
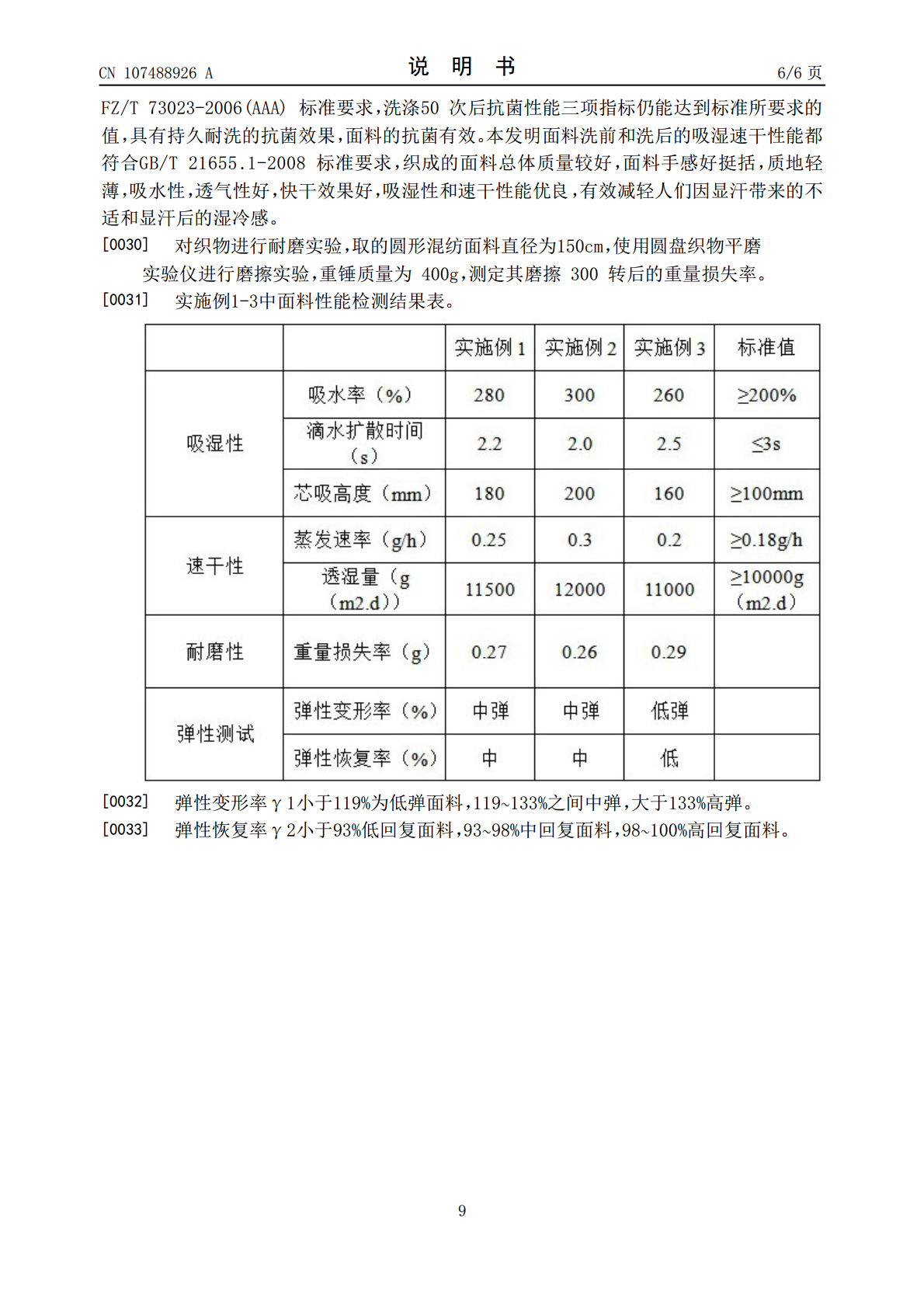
一种舒弹丝与棉混纺交织的面料及其织造工艺.pdf

Do****76

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种舒弹丝与棉混纺交织的面料及其织造工艺.pdf
本发明涉及一种纺织面料及其织造工艺,具体说是一种舒弹丝与棉混纺交织的面料及其织造工艺,本发明在织造过程中对严格控制经纱、纬纱的细度与织造密度,经纱采用无PVA上浆工艺,印染加工过程中采用低温酶退浆,染色使用分散染料在125℃左右染色法,使得面料具有良好的弹性,它的诞生,彻底改写了弹力短纤维不能用于生产纺织纱线的历史,开创了非氨纶弹力面料新时代,为新型面料和服饰的开发留下了巨大的创意空间,是纺织行业的一次革命性创新。

羊绒羊毛涤纶氨纶混纺纬弹交织面料的织造工艺.docx
羊绒羊毛涤纶氨纶混纺纬弹交织面料的织造工艺羊绒羊毛涤纶氨纶混纺纬弹交织面料的织造工艺摘要:本论文主要介绍了羊绒羊毛涤纶氨纶混纺纬弹交织面料的织造工艺。