
高锰钢辙叉的激光熔覆层及其制备方法和高锰钢辙叉.pdf

猫巷****永安

1/10
2/10
3/10
4/10

5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
高锰钢辙叉的激光熔覆层及其制备方法和高锰钢辙叉.pdf
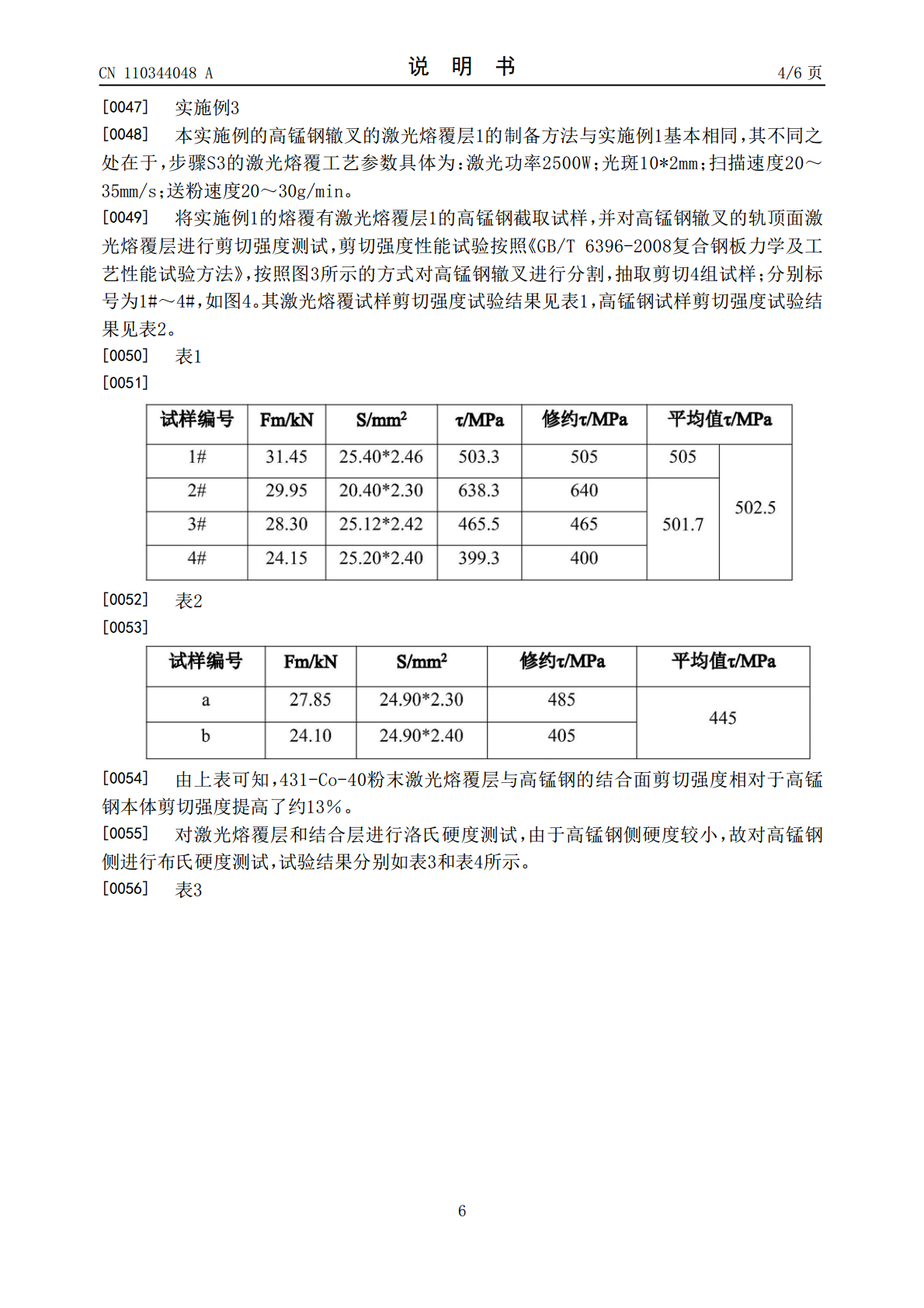
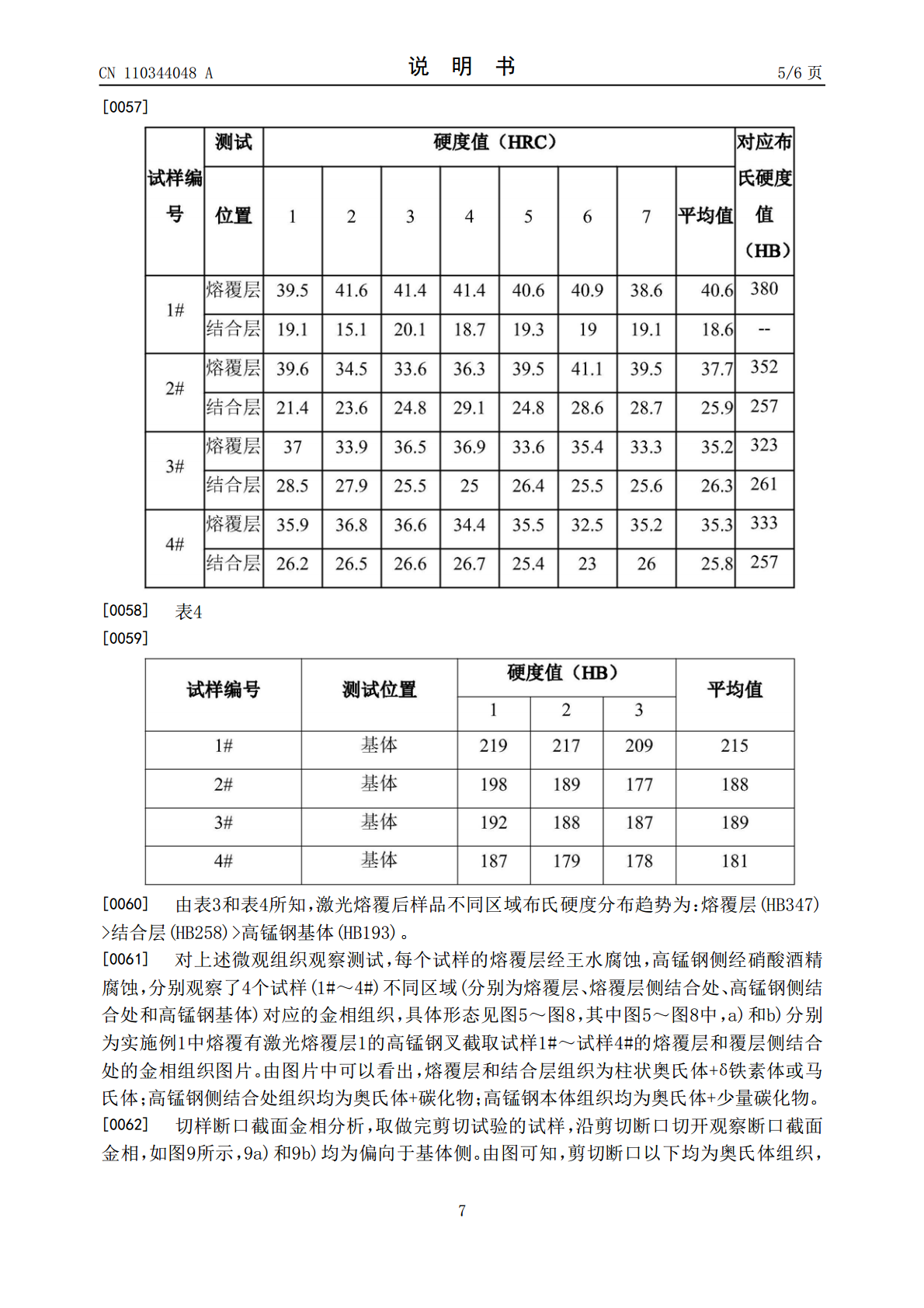
