
用于焊接高锰钢辙叉与钢轨的不锈钢钢轨材料及制备方法.pdf

猫巷****奕声


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于焊接高锰钢辙叉与钢轨的不锈钢钢轨材料及制备方法.pdf
一种用于焊接高锰钢辙叉与碳钢钢轨的不锈钢钢轨材料,它是一种低碳、低磷、低硫奥氏体+铁素体双相不锈钢,其中铁素体含量留3~6min,再在950~1000℃温度区间进行第二次挤压,挤压成断面为钢轨形状的短钢轨,挤压后直接水冷至室温,获得具有不完全再结晶奥氏体+铁素体组织的断面形状为钢轨形状的焊接材料,要求被焊接高锰钢辙叉磷、硫、硅含量低。本发明能够降低成本、避免焊接高锰钢辙叉出现液化裂纹、提高焊接高锰钢辙叉的质量和成品率。

高锰钢辙叉与碳钢钢轨闪光焊接工艺的有限元模拟研究.docx
高锰钢辙叉与碳钢钢轨闪光焊接工艺的有限元模拟研究高锰钢辙叉与碳钢钢轨闪光焊接工艺的有限元模拟研究摘要:随着高速铁路的快速发展,高锰钢辙叉与碳钢钢轨的焊接工艺备受关注。本文针对这一问题,采用有限元模拟方法,对辙叉与钢轨的闪光焊接过程进行研究。首先,建立辙叉与钢轨的三维有限元模型,并根据材料的力学性质和焊接温度场分析模型参数。然后,利用有限元模拟软件进行数值计算,并分析焊接过程中的温度场和应力分布。最后,通过对比不同工艺参数的模拟结果,优化闪光焊接工艺,以提高焊接接头的强度和可靠性。实验结果表明,闪光焊接工艺

