
一种注塑模具芯棒结构及注塑模具.pdf

闪闪****魔王

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种注塑模具芯棒结构及注塑模具.pdf
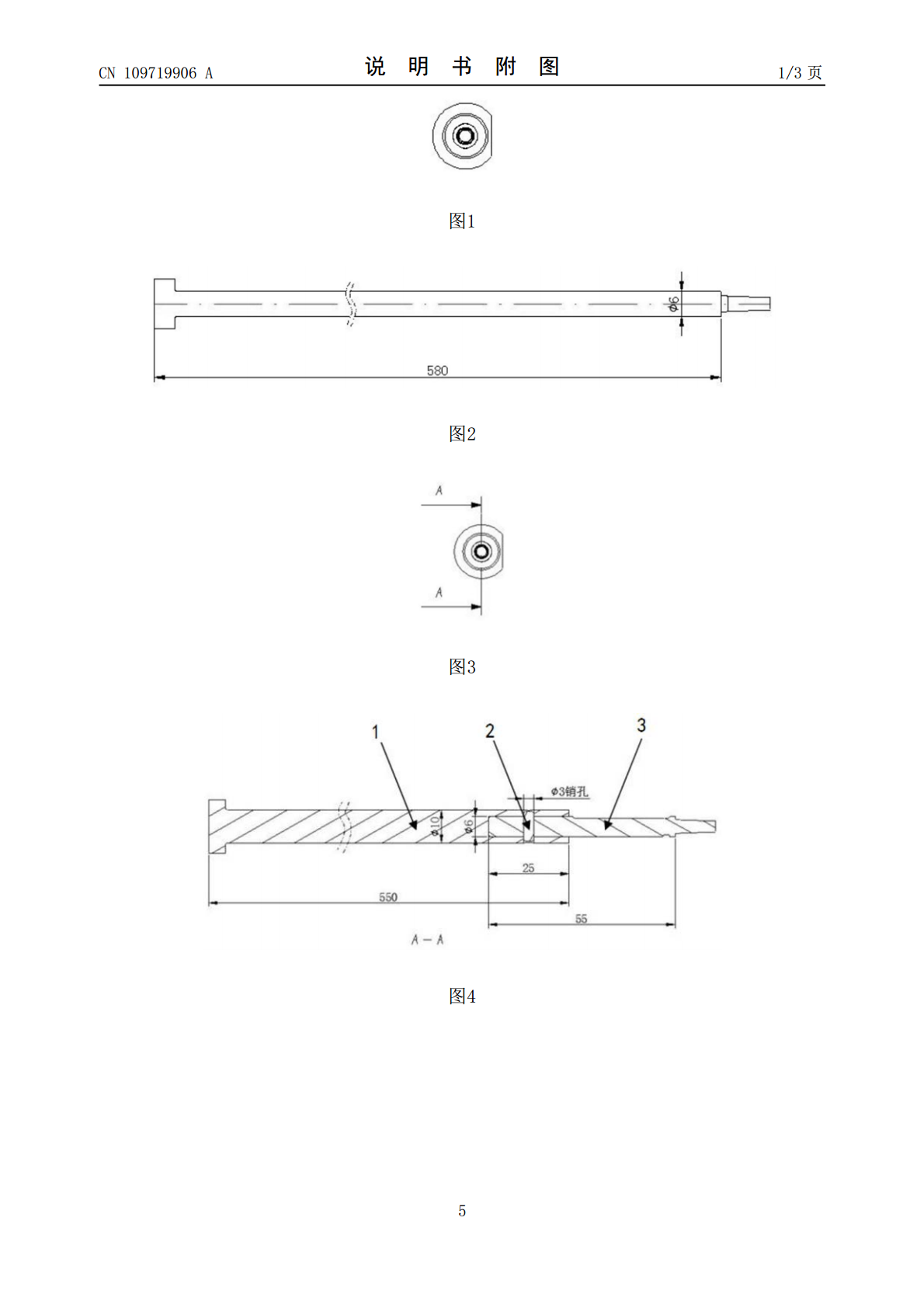
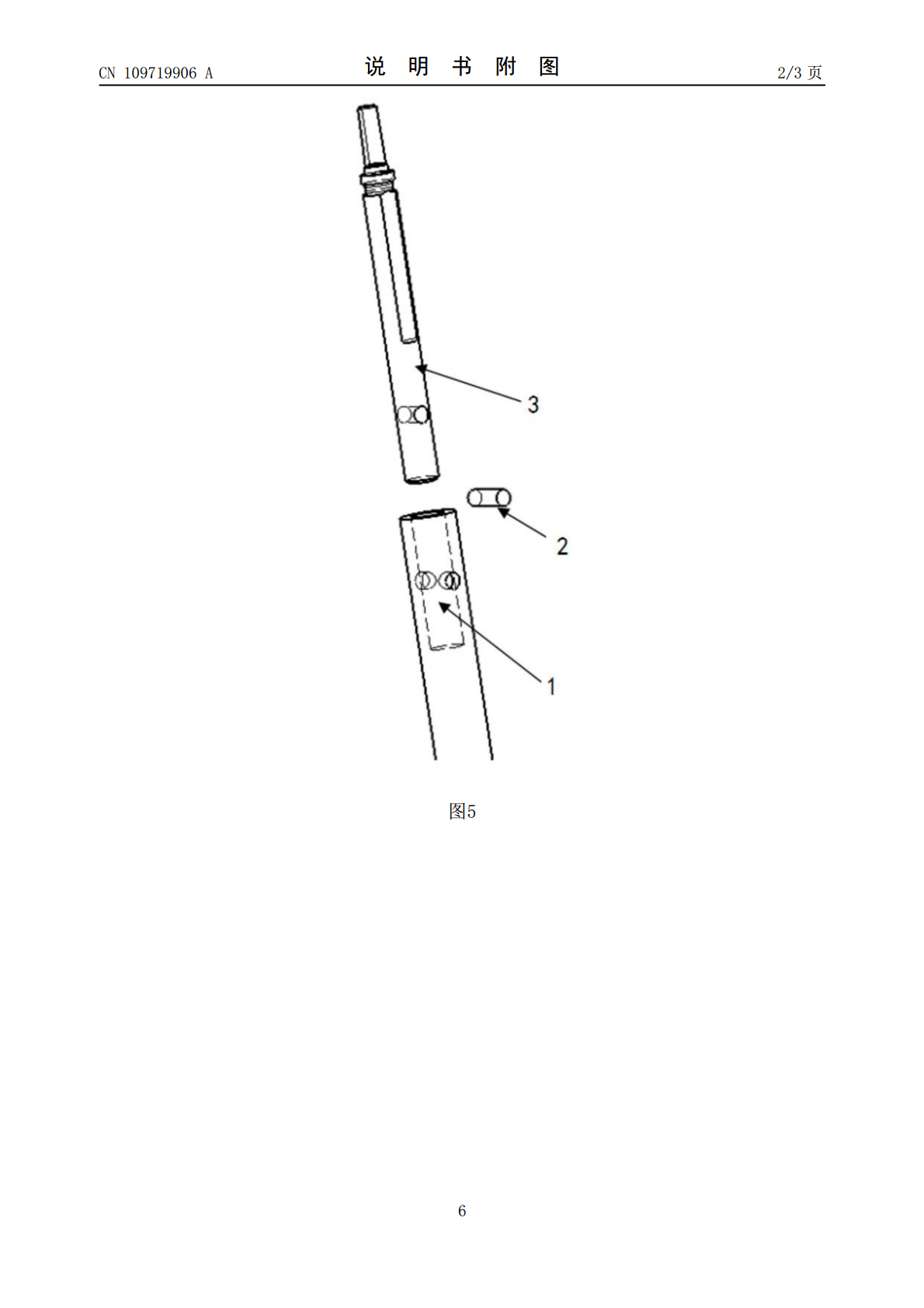
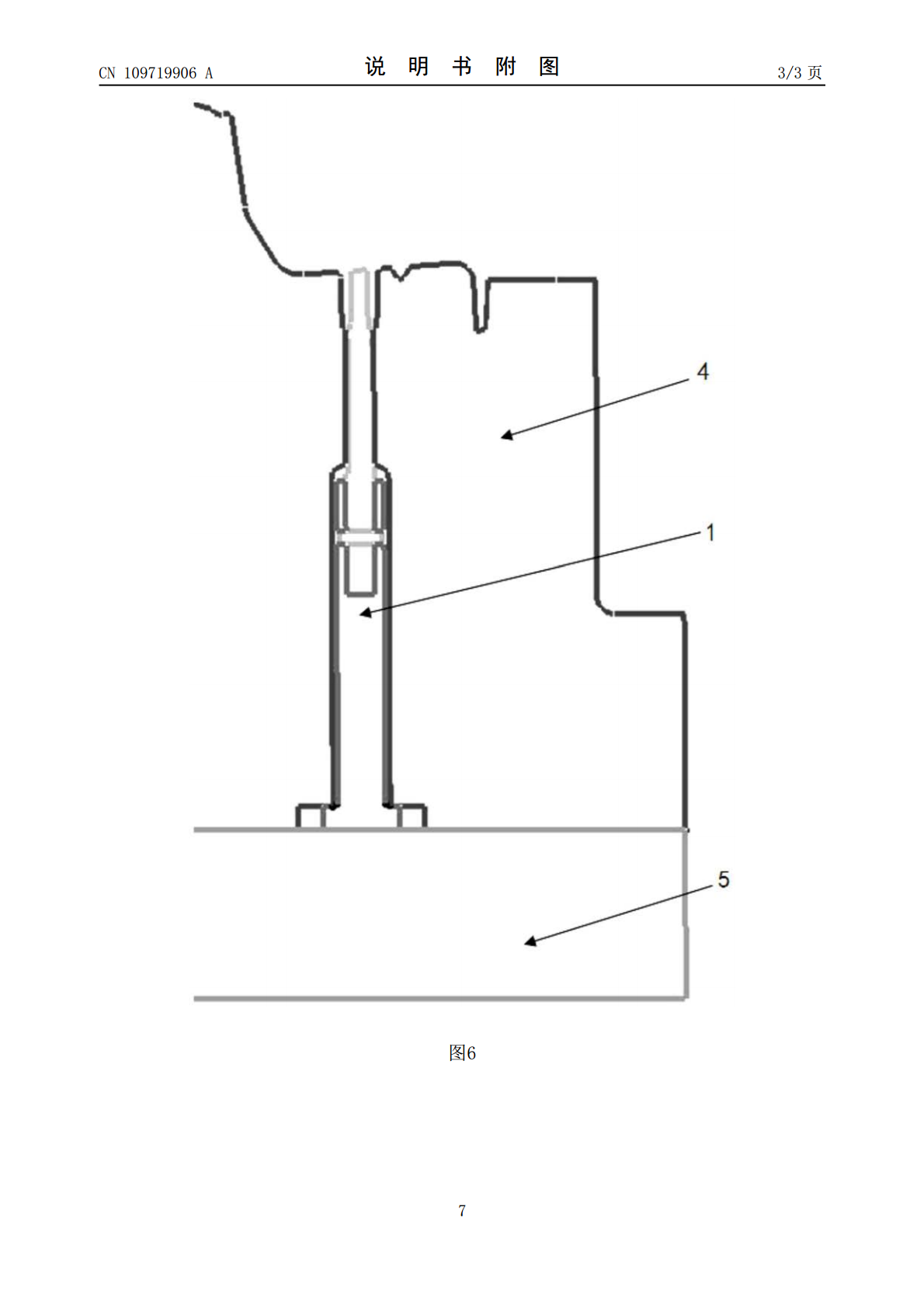
