
基于压缩成型的导光板成型方法.pdf

涵蓄****09


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
基于压缩成型的导光板成型方法.pdf
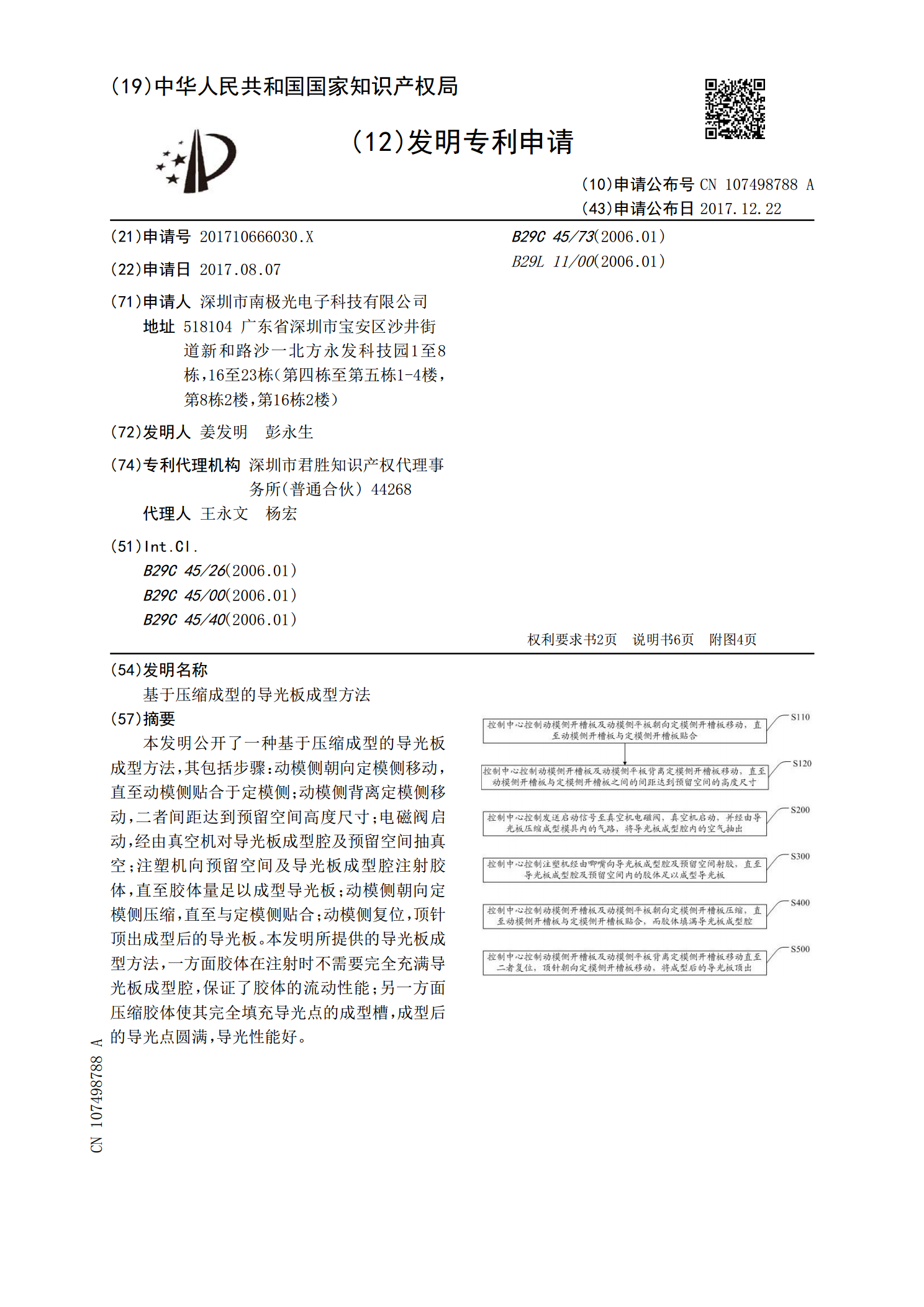
本发明公开了一种基于压缩成型的导光板成型方法,其包括步骤:动模侧朝向定模侧移动,直至动模侧贴合于定模侧;动模侧背离定模侧移动,二者间距达到预留空间高度尺寸;电磁阀启动,经由真空机对导光板成型腔及预留空间抽真空;注塑机向预留空间及导光板成型腔注射胶体,直至胶体量足以成型导光板;动模侧朝向定模侧压缩,直至与定模侧贴合;动模侧复位,顶针顶出成型后的导光板。本发明所提供的导光板成型方法,一方面胶体在注射时不需要完全充满导光板成型腔,保证了胶体的流动性能;另一方面压缩胶体使其完全填充导光点的成型槽,成型后的导光点圆