用于制造钢轨的方法和相应的钢轨.pdf
用于制造钢轨的方法,包括:‑铸造钢以获得半成品,所述钢的组成包含0.20%≤C≤0.60%、1.0%≤Si≤2.0%、0.60%≤Mn≤1.60%和0.5≤Cr≤2.2%,任选地0.01%≤Mo≤0.3%、0.01%≤V≤0.30%,剩余部分为铁和杂质;‑将所述半成品热轧成具有所述钢轨的形状并且包括头部的热轧半成品,其中最终轧制温度T
高锰钢辙叉的激光熔覆层及其制备方法和高锰钢辙叉.pdf
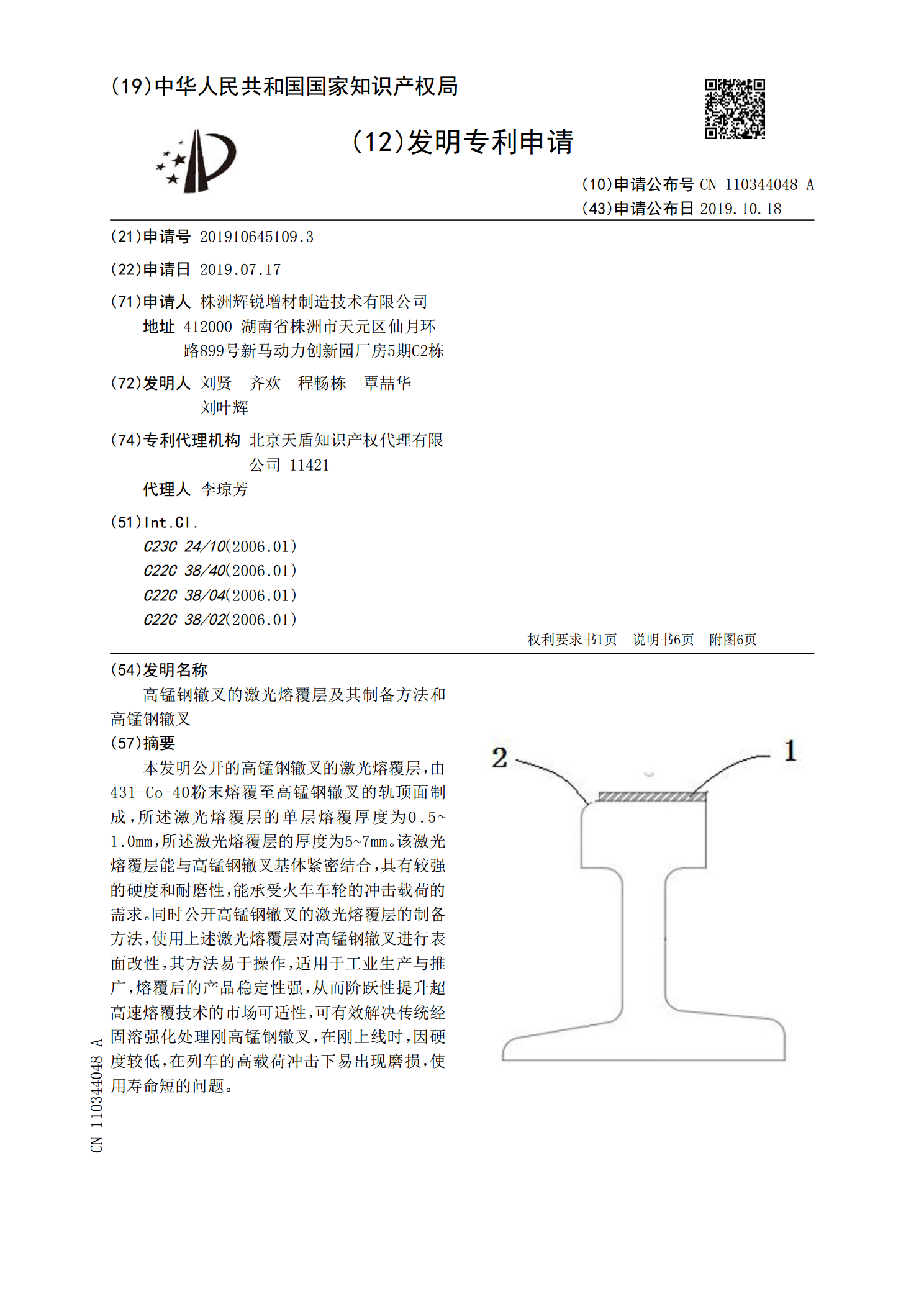
本发明公开的高锰钢辙叉的激光熔覆层,由431‑Co‑40粉末熔覆至高锰钢辙叉的轨顶面制成,所述激光熔覆层的单层熔覆厚度为0.5~1.0mm,所述激光熔覆层的厚度为5~7mm。该激光熔覆层能与高锰钢辙叉基体紧密结合,具有较强的硬度和耐磨性,能承受火车车轮的冲击载荷的需求。同时公开高锰钢辙叉的激光熔覆层的制备方法,使用上述激光熔覆层对高锰钢辙叉进行表面改性,其方法易于操作,适用于工业生产与推广,熔覆后的产品稳定性强,从而阶跃性提升超高速熔覆技术的市场可适性,可有效解决传统经固溶强化处理刚高锰钢辙叉,在刚上线时

钢轨焊接.ppt
二、高速钢轨的焊接1、钢轨焊接方法1.钢轨焊接方法1.钢轨焊接方法1.钢轨焊接方法1.钢轨焊接方法1.钢轨焊接方法1.钢轨焊接方法1.钢轨焊接方法1.钢轨焊接方法1.钢轨焊接方法2、钢轨闪光焊固定式钢轨闪光焊机主要用于钢轨的工厂或基地焊接;移动式钢轨闪光焊机主要应用于钢轨的线上焊接以及钢轨锁定焊。固定式与移动式闪光焊比较2)固定式闪光焊机具有对中功能,而移动式焊机没有此功能。对中调节对于防止接头错边相当重要,一旦出现错边只能通过打磨来消除,而打磨可矫正的量是十分有限的。3)在焊轨基地均采用中频感应加热正火