
径向插入式内花键拉削夹具.pdf

努力****妙风


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
径向插入式内花键拉削夹具.pdf
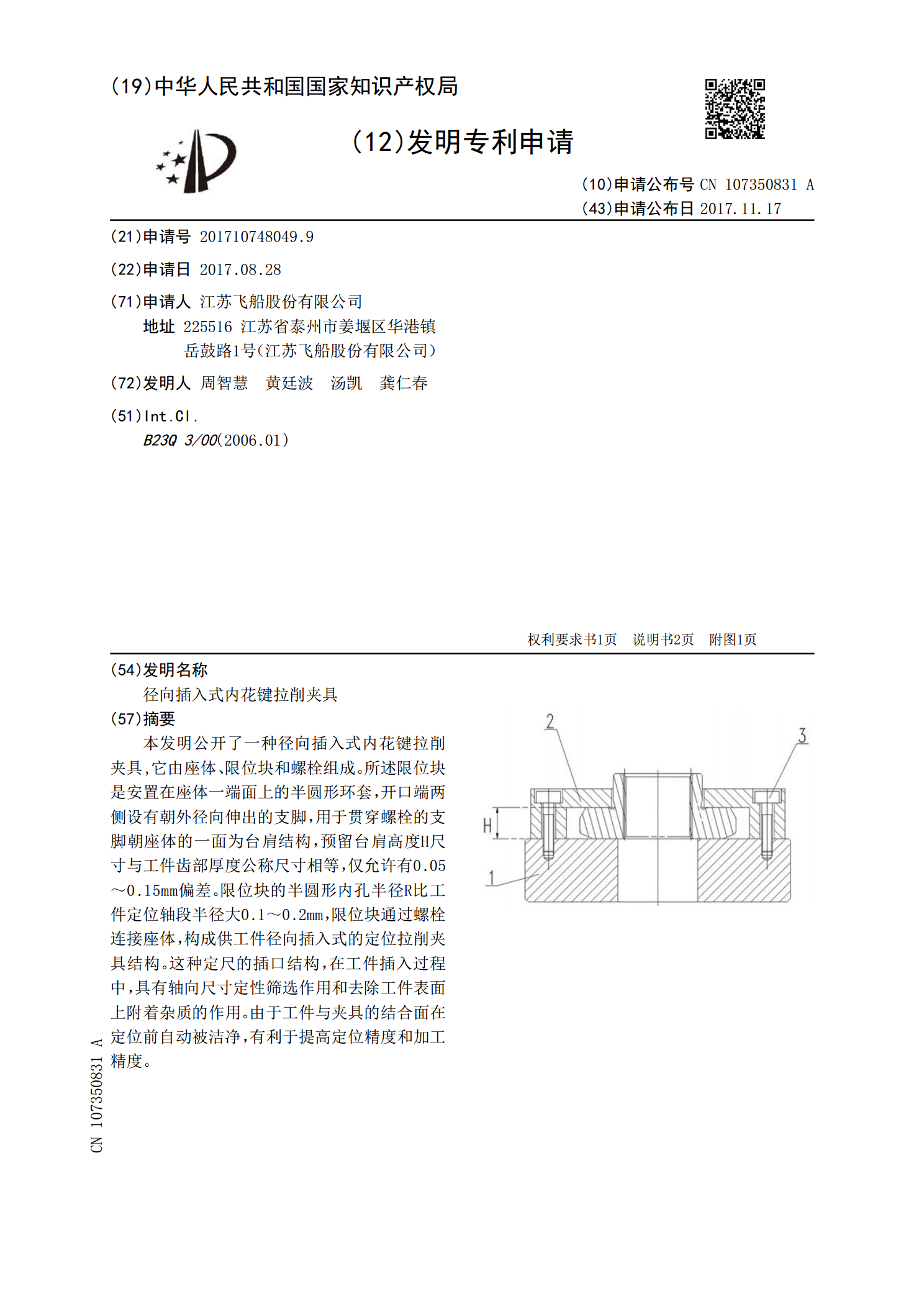
本发明公开了一种径向插入式内花键拉削夹具,它由座体、限位块和螺栓组成。所述限位块是安置在座体一端面上的半圆形环套,开口端两侧设有朝外径向伸出的支脚,用于贯穿螺栓的支脚朝座体的一面为台肩结构,预留台肩高度H尺寸与工件齿部厚度公称尺寸相等,仅允许有0.05~0.15mm偏差。限位块的半圆形内孔半径R比工件定位轴段半径大0.1~0.2mm,限位块通过螺栓连接座体,构成供工件径向插入式的定位拉削夹具结构。