
一种转轴加工方法.pdf

一只****懿呀


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种转轴加工方法.pdf
本发明提供一种转轴加工方法,包括以下步骤:a1、选料;a2、正火处理;a3、车端面钻定位孔:用车刀将所述圆棒的两端面车平,用钻头打出定位孔;a4、粗车:根据尺寸留2mm余量从小端到大端的顺序进行粗车;a5、调质处理;a6、半精加工:对所述转轴留1mm余量进行半精加工,且对锐角进行倒角;a7、铣键槽:在所述转轴小端侧壁上刻加工辅助线,铣刀根据所述加工辅助线铣出所述键槽;a8、表面淬火;a9、精加工:通过磨床对所述转轴进行精加工;a10、抽检:对所述转轴根据标准进行质量抽检。本发明转轴加工方法,加工步骤清晰,
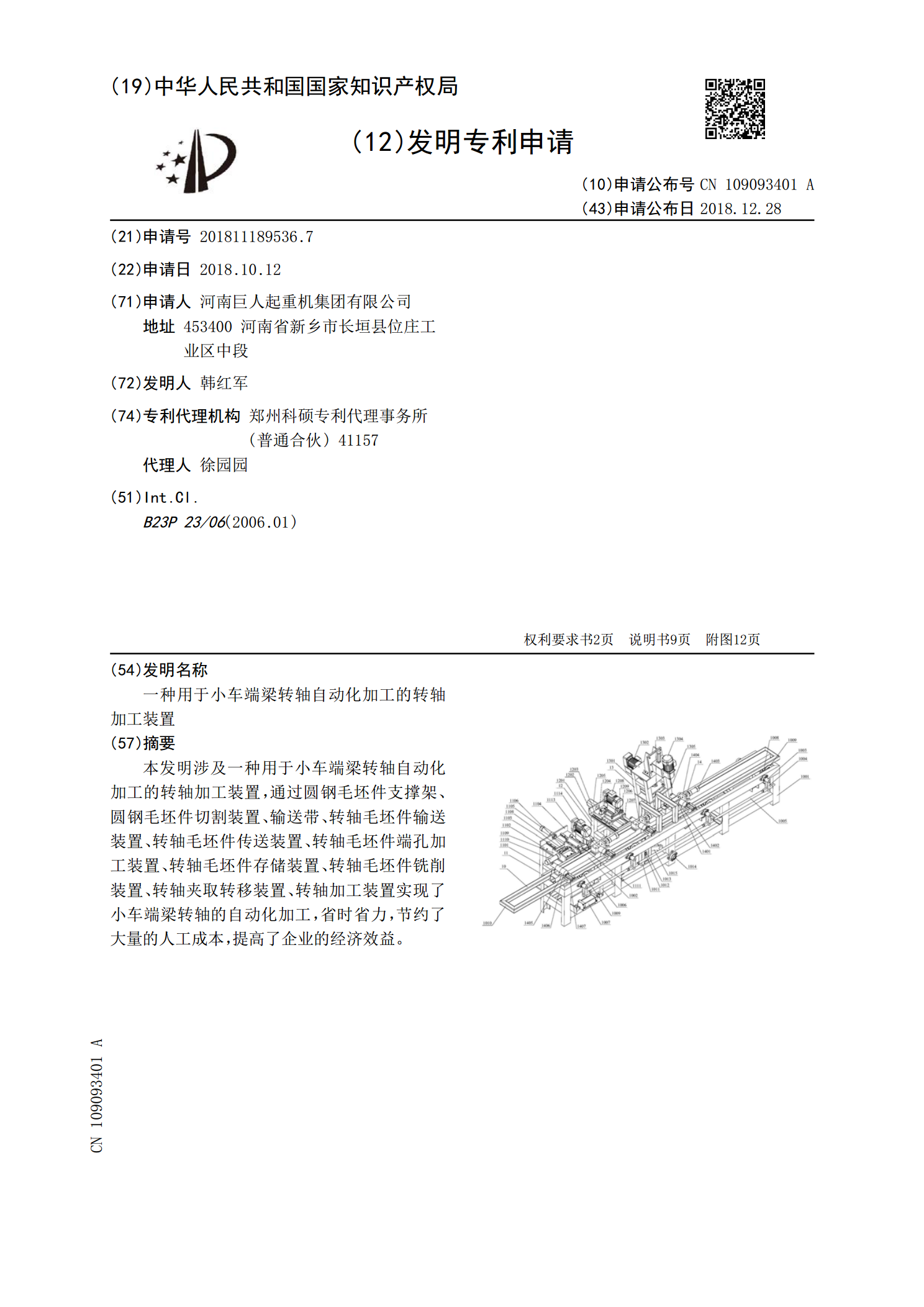
一种用于小车端梁转轴自动化加工的转轴加工装置.pdf
本发明涉及一种用于小车端梁转轴自动化加工的转轴加工装置,通过圆钢毛坯件支撑架、圆钢毛坯件切割装置、输送带、转轴毛坯件输送装置、转轴毛坯件传送装置、转轴毛坯件端孔加工装置、转轴毛坯件存储装置、转轴毛坯件铣削装置、转轴夹取转移装置、转轴加工装置实现了小车端梁转轴的自动化加工,省时省力,节约了大量的人工成本,提高了企业的经济效益。

一种永磁电机的转轴的加工方法.pdf
本发明公开了一种永磁电机的转轴的加工方法。该方法包括如下步骤:在数控机床上对外圆进行车削;在进行所述车削处理时,在转轴的直径方向留出磨削余量0.25mm;在摇臂钻床上用胎具装夹好工件,使需要加工的一端朝上,将钻模套在轴头上进行钻削;在外圆磨床上把内孔加工放在粗磨外圆的后面;采用插削、拉削、电火花三者之一的加工方法加工内花键;加工完所述内花键之后再精磨外圆,完成工件的加工。本发明实施例提供的永磁电机的转轴的加工方法,能确保转轴的加工精度,从而确保转子的性能以及电机的运行性能要求。

