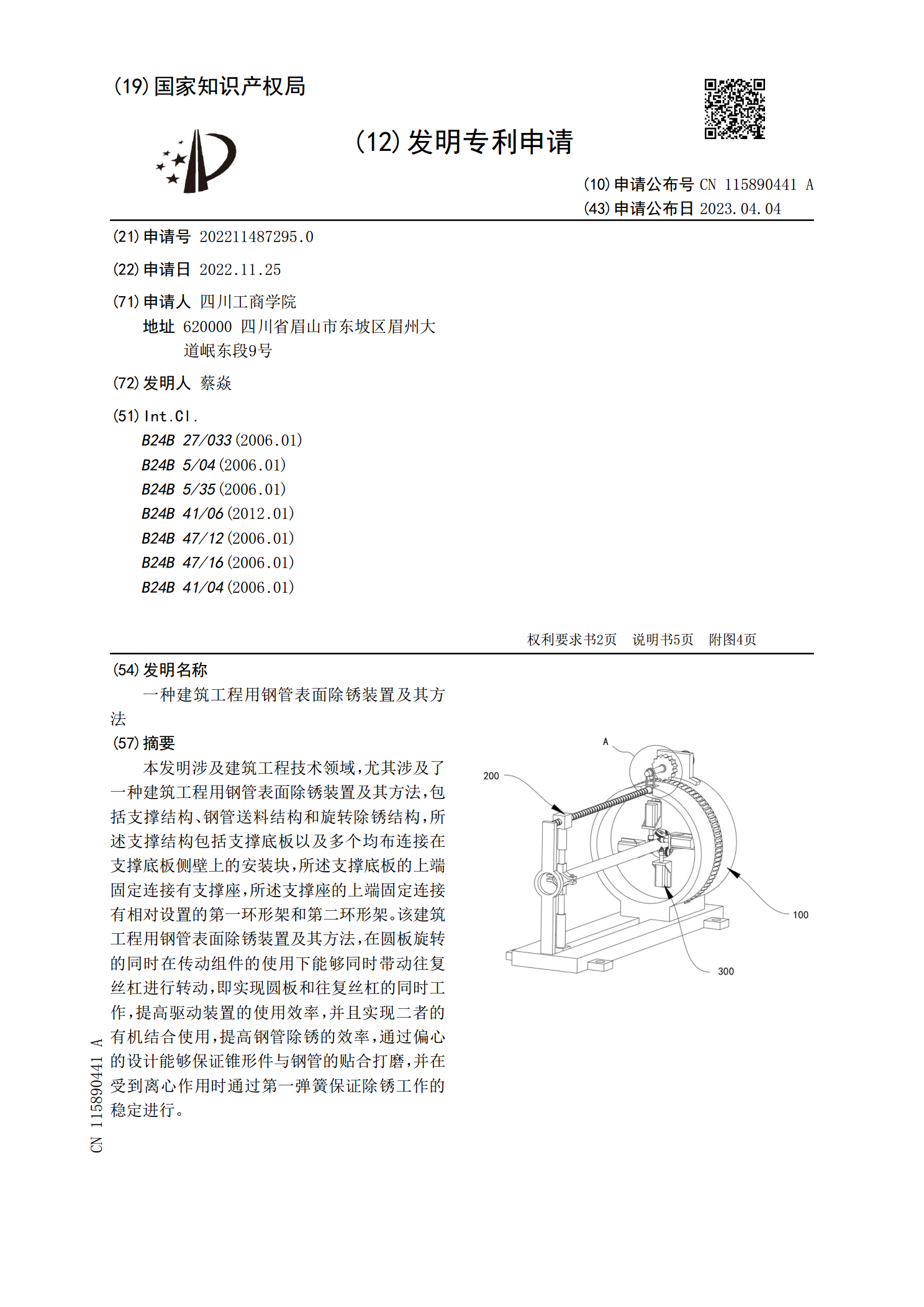
一种建筑工程用钢管表面除锈装置及其方法.pdf
本发明涉及建筑工程技术领域,尤其涉及了一种建筑工程用钢管表面除锈装置及其方法,包括支撑结构、钢管送料结构和旋转除锈结构,所述支撑结构包括支撑底板以及多个均布连接在支撑底板侧壁上的安装块,所述支撑底板的上端固定连接有支撑座,所述支撑座的上端固定连接有相对设置的第一环形架和第二环形架。该建筑工程用钢管表面除锈装置及其方法,在圆板旋转的同时在传动组件的使用下能够同时带动往复丝杠进行转动,即实现圆板和往复丝杠的同时工作,提高驱动装置的使用效率,并且实现二者的有机结合使用,提高钢管除锈的效率,通过偏心的设计能够保证