首先,我们介绍了羊绒羊毛涤纶和氨纶混纺面料的组成以及其在纺织行业中的应用。然后,我们详细解析了纬弹交织面料的特点和优势,并通过实例说明了该面料织造工艺的步骤和要点。最后,我们探讨了羊绒羊毛涤纶氨纶混纺纬弹交织面料的发展趋势和应用前景。关键词:羊绒羊毛;涤纶氨纶;混纺;纬弹交织面料;织造工艺引言羊绒羊毛涤纶氨纶混纺纬弹交织面料是一种优质、高弹性和舒适度兼具的纺

一种高弹丝不加捻交织面料及加工工艺方法.pdf
本发明涉及纺织技术领域,尤其涉及一种高弹丝不加捻交织面料及加工工艺方法,包括如下生产工序:第一步,原料的选取:包括高弹丝及可溶性维纶纱;第二步,网络,将高弹丝与可溶性维纶纱混合网络;第三步,整丝,将网络后的织物进行整丝;第四步,浆丝,整丝后的织物经过浆料进行浆丝处理,可溶性维纶纱完全溶解后,形成高弹丝复合纱;第五步,倂轴,将第四步所得高弹丝复合纱与精梳纯棉40支纱一起倂轴;第六步,穿综,将第五步经倂轴处理的纱线进行穿综处理形成经纱;第七步,织造,将第六步所得经纱与纬纱一起织造成不加捻交织面料。本发明提供的
一种丝柔骨感有形混纺交织的针织面料及其制备方法.pdf