这种定尺的插口结构,在工件插入过程中,具有轴向尺寸定性筛选作用和去除工件表面上附着杂质的作用。由于工件与夹具的

拉削锥齿轮内花键定位夹具.pdf
本发明公开了一种拉削锥齿轮内花键定位夹具,它包括底座、齿模套、压块及拉刀。底座定位安装在立式拉床工作台上,立置的齿模套由压块锁紧在底座内孔中。齿模套朝上孔口为齿形结构,锥齿轮以齿面朝下置于齿模套齿形结构中定位安装,拉刀插入锥齿轮内孔中即可实施内花键拉削加工。本发明中齿模套的齿形结构与锥齿轮结构参数相同,齿模齿形为直线形,分齿精度为5~6级,定位基准精准才能确保被拉削的锥齿轮内花键以节圆定位检测径向跳动及球面跳动≤0.05mm。本发明采用齿部啮合定位比球面定位稳定性好,而且重复定位精度高,定位及拉削时工件不
插入式夹具和具有插入式夹具的紧固系统.pdf
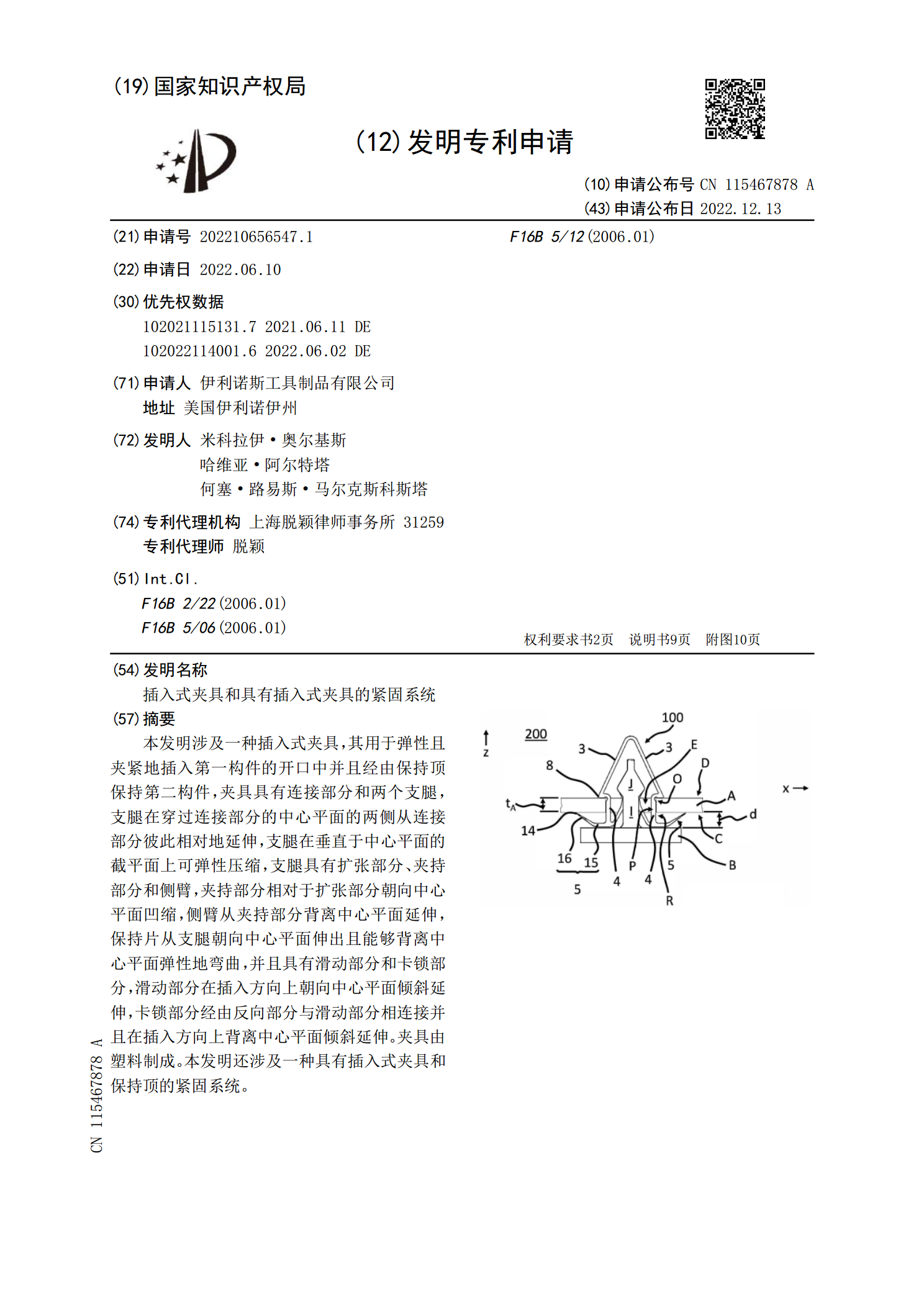
本发明涉及一种插入式夹具,其用于弹性且夹紧地插入第一构件的开口中并且经由保持顶保持第二构件,夹具具有连接部分和两个支腿,支腿在穿过连接部分的中心平面的两侧从连接部分彼此相对地延伸,支腿在垂直于中心平面的截平面上可弹性压缩,支腿具有扩张部分、夹持部分和侧臂,夹持部分相对于扩张部分朝向中心平面凹缩,侧臂从夹持部分背离中心平面延伸,保持片从支腿朝向中心平面伸出且能够背离中心平面弹性地弯曲,并且具有滑动部分和卡锁部分,滑动部分在插入方向上朝向中心平面倾斜延伸,卡锁部分经由反向部分与滑动部分相连接并且在插入方向上背