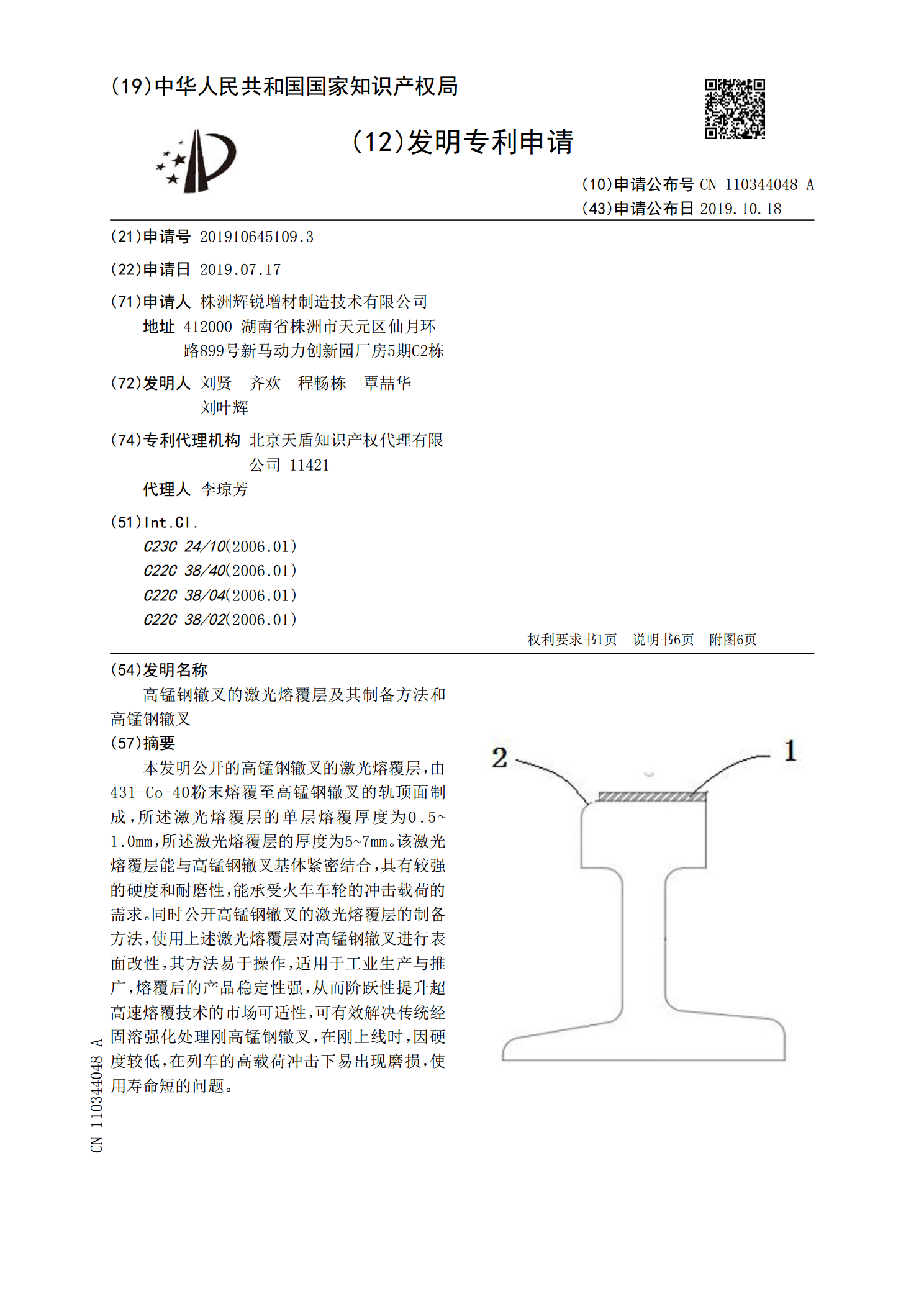
本发明公开的高锰钢辙叉的激光熔覆层,由431‑Co‑40粉末熔覆至高锰钢辙叉的轨顶面制成,所述激光熔覆层的单层熔覆厚度为0.5~1.0mm,所述激光熔覆层的厚度为5~7mm。该激光熔覆层能与高锰钢辙叉基体紧密结合,具有较强的硬度和耐磨性,能承受火车车轮的冲击载荷的需求。