本发明涉及一种丝柔骨感有形混纺交织的针织面料的制备方法,步骤包括:S1、将第一纱线、第二纱线、第三纱线以及第四纱线通过编织机交织织造得到面料;S2、将步骤S1中的面料进行煮漂和染色处理;S3、将步骤S2中的面料进行液氨整理处理;S4、将步骤S3中的面料进行拉幅定形处理;液氨整理处理包括:将面料放入预烘干装置烘干、冷却后,直接进入连续多个冲满液氨的金属罐中进行液氨处理,经过多个蒸发罐加热后,通过汽蒸去除布面残余液氨、蒸汽烘干、出布。本发明的丝柔骨感有形混纺交织的针织面料,原料上采用高支数、高粘度、毛羽少的优
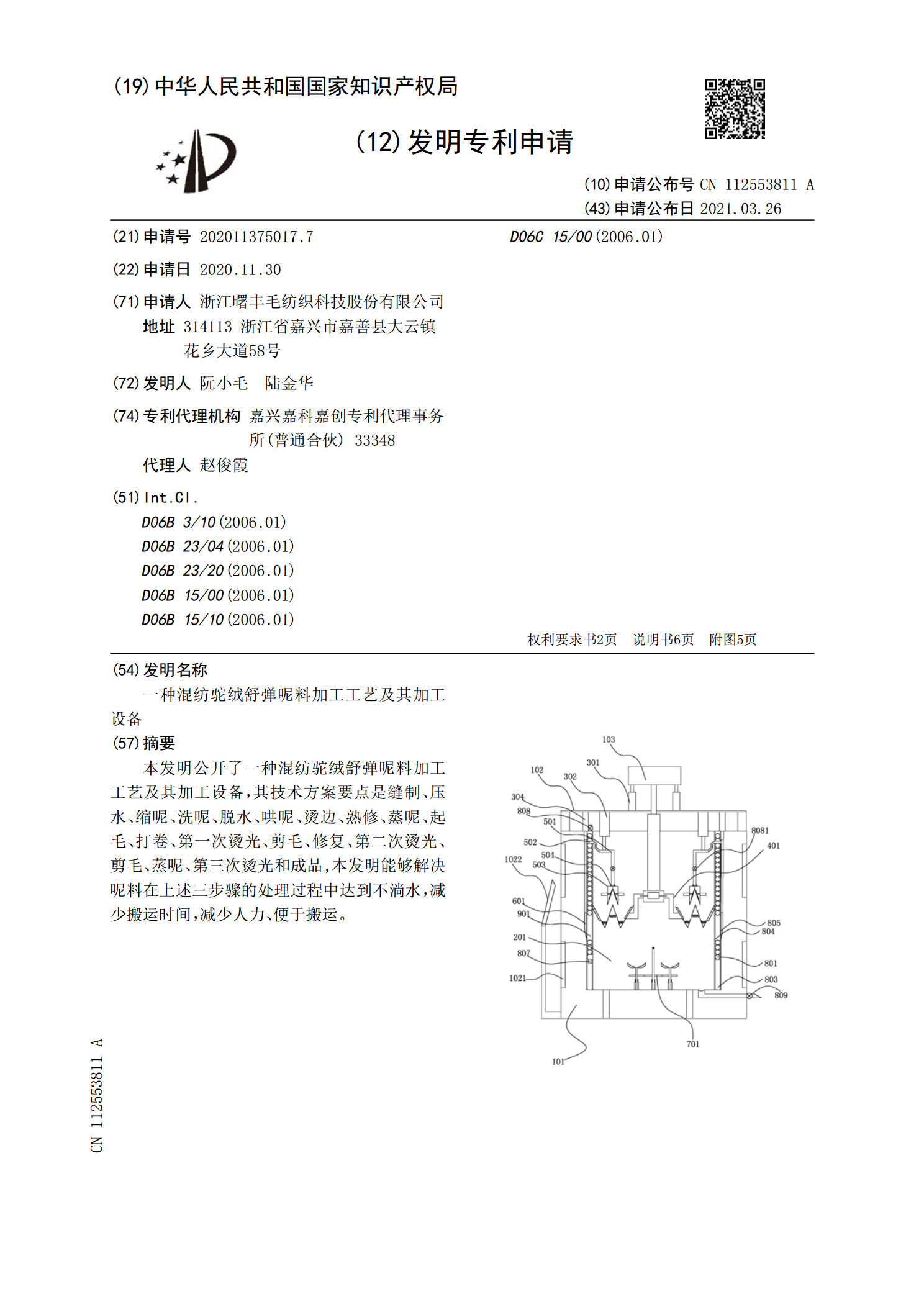
一种混纺驼绒舒弹呢料加工工艺及其加工设备.pdf
本发明公开了一种混纺驼绒舒弹呢料加工工艺及其加工设备,其技术方案要点是缝制、压水、缩呢、洗呢、脱水、哄呢、烫边、熟修、蒸呢、起毛、打卷、第一次烫光、剪毛、修复、第二次烫光、剪毛、蒸呢、第三次烫光和成品,本发明能够解决呢料在上述三步骤的处理过程中达到不淌水,减少搬运时间,减少人力、便于搬运。