一种铣拉刀花键夹具.pdf
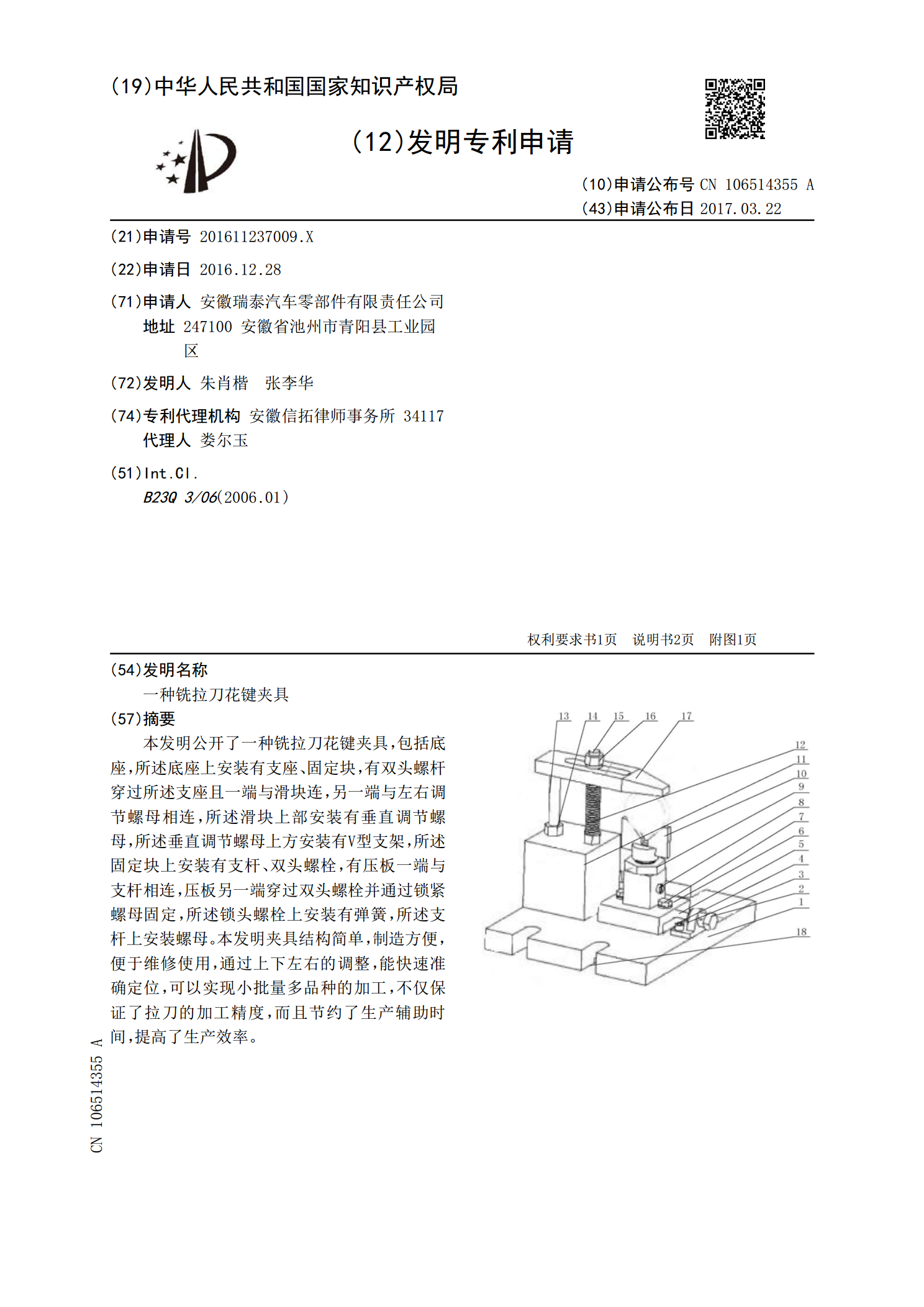
本发明公开了一种铣拉刀花键夹具,包括底座,所述底座上安装有支座、固定块,有双头螺杆穿过所述支座且一端与滑块连,另一端与左右调节螺母相连,所述滑块上部安装有垂直调节螺母,所述垂直调节螺母上方安装有V型支架,所述固定块上安装有支杆、双头螺栓,有压板一端与支杆相连,压板另一端穿过双头螺栓并通过锁紧螺母固定,所述锁头螺栓上安装有弹簧,所述支杆上安装螺母。本发明夹具结构简单,制造方便,便于维修使用,通过上下左右的调整,能快速准确定位,可以实现小批量多品种的加工,不仅保证了拉刀的加工精度,而且节约了生产辅助时间,提高