一种V-cut导光板成型方法及V-cut导光板成型模具.pdf
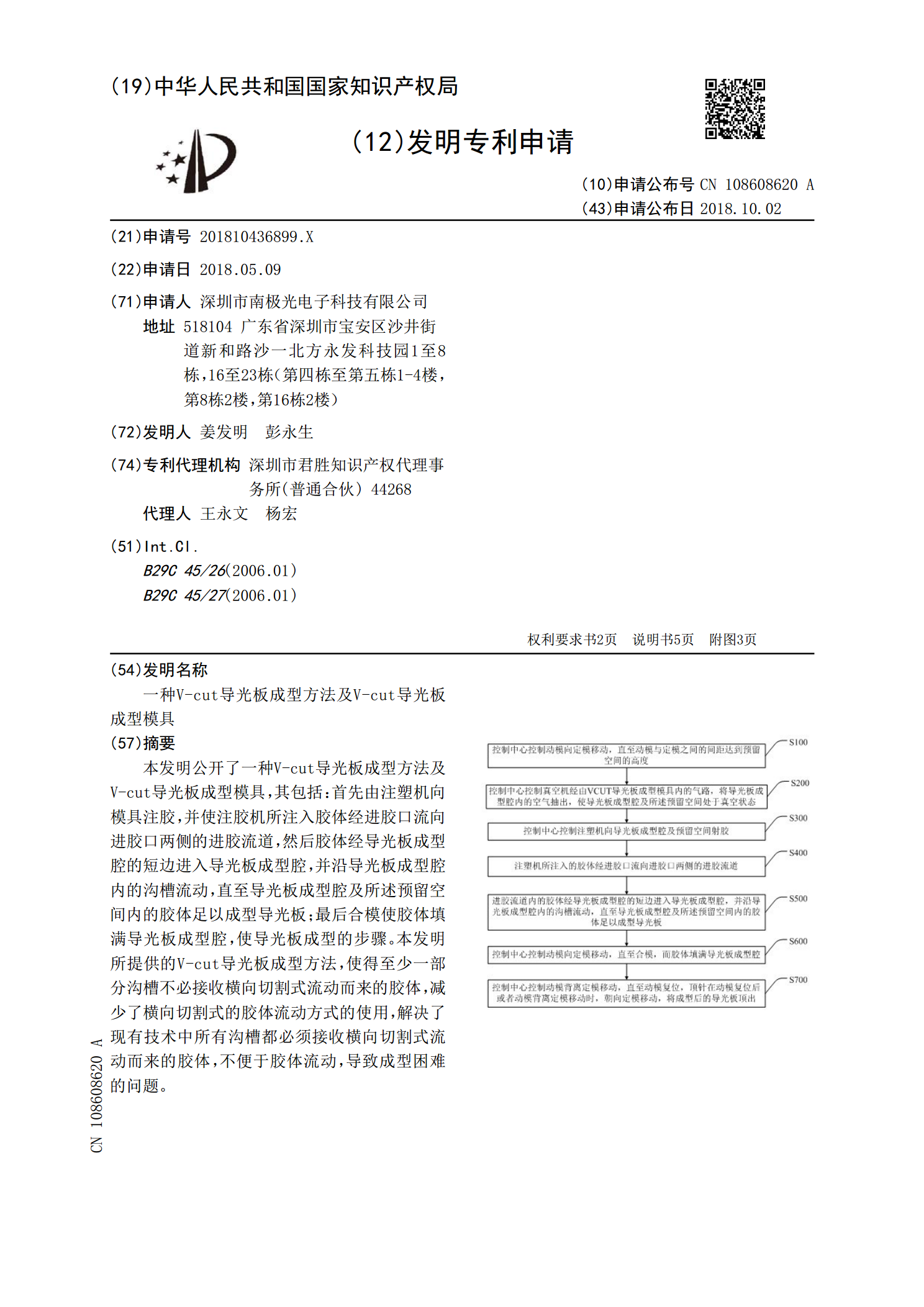
本发明公开了一种V‑cut导光板成型方法及V‑cut导光板成型模具,其包括:首先由注塑机向模具注胶,并使注胶机所注入胶体经进胶口流向进胶口两侧的进胶流道,然后胶体经导光板成型腔的短边进入导光板成型腔,并沿导光板成型腔内的沟槽流动,直至导光板成型腔及所述预留空间内的胶体足以成型导光板;最后合模使胶体填满导光板成型腔,使导光板成型的步骤。本发明所提供的V‑cut导光板成型方法,使得至少一部分沟槽不必接收横向切割式流动而来的胶体,减少了横向切割式的胶体流动方式的使用,解决了现有技术中所有沟槽都必须接收横向切割式
一种导光板、导光板成型设备及其制备方法.pdf
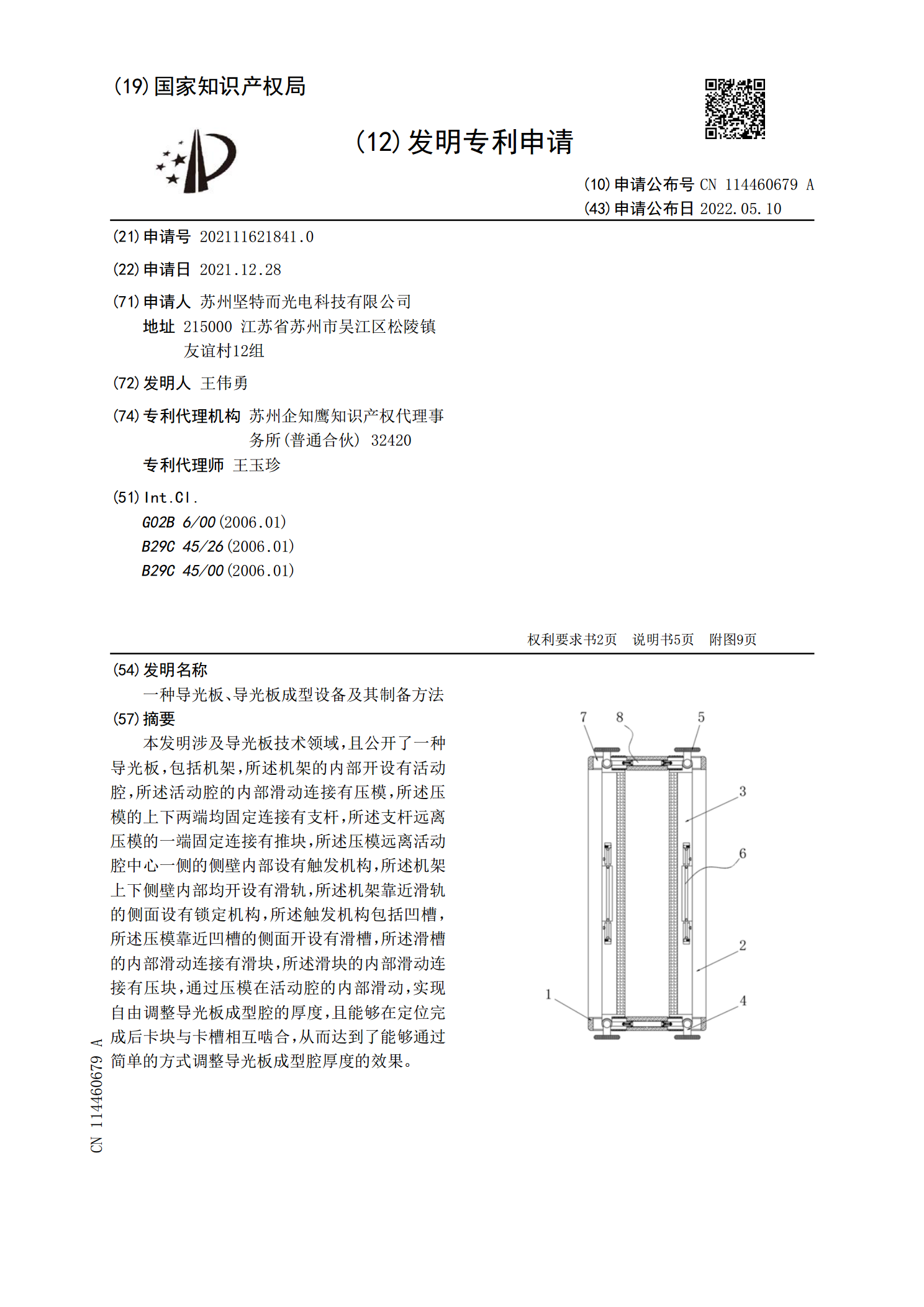
