
一种注塑模具及其开模方法.pdf

是你****盟主


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种注塑模具及其开模方法.pdf
本发明公开了一种注塑模具及其开模方法,包括步骤:制作待注塑零件模板,将待注塑零件按照收缩量的不同分为至少两个部分,并在收缩量大的部分上根据材料的收缩率设置预留收缩量,至少两个部分之间接顺过渡连接;按照待注塑零件模板制作模具型腔;上述开模方法中,考虑到待注塑零件各部分收缩量的区别,将待注塑零件划分为至少两个部分,即收缩量较大与收缩量较小的部分分开,制作模板时,在收缩量较大的部分上预留收缩量,然后在使其与其他部分接顺过渡连接,从而在冷却收缩过程中,使各部分逐渐趋于一致,这样,能够有效的保证注塑满足设计要求,同

一种注塑模具及其开模方法.pdf
本申请公开了一种注塑模具及其开模方法,包括顶板、拉料杆、水口板、流道、前模、前模仁、后模仁、后模、底板、顶出结构和连接件,连接件包括第一连接件、第二连接件和第三连接件;前模设置在第一连接件上,且第一连接件与后模滑动连接;前模和后模之间设置有弹性件,且弹性件使得前模和后模趋于互相远离;第二连接件与水口板固定并与前模、后模和底板滑动连接;第三连接件与顶板固定并与水口板滑动连接;顶出结构用于将产品推离前模仁。开模时,在弹性件作用下前模和后模先首先分离,通过产品与浇口、流道连接的连接强度使得产品留在前模,避免产品
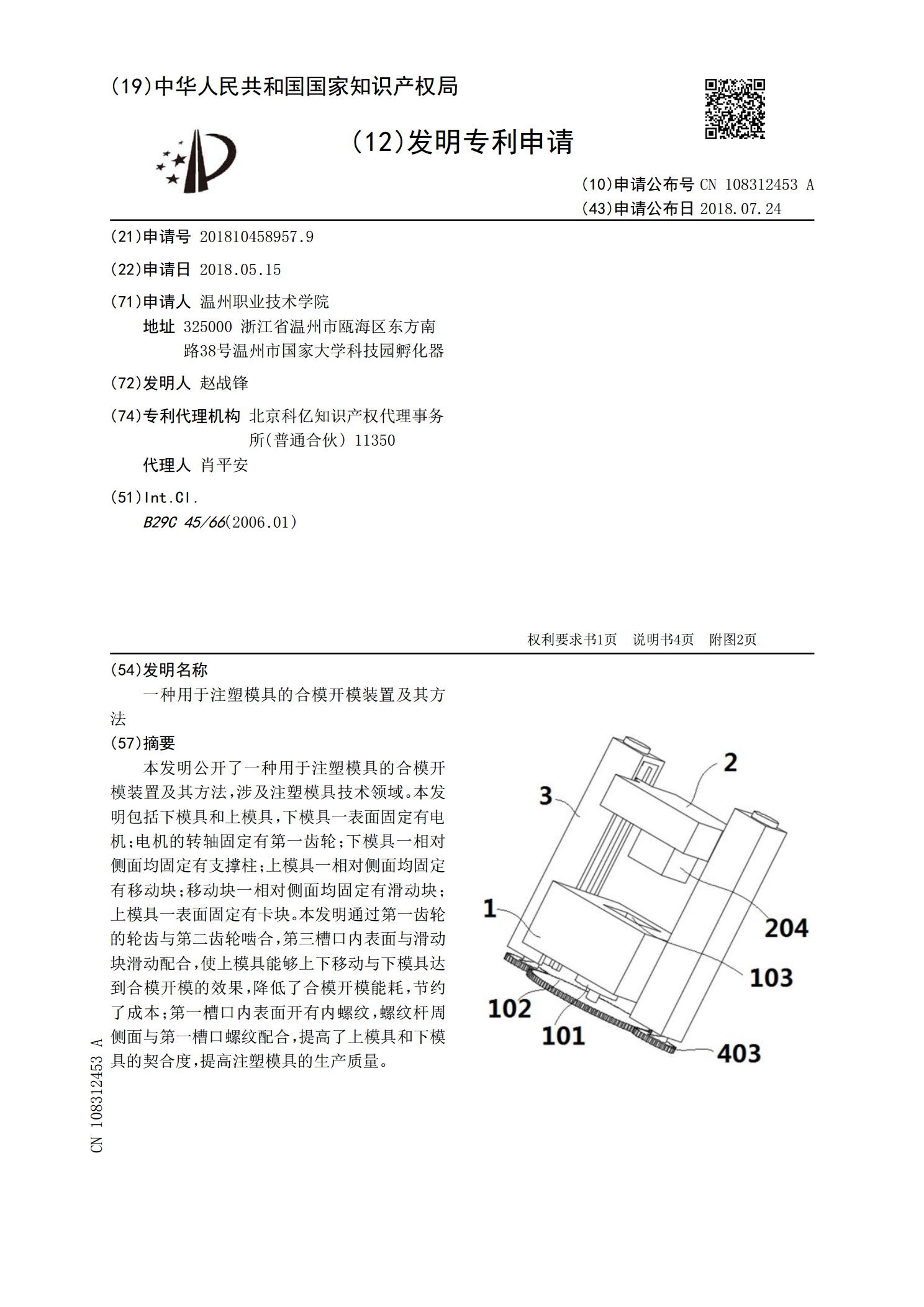
一种用于注塑模具的合模开模装置及其方法.pdf
本发明公开了一种用于注塑模具的合模开模装置及其方法,涉及注塑模具技术领域。本发明包括下模具和上模具,下模具一表面固定有电机;电机的转轴固定有第一齿轮;下模具一相对侧面均固定有支撑柱;上模具一相对侧面均固定有移动块;移动块一相对侧面均固定有滑动块;上模具一表面固定有卡块。