本发明涉及一种注塑模具芯棒结构,包括杆身、销钉、芯棒头部;所述杆身上端开设一盲孔,所述盲孔部位的侧壁开设一对销孔;芯棒头部的对应位置开设一垂直穿过中轴线的通孔;芯棒头部一端插入所述盲孔中,另一端伸出在外;所述销钉穿过所述销孔和所述通孔,销钉的外径与所述销孔和盲孔的孔径相互匹配。本发明采用分体式芯棒结构,杆身粗,芯棒头部短,强度更好,并且加工精度更高,寿命更长。作为模具易损件,只需更换芯棒头部,此项时间和费用会大大降低。
新型模具芯棒及设有该芯棒的注塑模具.pdf
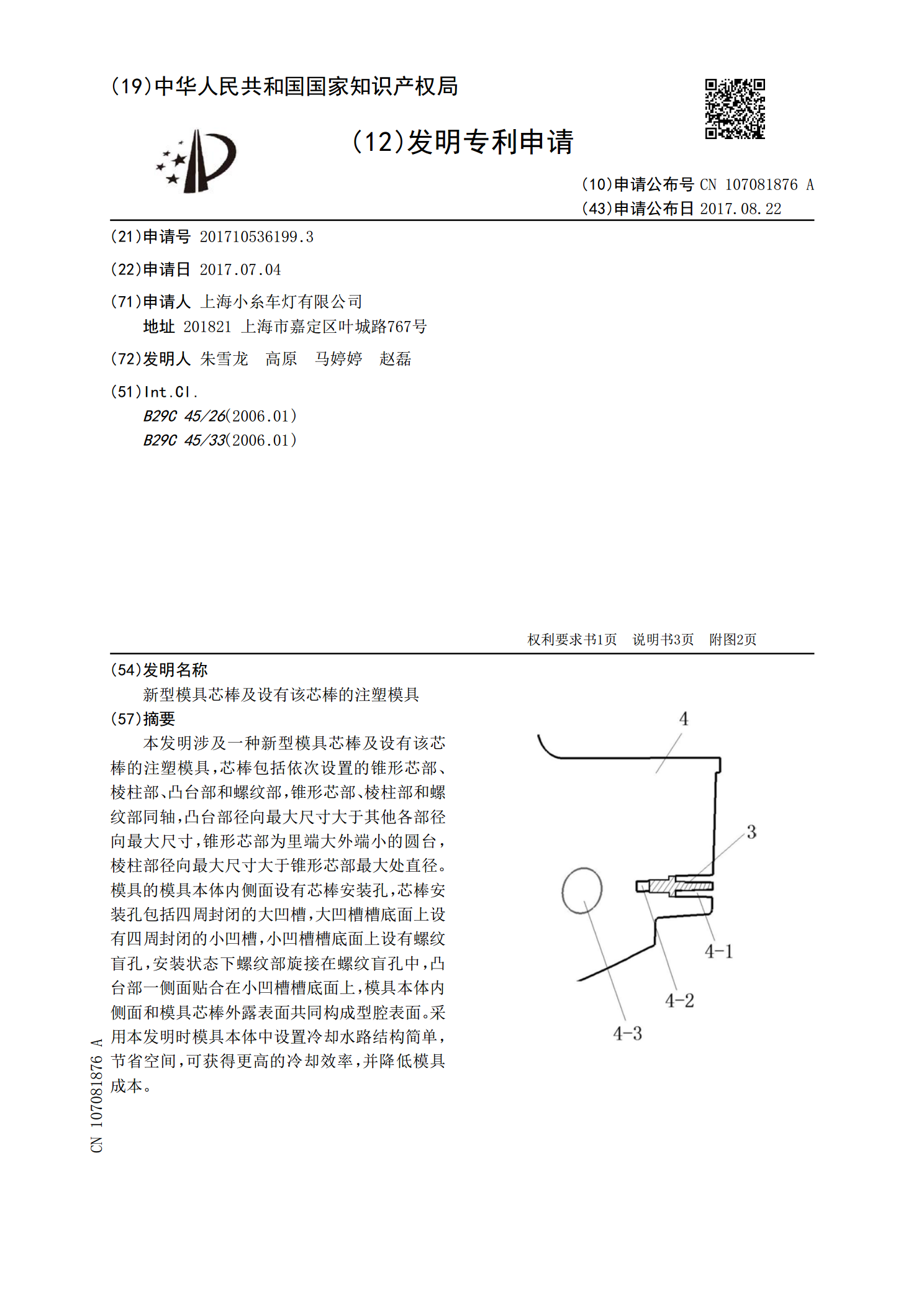
本发明涉及一种新型模具芯棒及设有该芯棒的注塑模具,芯棒包括依次设置的锥形芯部、棱柱部、凸台部和螺纹部,锥形芯部、棱柱部和螺纹部同轴,凸台部径向最大尺寸大于其他各部径向最大尺寸,锥形芯部为里端大外端小的圆台,棱柱部径向最大尺寸大于锥形芯部最大处直径。模具的模具本体内侧面设有芯棒安装孔,芯棒安装孔包括四周封闭的大凹槽,大凹槽槽底面上设有四周封闭的小凹槽,小凹槽槽