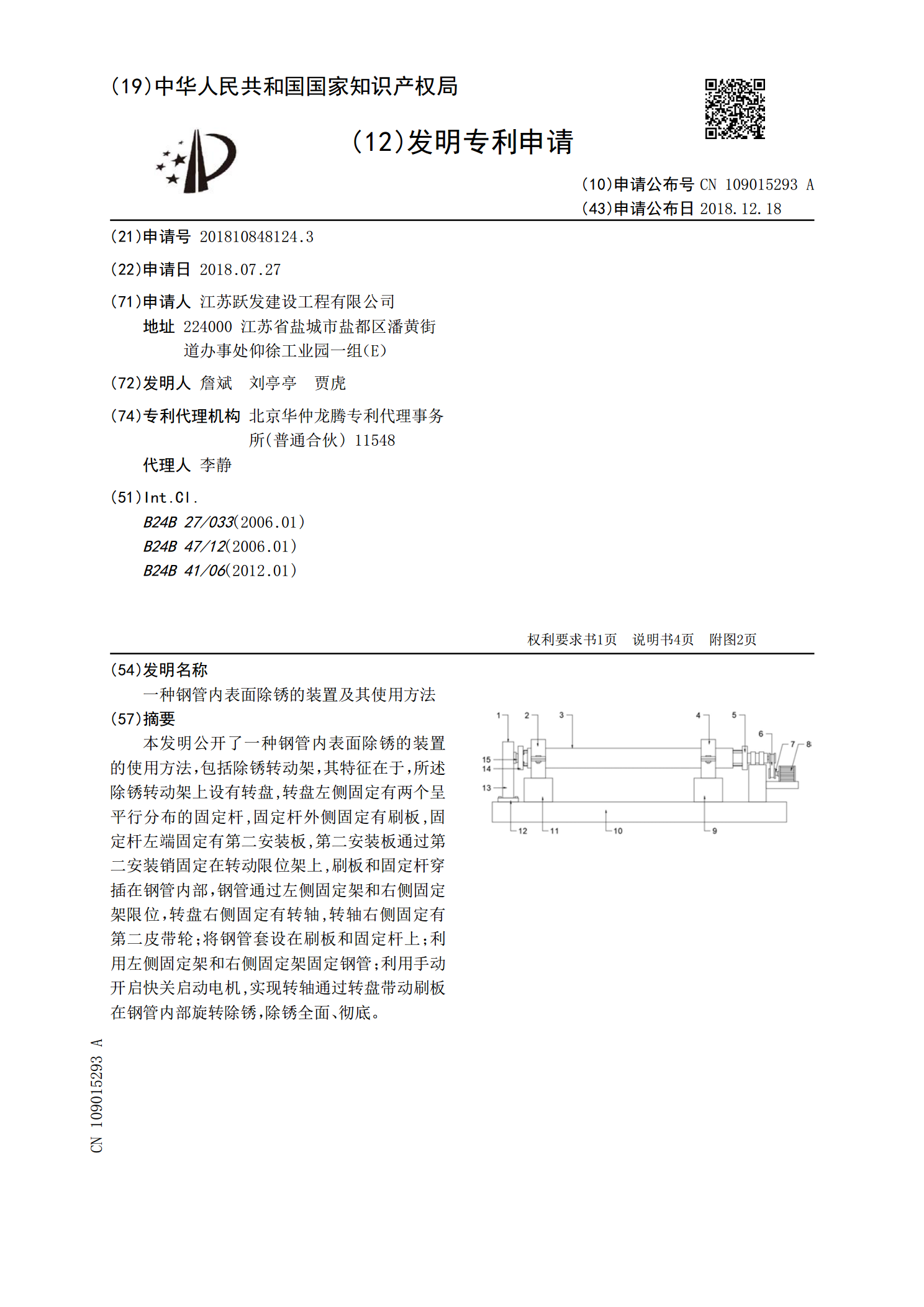
一种钢管内表面除锈的装置及其使用方法.pdf
本发明公开了一种钢管内表面除锈的装置的使用方法,包括除锈转动架,其特征在于,所述除锈转动架上设有转盘,转盘左侧固定有两个呈平行分布的固定杆,固定杆外侧固定有刷板,固定杆左端固定有第二安装板,第二安装板通过第二安装销固定在转动限位架上,刷板和固定杆穿插在钢管内部,钢管通过左侧固定架和右侧固定架限位,转盘右侧固定有转轴,转轴右侧固定有第二皮带轮;将钢管套设在刷板和固定杆上;利用左侧固定架和右侧固定架固定钢管;利用手动开启快关启动电机,实现转轴通过转盘带动刷板在钢管内部旋转除锈,除锈全面、彻底。