本发明通过第一齿轮的轮齿与第二齿轮啮合,第三槽口内表面与滑动块滑动配合,使上模具能够上下移动与下模具达到合模开模的效果,降低了合模开模能耗,节约了成本;第一槽口内表面开有内螺纹,螺纹杆周侧面与第一槽口螺纹配合,提高了上模具和下模具的契合度,
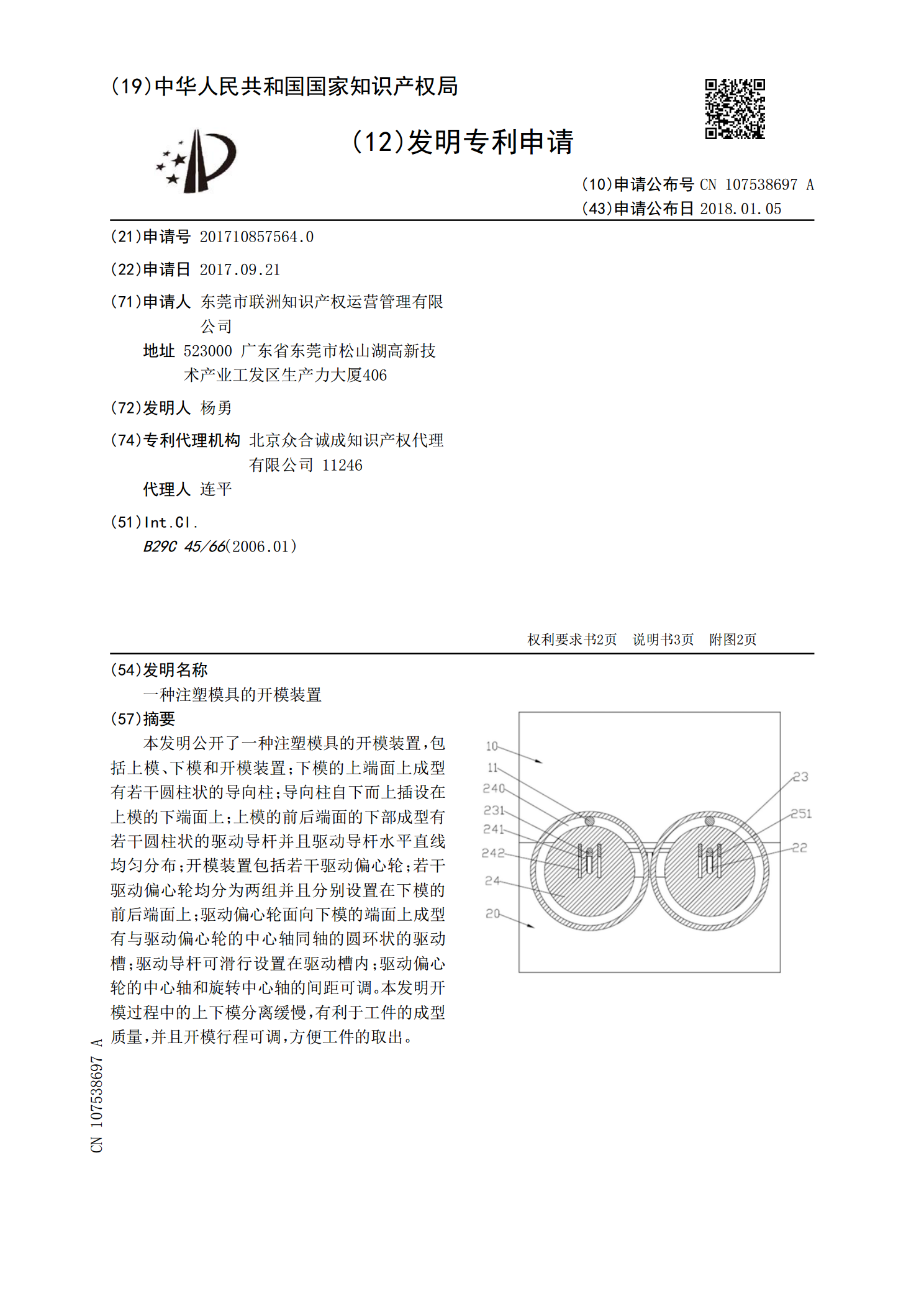
一种注塑模具的开模装置.pdf
本发明公开了一种注塑模具的开模装置,包括上模、下模和开模装置;下模的上端面上成型有若干圆柱状的导向柱;导向柱自下而上插设在上模的下端面上;上模的前后端面的下部成型有若干圆柱状的驱动导杆并且驱动导杆水平直线均匀分布;开模装置包括若干驱动偏心轮;若干驱动偏心轮均分为两组并且分别设置在下模的前后端面上;驱动偏心轮面向下模的端面上成型有与驱动偏心轮的中心轴同轴的圆环状的驱动槽;驱动导杆可滑行设置在驱动槽内;驱动偏心轮的中心轴和旋转中心轴的间距可调。