
一种核电站大型双层筒体单面焊双面成形焊接方法.pdf

瀚玥****魔王


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种核电站大型双层筒体单面焊双面成形焊接方法.pdf
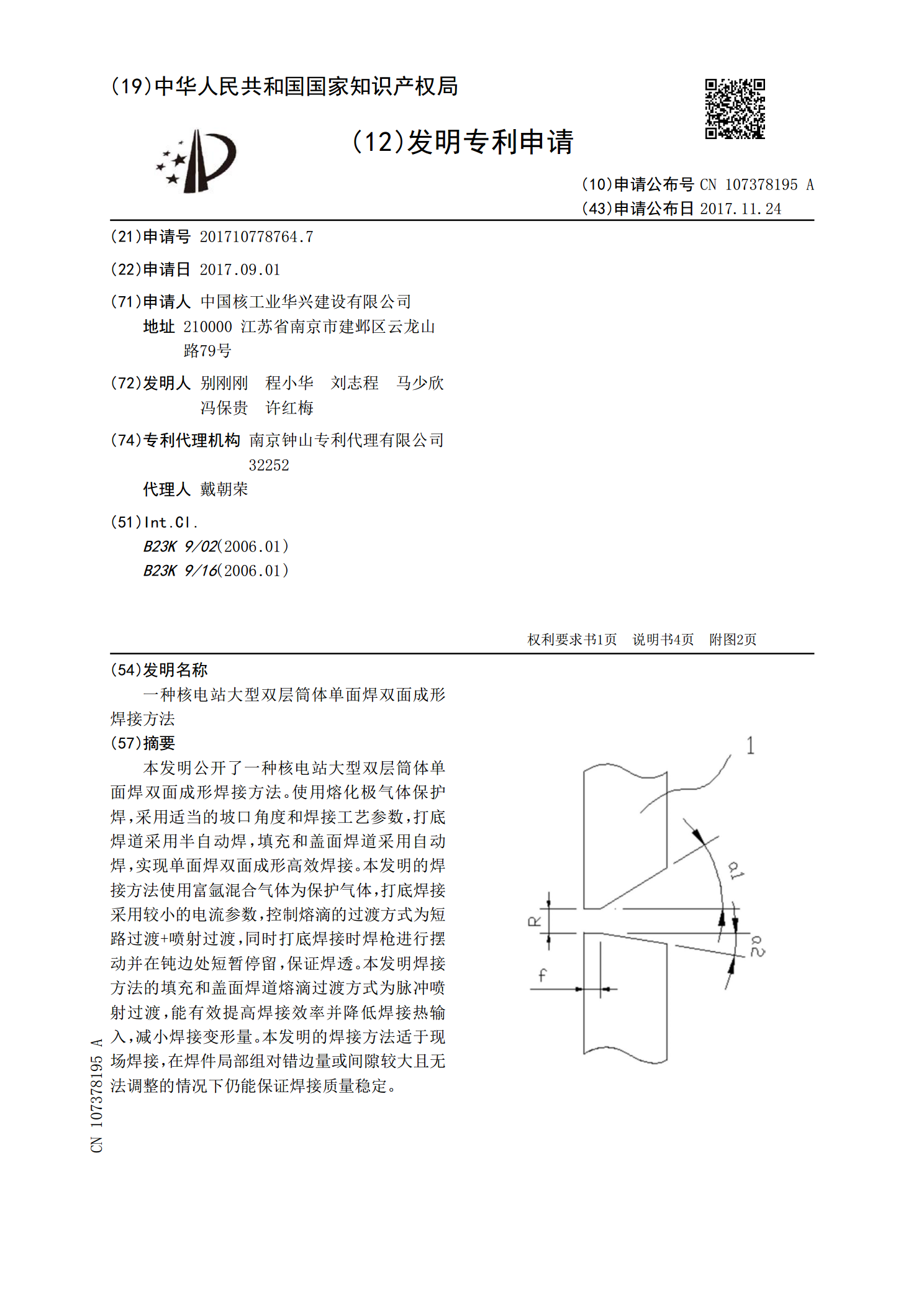
本发明公开了一种核电站大型双层筒体单面焊双面成形焊接方法。使用熔化极气体保护焊,采用适当的坡口角度和焊接工艺参数,打底焊道采用半自动焊,填充和盖面焊道采用自动焊,实现单面焊双面成形高效焊接。本发明的焊接方法使用富氩混合气体为保护气体,打底焊接采用较小的电流参数,控制熔滴的过渡方式为短路过渡+喷射过渡,同时打底焊接时焊枪进行摆动并在钝边处短暂停留,保证焊透。本发明焊接方法的填充和盖面焊道熔滴过渡方式为脉冲喷射过渡,能有效提高焊接效率并降低焊接热输入,减小焊接变形量。本发明的焊接方法适于现场焊接,在焊件局部组
一种筒体单面焊双面成形的焊接方法.pdf
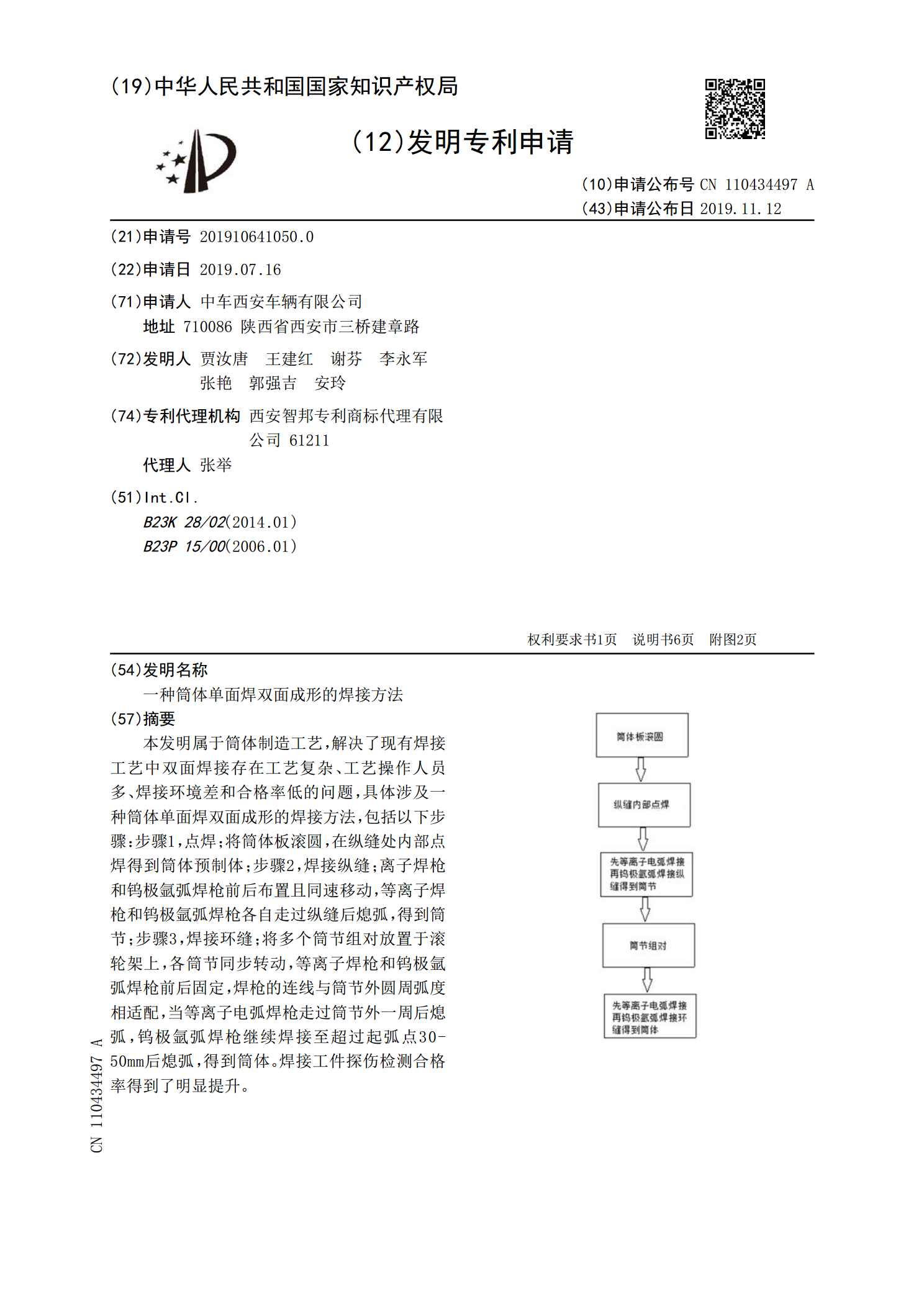
本发明属于筒体制造工艺,解决了现有焊接工艺中双面焊接存在工艺复杂、工艺操作人员多、焊接环境差和合格率低的问题,具体涉及一种筒体单面焊双面成形的焊接方法,包括以下步骤:步骤1,点焊;将筒体板滚圆,在纵缝处内部点焊得到筒体预制体;步骤2,焊接纵缝;离子焊枪和钨极氩弧焊枪前后布置且同速移动,等离子焊枪和钨极氩弧焊枪各自走过纵缝后熄弧,得到筒节;步骤3,焊接环缝;将多个筒节组对放置于滚轮架上,各筒节同步转动,等离子焊枪和钨极氩弧焊枪前后固定,焊枪的连线与筒节外圆周弧度相适配,当等离子电弧焊枪走过筒节外一周后熄弧,

