
一种注塑模具的脱水口结构及注塑模具.pdf

一只****爱敏


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种注塑模具的脱水口结构及注塑模具.pdf
本发明公开了一种注塑模具的脱水口结构及注塑模具。脱水口结构包括前模镶件、浮动镶件和驱动结构,前模镶件的顶端凸设有凸台,浮动镶件套设于凸台外且可沿凸台滑动,凸台上设置有沿凸台的凸设方向宽度变大的倒扣部,凸台从顶面向下开设有流道,浮动镶件的内腔和凸台的顶端形成与流道连通的水口区,倒扣部位于水口区内,驱动结构驱动浮动镶件沿凸台滑动。不需要设置像大水口结构的大的进浇口,产品和流道的交接处避免留下大面积痕迹,提高产品的外观质量,并且不需要设置三板模,只需要通过倒扣和浮动镶件即可实现,结构简单稳定,节约模具成本。
一种注塑模具芯棒结构及注塑模具.pdf
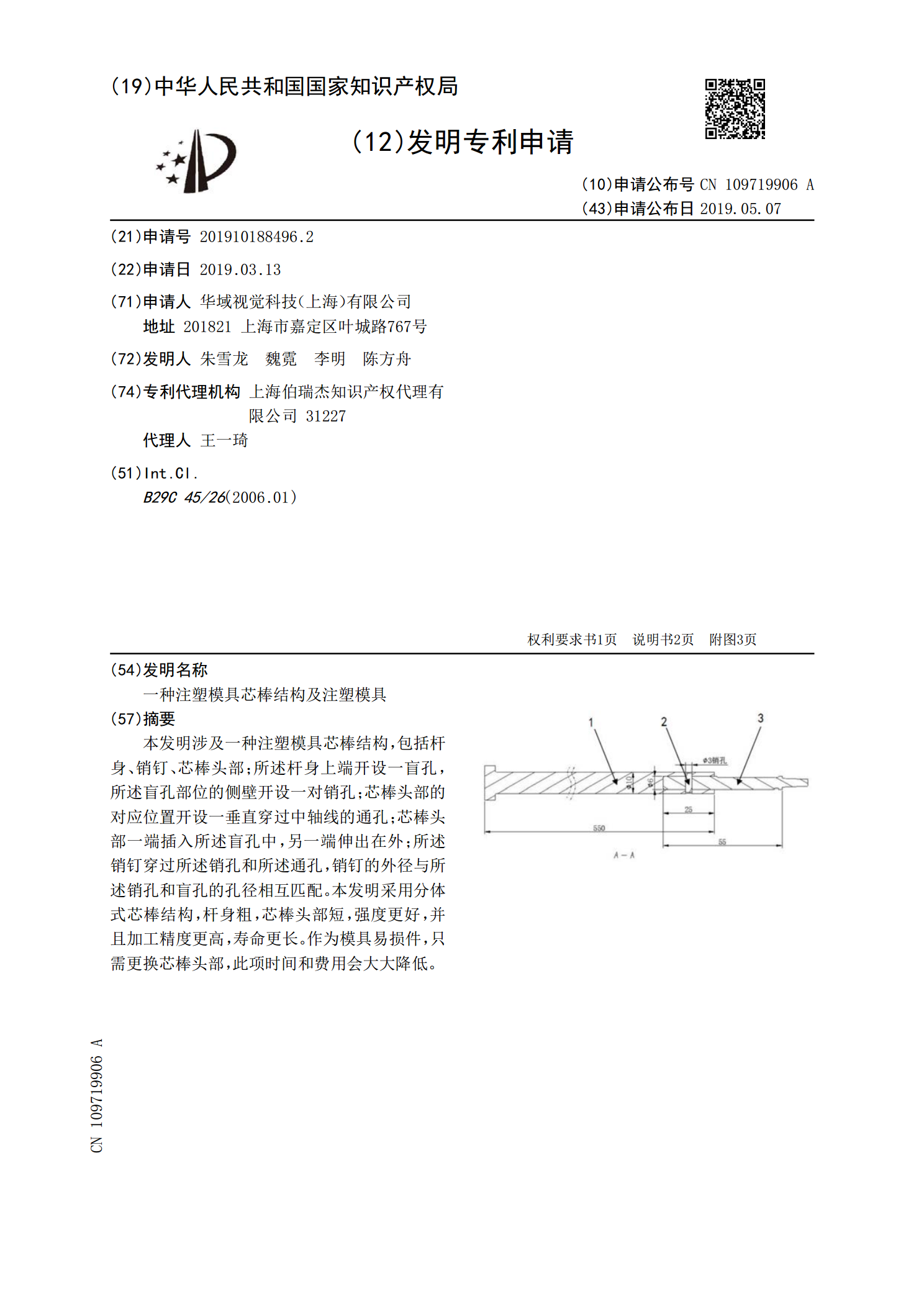
本发明涉及一种注塑模具芯棒结构,包括杆身、销钉、芯棒头部;所述杆身上端开设一盲孔,所述盲孔部位的侧壁开设一对销孔;芯棒头部的对应位置开设一垂直穿过中轴线的通孔;芯棒头部一端插入所述盲孔中,另一端伸出在外;所述销钉穿过所述销孔和所述通孔,销钉的外径与所述销孔和盲孔的孔径相互匹配。本发明采用分体式芯棒结构,杆身粗,芯棒头部短,强度更好,并且加工精度更高,寿命更长。作为模具易损件,只需更换芯棒头部,此项时间和费用会大大降低。

哪些结构组成注塑模具-注塑模具由哪些结构组成.docx
哪些结构组成注塑模具-注塑模具由哪些结构组成哪些结构组成注塑模具-注塑模具由哪些结构组成注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。下面,小编为大家讲讲注塑模具由哪些结构组成,快来看看吧!模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。模具主要由浇注系统、调温系统、成型零件和结构零件组成。其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分

哪些结构组成注塑模具-注塑模具由哪些结构组成.docx
哪些结构组成注塑模具-注塑模具由哪些结构组成注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。下面,小编为大家讲讲注塑模具由哪些结构组成,快来看看吧!模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。模具主要由浇注系统、调温系统、成型零件和结构零件组成。其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分。浇注系统是指塑料从射嘴进入型腔前的流道部分

哪些结构组成注塑模具-注塑模具由哪些结构组成.docx
哪些结构组成注塑模具-注塑模具由哪些结构组成哪些结构组成注塑模具-注塑模具由哪些结构组成注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。下面,小编为大家讲讲注塑模具由哪些结构组成,快来看看吧!模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。模具主要由浇注系统、调温系统、成型零件和结构零件组成。其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分