
一种异步电机铜转子及其制造工艺.pdf

光誉****君哥


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种异步电机铜转子及其制造工艺.pdf
本发明公开了一种异步电机铜转子的制造工艺,涉及电机技术领域,包括以下步骤:制作转子铁芯,利用冲压模具将硅钢板冲压出轴孔和若干导条孔形成冲压硅钢片,将各冲压硅钢片叠加制得转子铁芯;制作端环,利用纯铜粉末冶金工艺制得端环,并在端环上与预留与导条孔对应的通槽,且通槽四周的内侧壁设置有3~4°的拔模斜度;制作导条,利用冷拔工艺制造制得导条;将制得的转子铁芯、端环和导条组装好后,采用感应加热铆接为一体,形成异步电机铜转子;最后将异步电机铜转子的内外表面机加工到工艺尺寸即可。本发明提高了电机性能,工艺简单可靠,制造成

一种异步电机铜转子及其制造方法.pdf
本发明涉及电机转子技术领域,具体为一种异步电机铜转子及其制造方法,所述方法包括建模、将铜转子结构沿轴向分为N份、设计高压压铸模具、将硅钢片串叠、压紧、预热、将模具预热,对等分的N份分别进行高压压铸、冷却、加工、焊接端环缝隙,完成制造。本发明能够提高转子条的充满度和紧实度,提高转子条的导电效率和平衡性能,转子条的充满度和紧实度越高,转子振动的噪音越小,还可以实现基座号280以上铜转子、异型和斜槽型铜转子的制造,适用范围更加广泛,降低产品生产成本。

一种转子叠片及其制造工艺.pdf
本发明公开了一种转子叠片及其制造工艺,包括转子本体和磁铁,所述转子本体内表面的中端开设有第二预留槽,转子本体的内表面且位于第二预留槽的外侧开设有第一预留槽,且每两个第一预留槽之间均通过隔板隔开,隔板外表面的左右两侧均固定连接有凸点,所述第一预留槽的内腔放置有磁铁,磁铁外表面的两侧均开设有卡槽。本发明的转子由冲压模具一次性冲压叠压成型,并在隔板外表面的左右两侧均固定连接了凸点,在磁铁外表面的两侧均开设了卡槽,隔板两端的凸点与磁铁自身的卡槽配合压紧,使磁铁与转子之间的安装方便快捷,无需使用粘合剂或注塑包裹,不

