
组件电池串与汇流带焊接定位机构及方法和叠焊机.pdf

雨巷****碧易


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

组件电池串与汇流带焊接定位机构及方法和叠焊机.pdf
本发明公开了一种组件电池串与汇流带焊接定位机构及方法和叠焊机。一种组件电池串与汇流带焊接定位机构,包括机架、固定在机架上的传输单元、顶升单元、调整单元、拍照检测单元和控制单元,所述拍照检测单元包括拍照单元和光线补充单元,所述拍照单元拍摄传输单元上的预焊组件的电池串端头的实际位置图片,所述控制单元将接收到的实际位置图片与预存的标准位置图片进行比对分析,并依据比对分析结果控制调整单元对预焊组件的位置进行相应调整,本发明通过控制单元控制传输单元传输玻璃和电池串到预焊工位,由调整单元进行粗定位后,再由拍照检测单元
汇流带焊接垫板装置和叠焊机.pdf
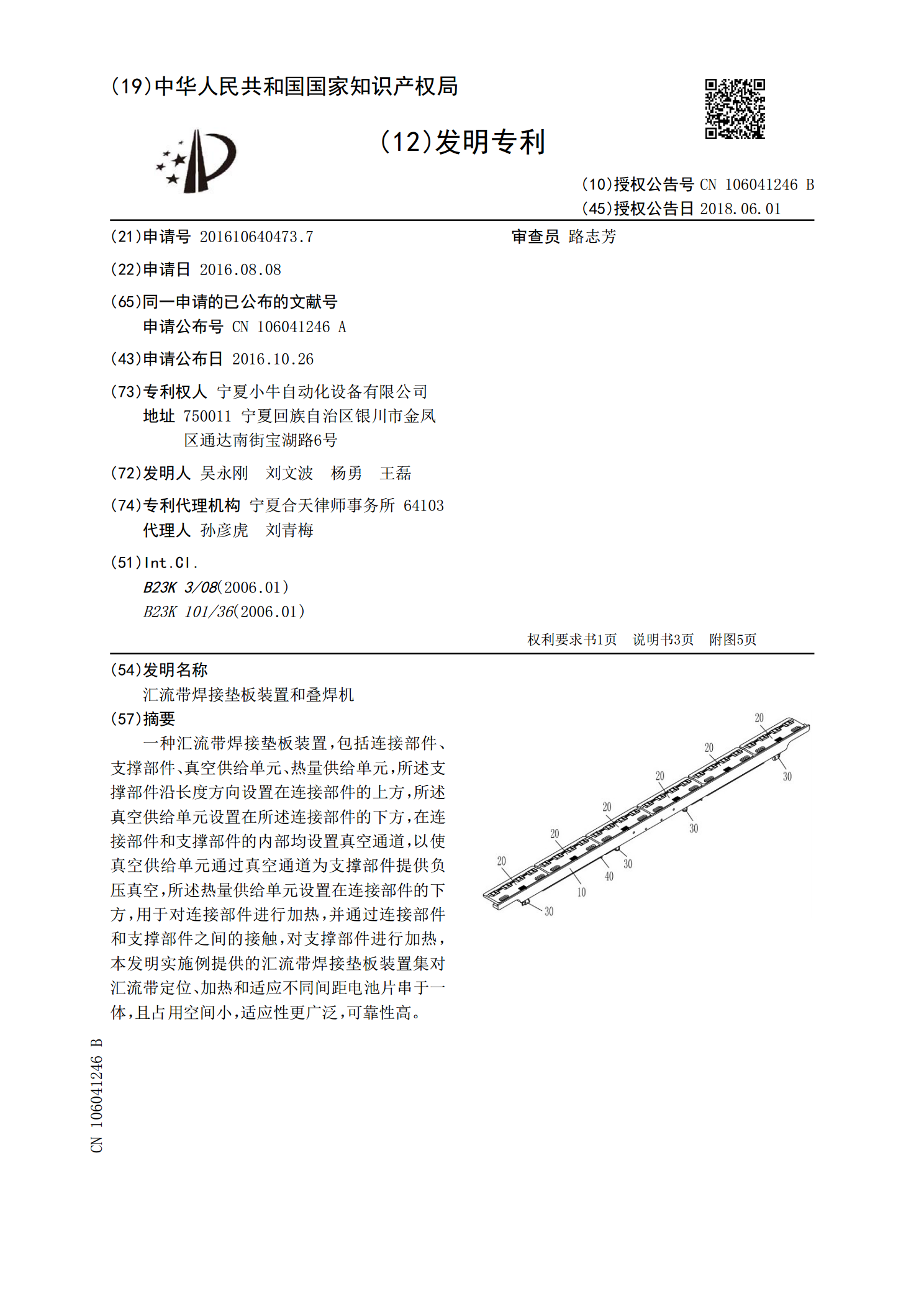
一种汇流带焊接垫板装置,包括连接部件、支撑部件、真空供给单元、热量供给单元,所述支撑部件沿长度方向设置在连接部件的上方,所述真空供给单元设置在所述连接部件的下方,在连接部件和支撑部件的内部均设置真空通道,以使真空供给单元通过真空通道为支撑部件提供负压真空,所述热量供给单元设置在连接部件的下方,用于对连接部件进行加热,并通过连接部件和支撑部件之间的接触,对支撑部件进行加热,本发明实施例提供的汇流带焊接垫板装置集对汇流带定位、加热和适应不同间距电池片串于一体,且占用空间小,适应性更广泛,可靠性高。