一种渐开线花键拉刀及其拉削方法.pdf
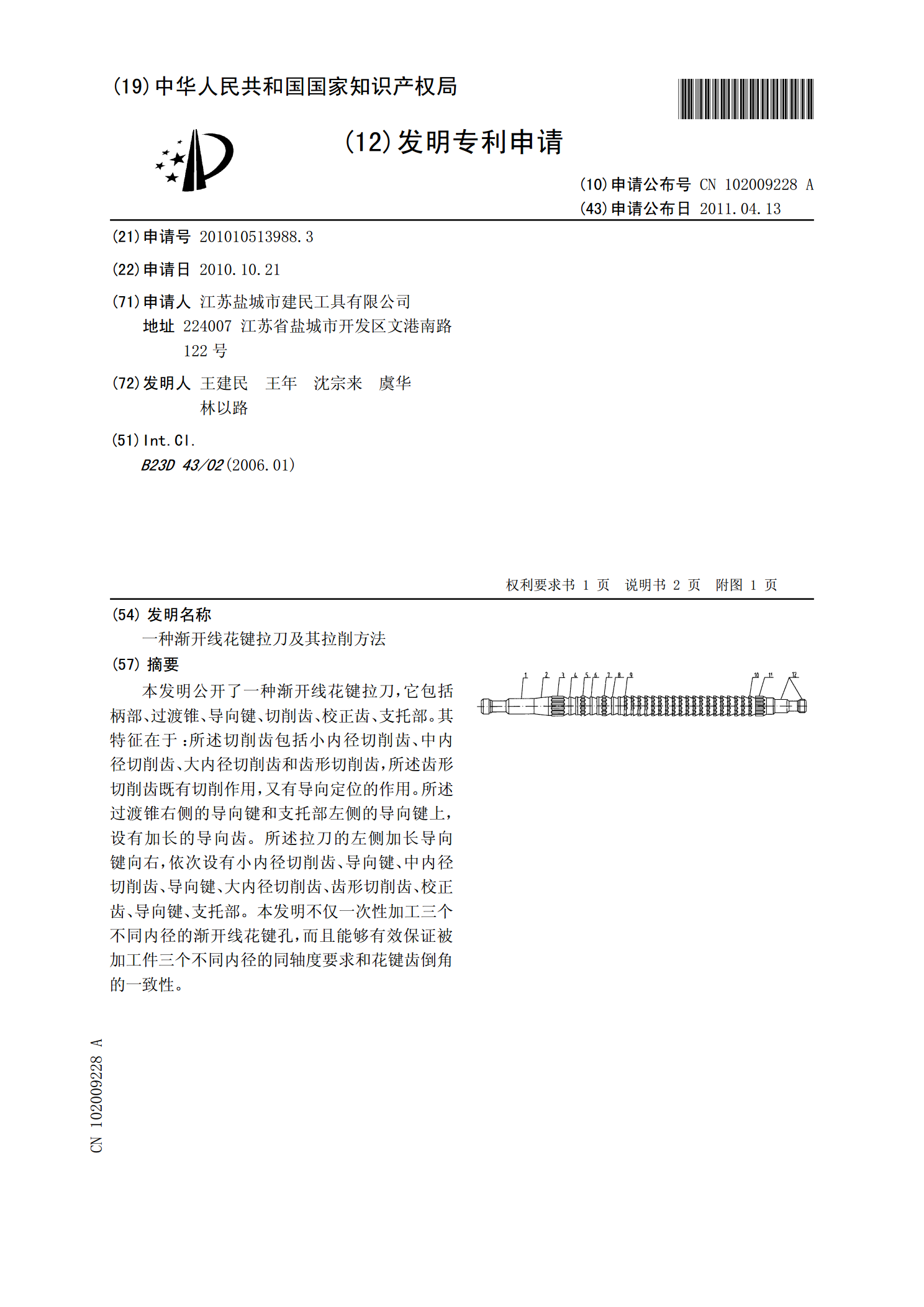
本发明公开了一种渐开线花键拉刀,它包括柄部、过渡锥、导向键、切削齿、校正齿、支托部。其特征在于:所述切削齿包括小内径切削齿、中内径切削齿、大内径切削齿和齿形切削齿,所述齿形切削齿既有切削作用,又有导向定位的作用。所述过渡锥右侧的导向键和支托部左侧的导向键上,设有加长的导向齿。所述拉刀的左侧加长导向键向右,依次设有小内径切削齿、导向键、中内径切削齿、导向键、大内径切削齿、齿形切削齿、校正齿、导向键、支托部。本发明不仅一次性加工三个不同内径的渐开线花键孔,而且能够有效保证被加工件三个不同内径的同轴度要求和花键