底面上设有螺纹盲孔,安装状态下螺纹部旋接在螺纹盲孔中,凸台部一侧面贴合在小凹槽槽底面上,模具本体内侧面和模具芯棒外露表面共同构成型腔表面。采用本发明时

一种注塑模具的脱水口结构及注塑模具.pdf
本发明公开了一种注塑模具的脱水口结构及注塑模具。脱水口结构包括前模镶件、浮动镶件和驱动结构,前模镶件的顶端凸设有凸台,浮动镶件套设于凸台外且可沿凸台滑动,凸台上设置有沿凸台的凸设方向宽度变大的倒扣部,凸台从顶面向下开设有流道,浮动镶件的内腔和凸台的顶端形成与流道连通的水口区,倒扣部位于水口区内,驱动结构驱动浮动镶件沿凸台滑动。不需要设置像大水口结构的大的进浇口,产品和流道的交接处避免留下大面积痕迹,提高产品的外观质量,并且不需要设置三板模,只需要通过倒扣和浮动镶件即可实现,结构简单稳定,节约模具成本。
大行程抽芯结构及注塑模具.pdf
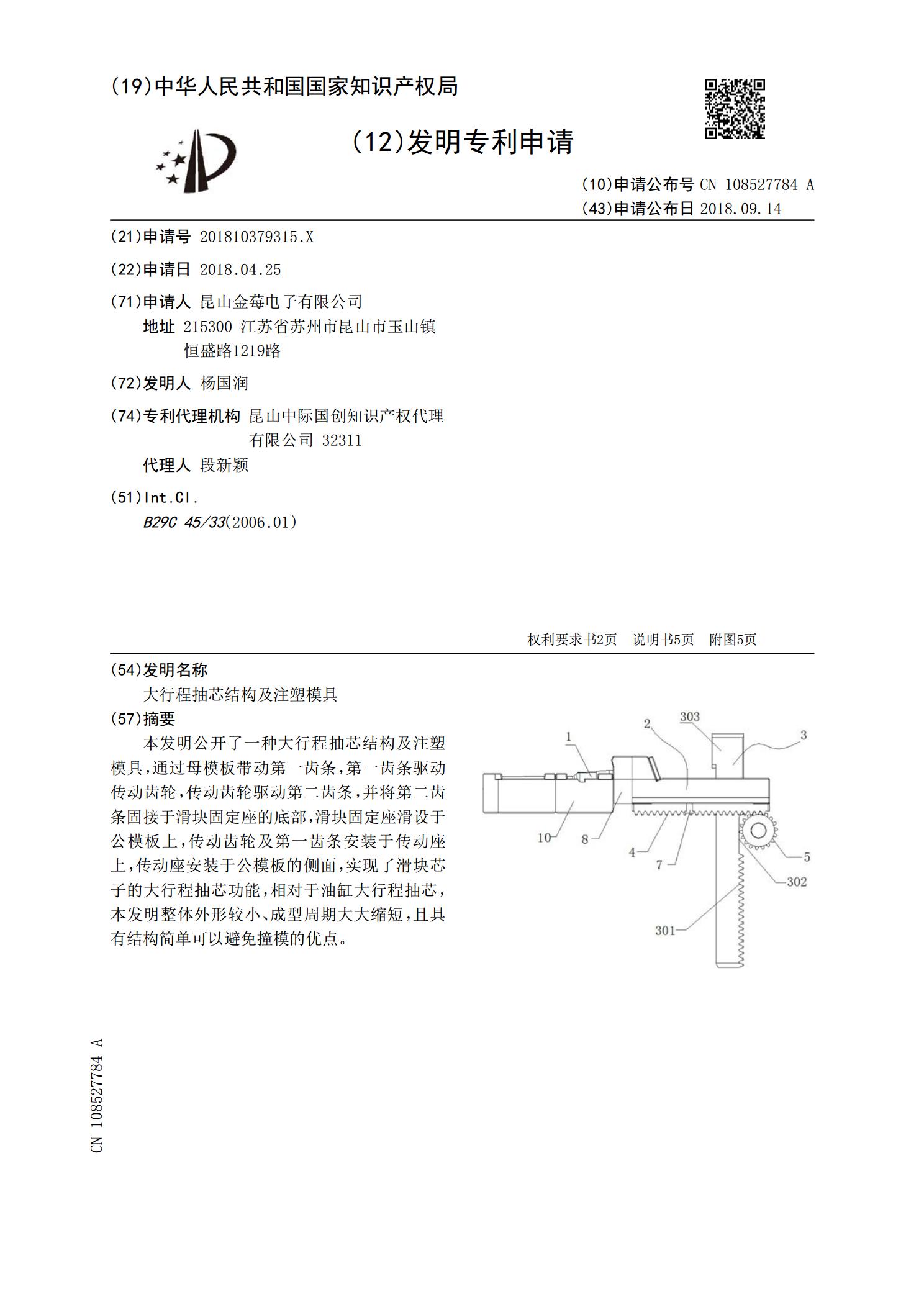
本发明公开了一种大行程抽芯结构及注塑模具,通过母模板带动第一齿条,第一齿条驱动传动齿轮