一种永磁转轴机械加工的磁场屏蔽方法及装置.pdf
一种永磁转轴机械加工的磁场屏蔽方法及装置,永磁转子包括永磁转轴、永磁体和铁芯,永磁体和铁芯一起套在永磁转轴上,在永磁转子的外侧套上硅钢片层,并使硅钢片层与永磁转子之间留有间隙,让从永磁转子中发出的磁感线在永磁转子、间隙和硅钢片层之间形成闭合回路,从而对永磁转子中产生的磁场进行屏蔽。采用在永磁转子的外侧套上硅钢片层,并使硅钢片层与永磁转子之间留有间隙,能大幅度衰减硅钢片层外面的磁感应强度,从而对转子产生的磁场进行屏蔽,提高永磁转轴加工的精度和加工的质量,以及三坐标损计量的精度。
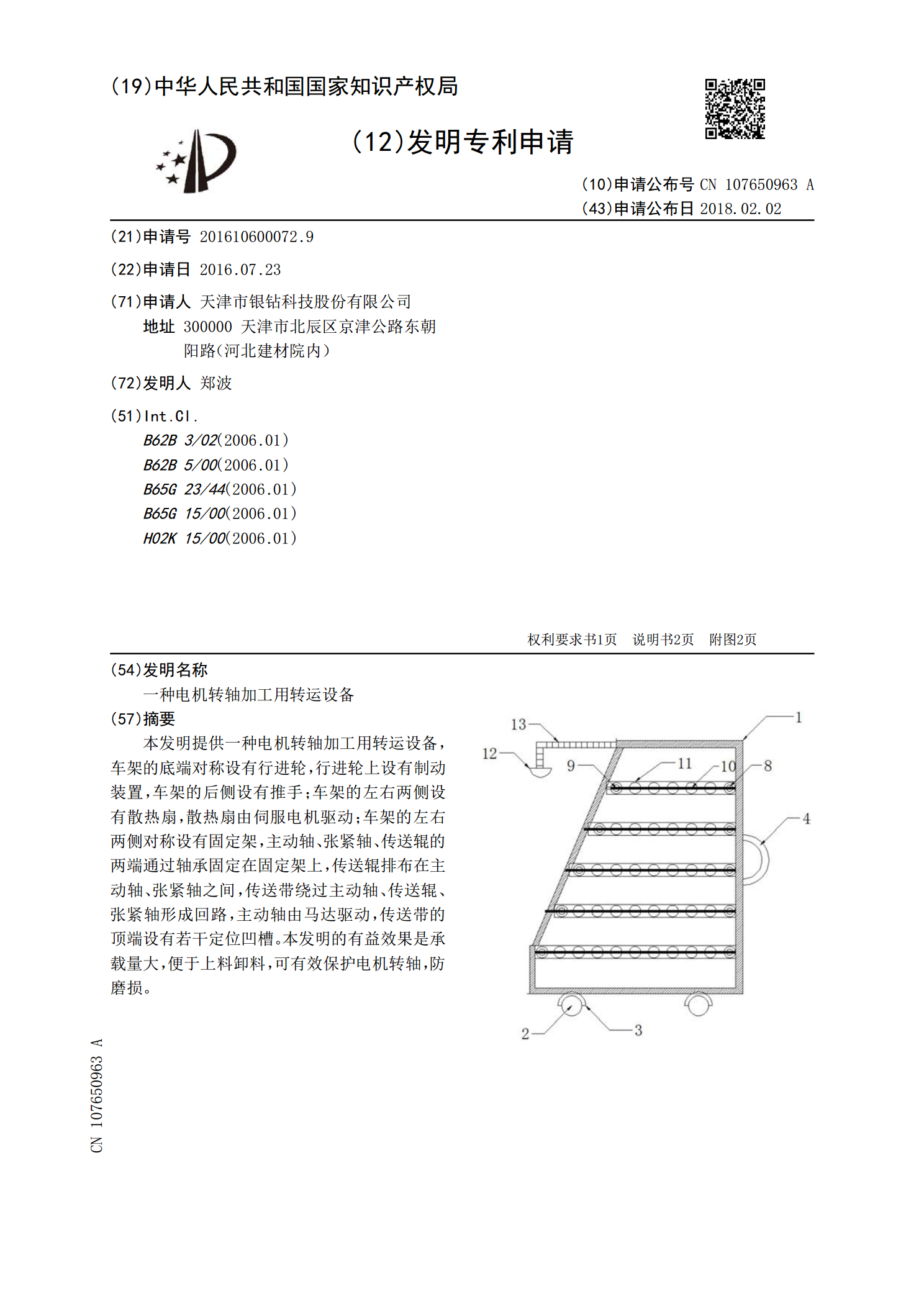
一种电机转轴加工用转运设备.pdf
本发明提供一种电机转轴加工用转运设备,车架的底端对称设有行进轮,行进轮上设有制动装置,车架的后侧设有推手;车架的左右两侧设有散热扇,散热扇由伺服电机驱动;车架的左右两侧对称设有固定架,主动轴、张紧轴、传送辊的两端通过轴承固定在固定架上,传送辊排布在主动轴、张紧轴之间,传送带绕过主动轴、传送辊、张紧轴形成回路,主动轴由马达驱动,传送带的顶端设有若干定位凹槽。本发明的有益效果是承载量大,便于上料卸料,可有效保护电机转轴,防磨损。