大型筒体环缝单面焊双面成型机.pdf
本发明公开了一种大型筒体环缝单面焊双面成型机,包括机架,机架由底座、立板及横杆组成,立板与底座固定连接,横杆固定于立板上,横杆端部设有轴线为水平方向的滚轮,滚轮上方设有焊机;横杆下方的底座上设有与动力装置传动连接的转轮。本发明结构简单、成本低,焊接质量高。

单面焊双面成形.doc
单面焊双面成形(打底焊)作业指导书板对接平焊CO2气体保护焊1.目的规范本公司输变电线路钢管杆塔、钢管构架单面焊双面成形(打底焊)加工工序,促使产品质量符合国家相关标准和技术要求。2.适用范围适用于本公司输变电线路钢管杆塔单面焊双面成形(打底焊)加工工序。3.单面焊双面成形工艺3.1概述单面焊双面成形技术,即是从焊件坡口正面进行焊接,实现正面和背面焊道,同时形成致密均匀焊缝的操作方法。单面焊双面成形操作过程中,不需要任何辅助措施,只需在坡口根部进行组装定位时,留出不同间隙,在

立焊单面焊双面成形.ppt
1《立焊单面焊双面成形》是中国劳动保障出版社《焊工技能训练》第二单元课题三的实训内容,立焊单面焊双面成形是焊条电弧焊很重要课实训题之一,学好本课题为以后课题的学习打下基础,要求每一位同学都能对此项内容做良好的掌握。二、学情分析基于本校办学特点,以《焊工技能训练大纲》为依据,设定以下教学目标:教学目标教学目标2、教学重点、难点