本发明涉及导光板技术领域,且公开了一种导光板,包括机架,所述机架的内部开设有活动腔,所述活动腔的内部滑动连接有压模,所述压模的上下两端均固定连接有支杆,所述支杆远离压模的一端固定连接有推块,所述压模远离活动腔中心一侧的侧壁内部设有触发机构,所述机架上下侧壁内部均开设有滑轨,所述机架靠近滑轨的侧面设有锁定机构,所述触发机构包括凹槽,所述压模靠近凹槽的侧面开设有滑槽,所述滑槽的内部滑动连接有滑块,所述滑块的内部滑动连接有压块,通过压模在活动腔的内部滑动,实现自由调整导光板成型腔的厚度,且能够在定位完成后卡块与

基于熔融沉积成型技术的骨骼成型优化方法.docx
基于熔融沉积成型技术的骨骼成型优化方法摘要:本文基于熔融沉积成型技术,探讨了一种骨骼成型优化方法。该方法可提高骨骼成型的精度和效率,实现了对器官分层结构设计和多层次成型的完美结合。采用该方法对骨骼进行成型时,能够保证成型质量和性能,在一定程度上满足了临床需求,对于推广该方法的应用具有重要意义。关键词:熔融沉积成型技术;骨骼成型;分层结构设计;多层次成型Introduction随着人口老龄化和现代医学的发展,骨骼疾病和损伤的数量不断增加,骨骼成型技术已经被广泛应用于临床治疗。但传统的成型技术存在一些缺点,如

热压印成型超薄导光板的常见缺陷及优化方法.docx
热压印成型超薄导光板的常见缺陷及优化方法热压印成型超薄导光板的常见缺陷及优化方法导光板作为一种重要的光学元件,广泛应用于LED照明、显示器、液晶电视等领域。在导光板的制造过程中,热压印成型是一种常用的技术。然而,热压印成型超薄导光板存在一些常见的缺陷,包括光学性能不稳定、表面质量差、导光效率低等。本文将从这些常见缺陷入手,探讨相应的优化方法。首先,光学性能不稳定是热压印成型超薄导光板的一个常见缺陷。在制造过程中,由于印刷压力、温度等参数的不一致,导致导光板的光学性能存在差异。因此,优化印刷过程是解决这一问