本发明开模过程中的上下模分离缓慢,有利于工件的成型质量,并且开模行
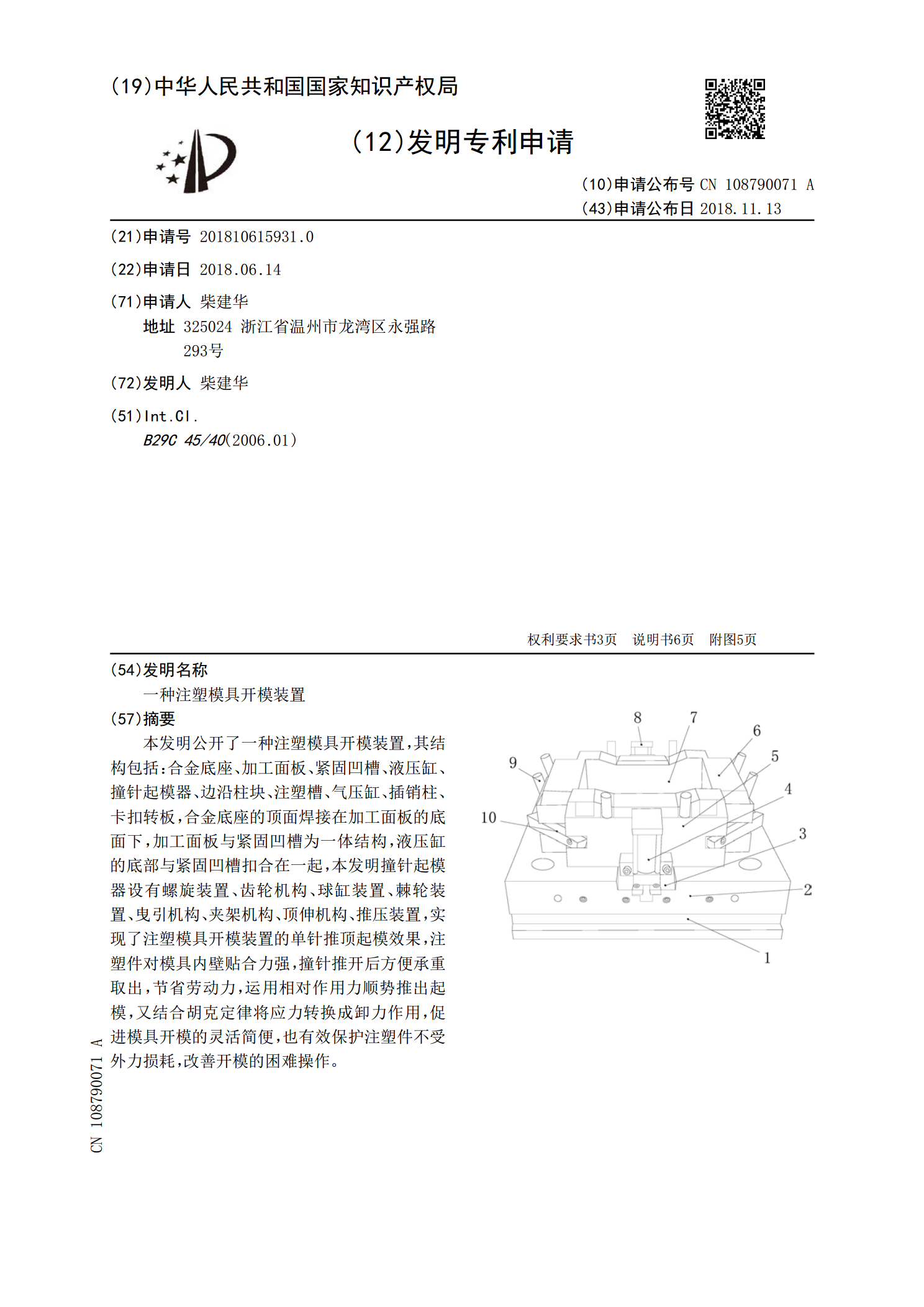
一种注塑模具开模装置.pdf
本发明公开了一种注塑模具开模装置,其结构包括:合金底座、加工面板、紧固凹槽、液压缸、撞针起模器、边沿柱块、注塑槽、气压缸、插销柱、卡扣转板,合金底座的顶面焊接在加工面板的底面下,加工面板与紧固凹槽为一体结构,液压缸的底部与紧固凹槽扣合在一起,本发明撞针起模器设有螺旋装置、齿轮机构、球缸装置、棘轮装置、曳引机构、夹架机构、顶伸机构、推压装置,实现了注塑模具开模装置的单针推顶起模效果,注塑件对模具内壁贴合力强,撞针推开后方便承重取出,节省劳动力,运用相对作用力顺势推出起模,又结合胡克定律将应力转换成卸力作用,