
一种微孔加工方法.pdf

一吃****昕靓


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种微孔加工方法.pdf
本发明公开一种微孔加工方法,其包括将待加工工件固定于钻机的工作平台上;根据预设微孔加工参数对待加工工件进行钻孔,并对钻孔后的工件进行高压水洗。本发明通过采用预设微孔加工参数对待加工工件进行钻孔,并对钻孔后的工件进行高压水洗,以去除微孔的残留物,解决使用微针治具钻孔中所出现的断刀、严重塞孔等问题。
一种微孔加工方法.pdf
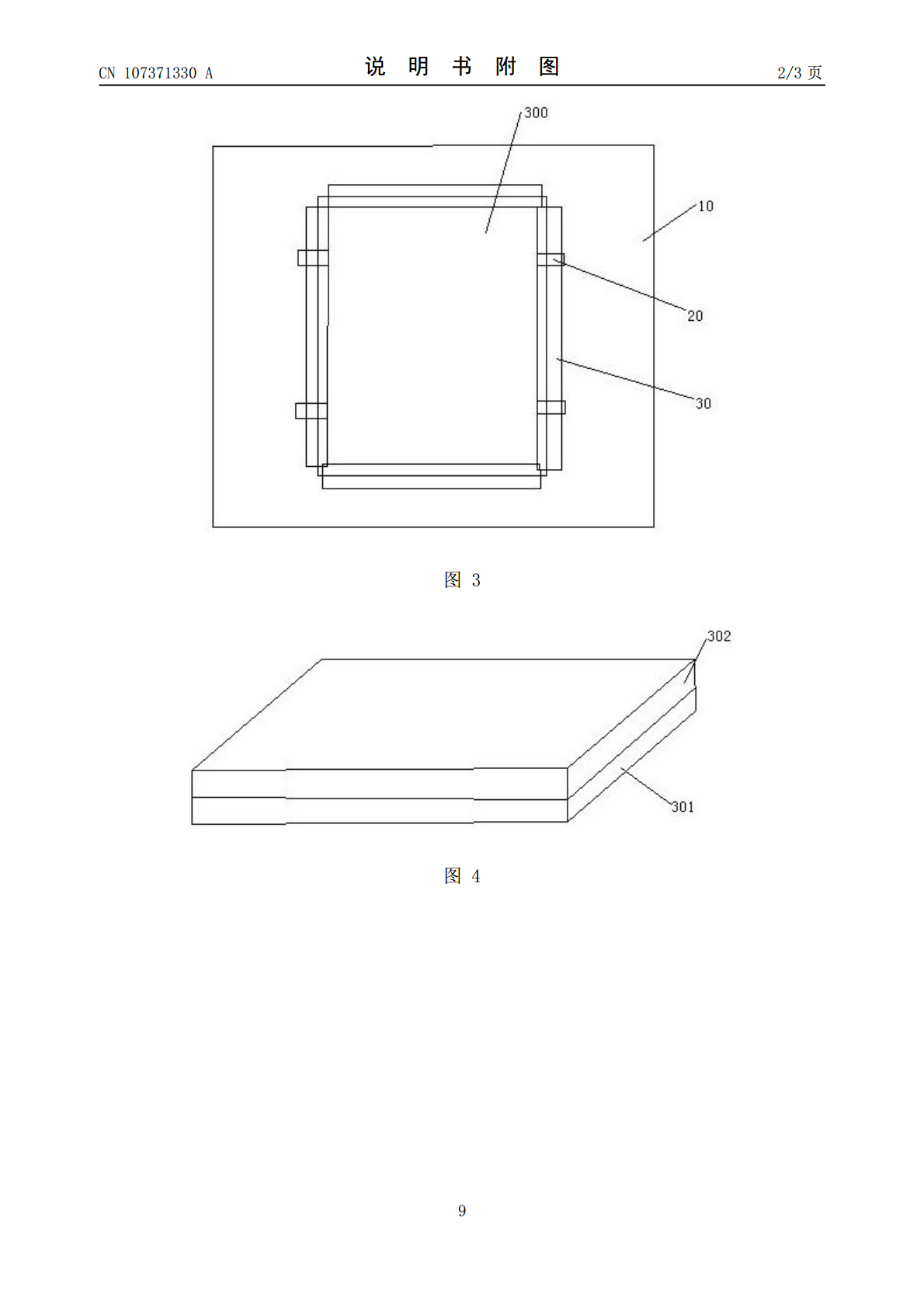
本发明涉及微孔加工技术领域,具体涉及一种孔径不大于80um的微孔加工方法,包括步骤:S1、取放钻头,通过机械手在钻头库中取放钻头,及调整机械手与钻头库的位置偏差;S2、根据微孔加工条件,确定正面钻孔和反面沉孔的先后顺序;S3、对待加工件进行正面钻孔和反面沉孔,并进行清孔操作。本发明通过设计一种微孔加工方法,使用机械手取放钻头,再对待加工件进行正面钻孔和反面沉孔,并进行清孔操作,解决使用微针治具钻孔中所出现的断刀、孔偏及严重塞孔等问题,同时可批量钻孔生产,并降低生产成本,提高生产效率,提高加工件质量。

一种微孔加工方法及在制备微孔陶瓷基板的应用.pdf
本发明公布了一种微孔加工方法及在制备微孔陶瓷基板的应用,所述微孔加工方法包括将待加工零件装夹在钻孔平台上,并对加工设备进行加工前的调整;根据待加工零件的钻孔参数,由加工设备对待加工零件的各待加工微孔位置进行各微孔的第一深度加工;依据钻孔参数,采用循环打孔的方式,在各微孔的第一深度基础上进行各微孔的第二深度加工,直至钻穿目标孔;本发明提出一种微孔加工方法及在制备微孔陶瓷基板的应用,通过采用循环钻目标孔的方式,有利于精细微孔质量的提高,降低报废率。

激光微孔加工方法及激光微孔加工设备.pdf
本发明适用于半导体加工技术领域,公开了一种激光微孔加工方法及激光微孔加工设备。上述加工方法包括以下步骤,设置激光微孔加工设备,于待加工件上设置标记点,将待加工件固定于伺服平台上,然后使成像定位系统对准待加工件,利用成像定位系统识别标记点的方位信息,通过工控电脑确定待加工件上需要进行微孔加工的位置,再进行激光加工。上述加工设备包括载台、激光通孔机、伺服平台、成像定位系统和工控电脑,激光通孔机设置于所述载台上,载台上固定设置有支架,成像定位系统设置于支架上,伺服平台设置于载台上,工控电脑连接于成像定位系统。本

微孔加工方法.doc
微孔加工方法在孔加工过程中,应避免出现孔径扩大、孔直线度过大、工件表面粗糙度差及钻头过快磨损等问题,以防影响钻孔质量与增大加工成本,应尽量保证以下得技术要求:①尺寸精度:孔得直径与深度尺寸得精度;②形状精度:孔得圆度、圆柱度及轴线得直线度;③位置精度:孔与孔轴线或孔与外圆轴线得同轴度;孔与孔或孔与其她表面之间得平行度、垂直度等。同时,还应该考虑以下5个要素:1、孔径、孔深、公差、表面粗糙度、孔得结构;2、工件得结构特点,包括夹持得稳定性、悬伸量与回转性;3、机床得功率、转速冷却液系统与稳定性;4、加工批量