,传动齿轮驱动第二齿条,并将第二齿条固接于滑块固定座的底部,滑块固定座滑设于公模板上,传动齿轮及第一齿条安装于传动座上,传动座安装于公模板的侧面,实现了滑块芯子的大行程抽芯功能,相对于油缸大行程抽芯,本发明整体外形较小、成型周期大大缩短,且具有结构简单可以避免撞模的优点。
一种双色注塑模芯结构及双色注塑模具.pdf
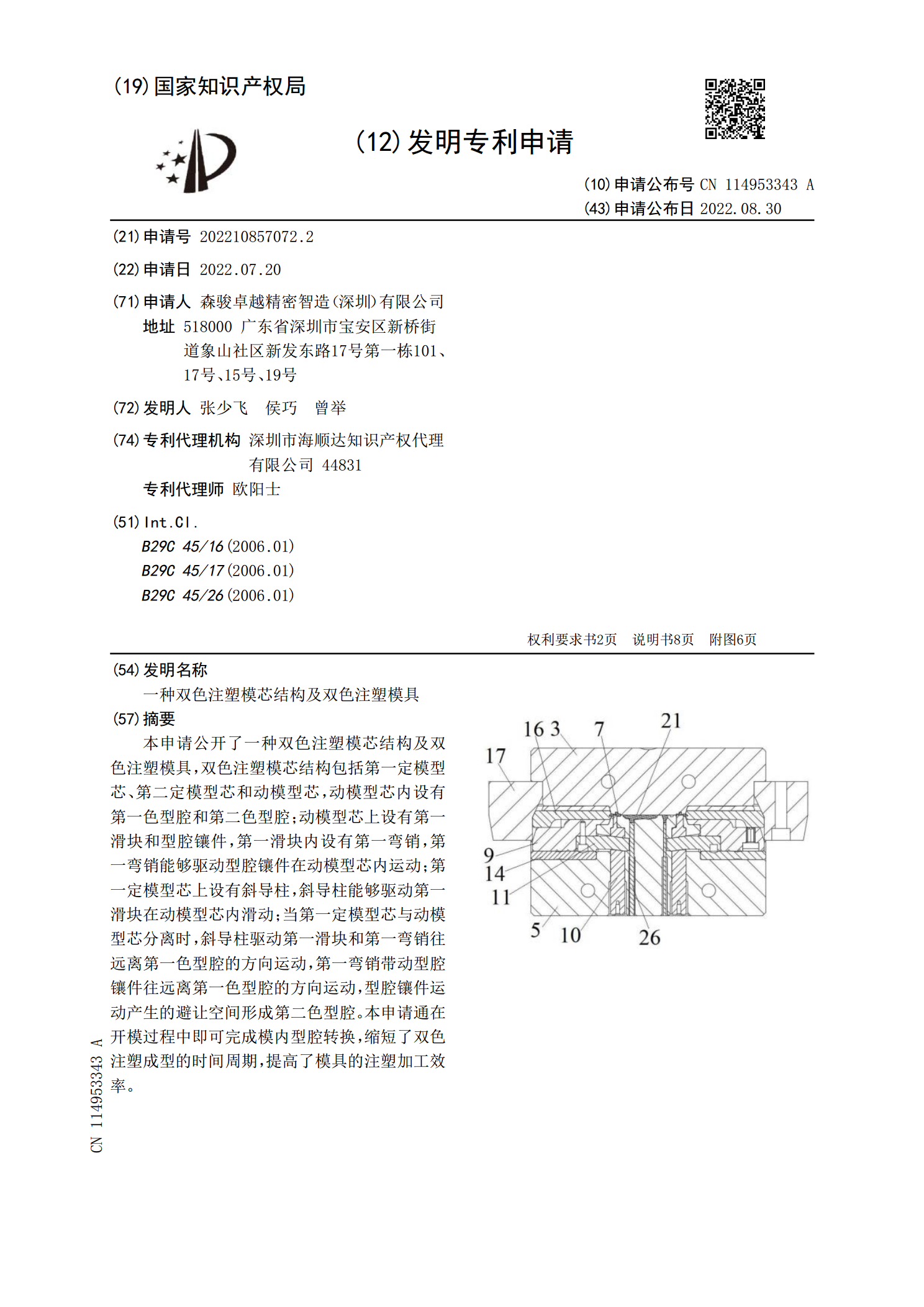
本申请公开了一种双色注塑模芯结构及双色注塑模具,双色注塑模芯结构包括第一定模型芯、第二定模型芯和动模型芯,动模型芯内设有第一色型腔和第二色型腔;动模型芯上设有第一滑块和型腔镶件,第一滑块内设有第一弯销,第一弯销能够驱动型腔镶件在动模型芯内运动;第一定模型芯上设有斜导柱,斜导柱能够驱动第一滑块在动模型芯内滑动;当第一定模型芯与动模型芯分离时,斜导柱驱动第一滑块和第一弯销往远离第一色型腔的方向运动,第一弯销带动型腔镶件往远离第一色型腔的方向运动,型腔镶件运动产生的避让空间形成第二色型腔。本申请通在开模过程中即