叠片电池串生产方法、叠片电池串、焊接装置.pdf
本发明提供了一种叠片电池串生产方法、叠片电池串、焊接装置,涉及太阳能光伏技术领域。所述方法包括:用预设质量比例的锡铅焊条在第一太阳能电池片的第一主栅电极表面加热预焊形成第一锡银合金层;在所述第一锡银合金层的表面层叠第二太阳能电池片的第二主栅电极;发射激光;对所述激光进行聚焦,以使聚焦后的激光对层叠区域进行激光焊接,得到叠片电池串。加热预焊后焊条和太阳能电池片便于物流运输,先加热预焊再焊接增加焊接的可靠性;使用锡铅焊条焊接成本低,而且锡铅焊条在常温条件下性能稳定,存储方便且存储成本低;无需涂覆工艺,且上述锡
太阳能电池串焊带的打弯装置和叠焊机.pdf
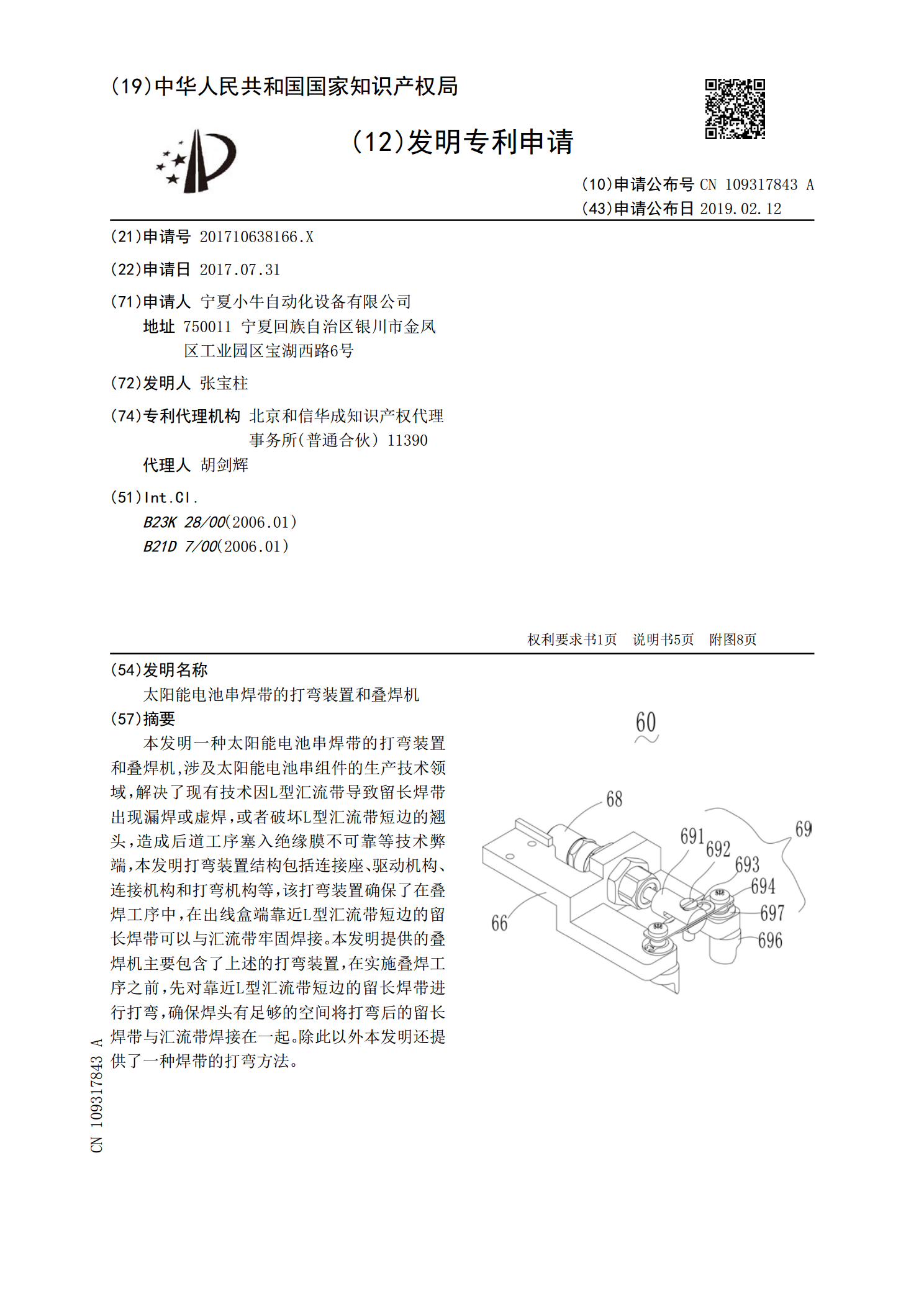
本发明一种太阳能电池串焊带的打弯装置和叠焊机,涉及太阳能电池串组件的生产技术领域,解决了现有技术因L型汇流带导致留长焊带出现漏焊或虚焊,或者破坏L型汇流带短边的翘头,造成后道工序塞入绝缘膜不可靠等技术弊端,本发明打弯装置结构包括连接座、驱动机构、连接机构和打弯机构等,该打弯装置确保了在叠焊工序中,在出线盒端靠近L型汇流带短边的留长焊带可以与汇流带牢固焊接。本发明提供的叠焊机主要包含了上述的打弯装置,在实施叠焊工序之前,先对靠近L型汇流带短边的留长焊带进行打弯,确保焊头有足够的空间将打弯后的留长焊带与汇流带

一种用于叠瓦组件叠焊机的电池片搬运装置及方法.pdf
本发明涉及光伏设备技术,旨在提供一种用于叠瓦组件叠焊机的电池片搬运装置及方法。该种用于叠瓦组件叠焊机的电池片搬运装置包括上料皮带、视觉检测装置、下料装置和废料收集盒;上料皮带用于对完整电池片切割后的切割片进行上料;上料皮带的最前端设置有轮廓检测拍照位,在轮廓检测拍照位设置有视觉检测装置,视觉检测装置用于对切割片进行外观轮廓检测;上料皮带的末端设置有废料收集盒,用于收集运行上料皮带末端的不合格切割片;下料装置包括机械手、定位视觉系统和下料皮带,用于将切割片运送至后续装置。本发明能将单晶硅电池片裂片后存在的边