一种新型结构的电机铜转子及其加工工艺.pdf
本发明公开了一种新型结构的电机铜转子,包括一个转子铁芯、若干数量的铜条、两个端环和两个抱箍,所述铜条插设在转子铁芯内并预留一头一尾外露于转子铁芯,所述端环为整体结构件,其安装在转子铁芯的两端与铜条的头尾相啮合,且端环与铜条之间相互焊接固定,所述抱箍套箍在端环上与端环外径紧密贴合;其加工工艺为:步骤1:将铜条及端环与转子铁芯进行装配;步骤2:采用搅拌摩擦焊将铜条与端环焊接固定;步骤3:机加工端环的端面、外径至设计尺寸;步骤4:热套抱箍,即成。本发明电机铜转子的结构简单,方便进行装配,而且该电机铜转子在加工时
转子、用于制造转子的方法、异步电机和车辆.pdf
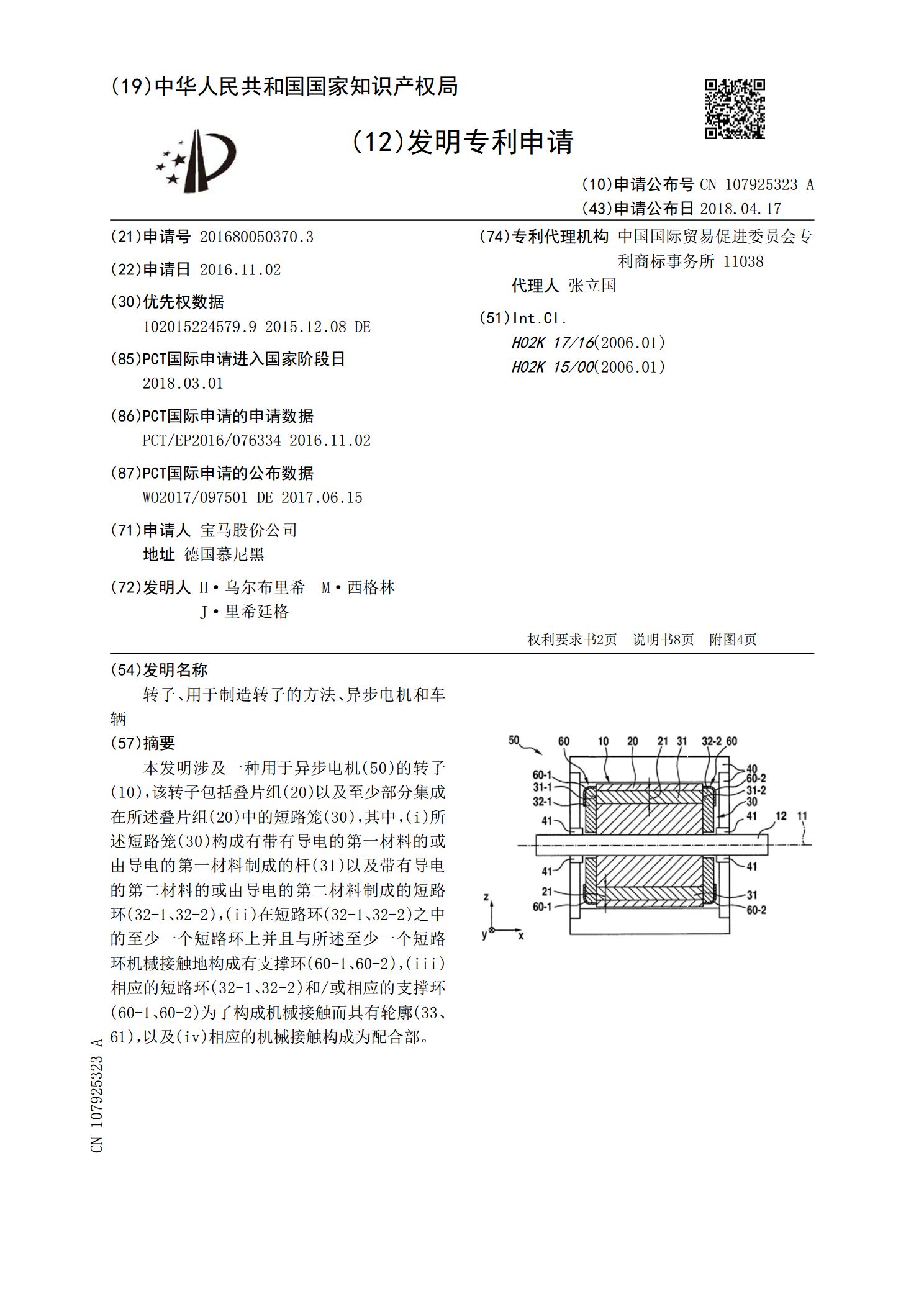
本发明涉及一种用于异步电机(50)的转子(10),该转子包括叠片组(20)以及至少部分集成在所述叠片组(20)中的短路笼(30),其中,(i)所述短路笼(30)构成有带有导电的第一材料的或由导电的第一材料制成的杆(31)以及带有导电的第二材料的或由导电的第二材料制成的短路环(32‑1、32‑2),(ii)在短路环(32‑1、32‑2)之中的至少一个短路环上并且与所述至少一个短路环机械接触地构成有支撑环(60‑1、60‑2),(iii)相应的短路环(32‑1、32‑2)和/或相应的支撑环(60‑1、60‑2