同时公开高锰钢辙叉的激光熔覆层的制备方法,使用上述激光熔覆层对高锰钢辙叉进行表面改性,其方法易于操作,适用于工业生产与推广,熔覆后的产品稳定性强,从而阶跃性提升超高速熔覆技术的市场可适性,可有效解决传统经固溶强化处理刚高锰钢辙叉,在刚上线时
高锰钢辙叉调划检测专用激光高度尺.pdf
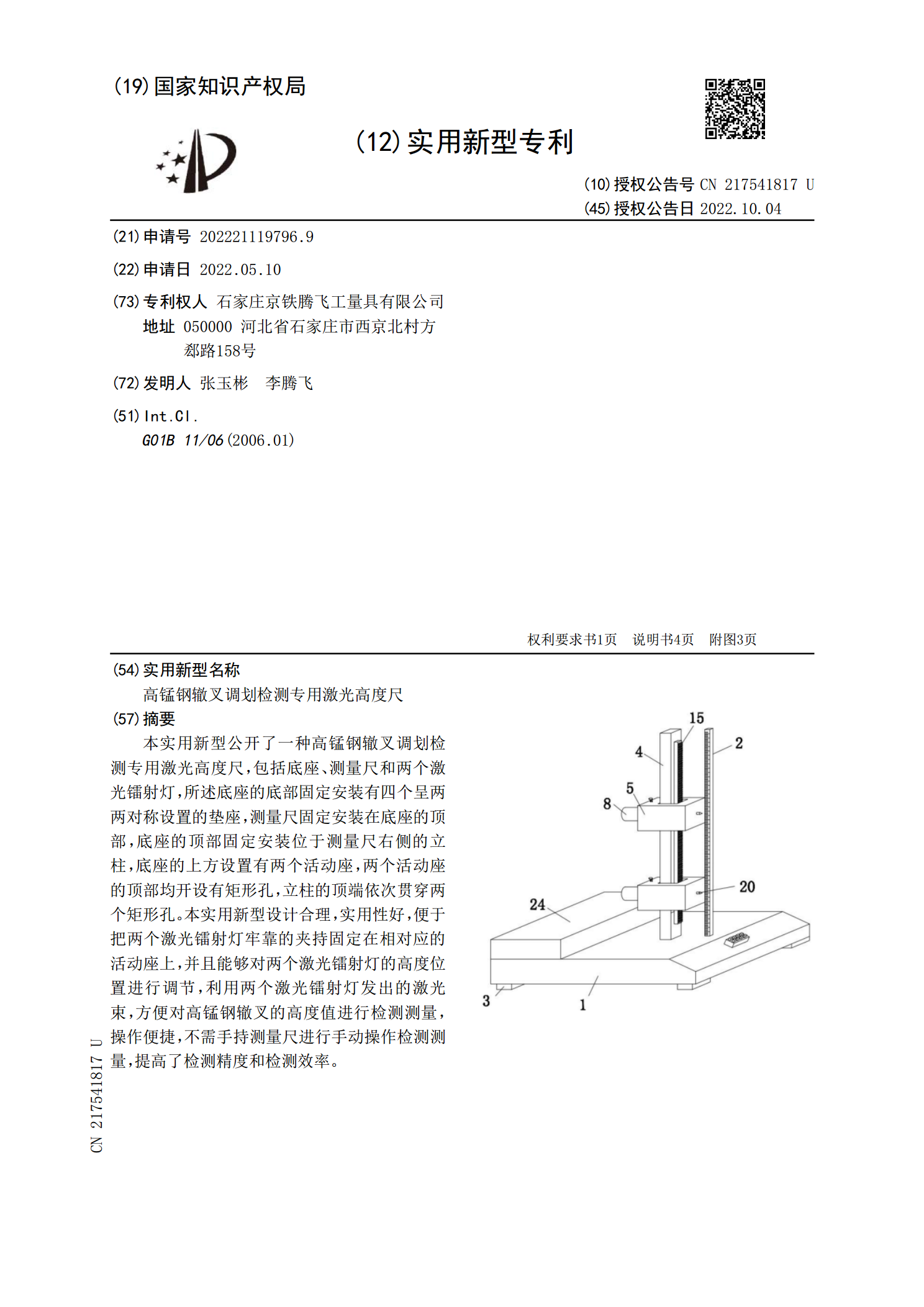
本实用新型公开了一种高锰钢辙叉调划检测专用激光高度尺,包括底座、测量尺和两个激光镭射灯,所述底座的底部固定安装有四个呈两两对称设置的垫座,测量尺固定安装在底座的顶部,底座的顶部固定安装位于测量尺右侧的立柱,底座的上方设置有两个活动座,两个活动座的顶部均开设有矩形孔,立柱的顶端依次贯穿两个矩形孔。本实用新型设计合理,实用性好,便于把两个激光镭射灯牢靠的夹持固定在相对应的活动座上,并且能够对两个激光镭射灯的高度位置进行调节,利用两个激光镭射灯发出的激光束,方便对高锰钢辙叉的高度值进行检测测量,操作便捷,不需手
组合式高锰钢辙叉.pdf
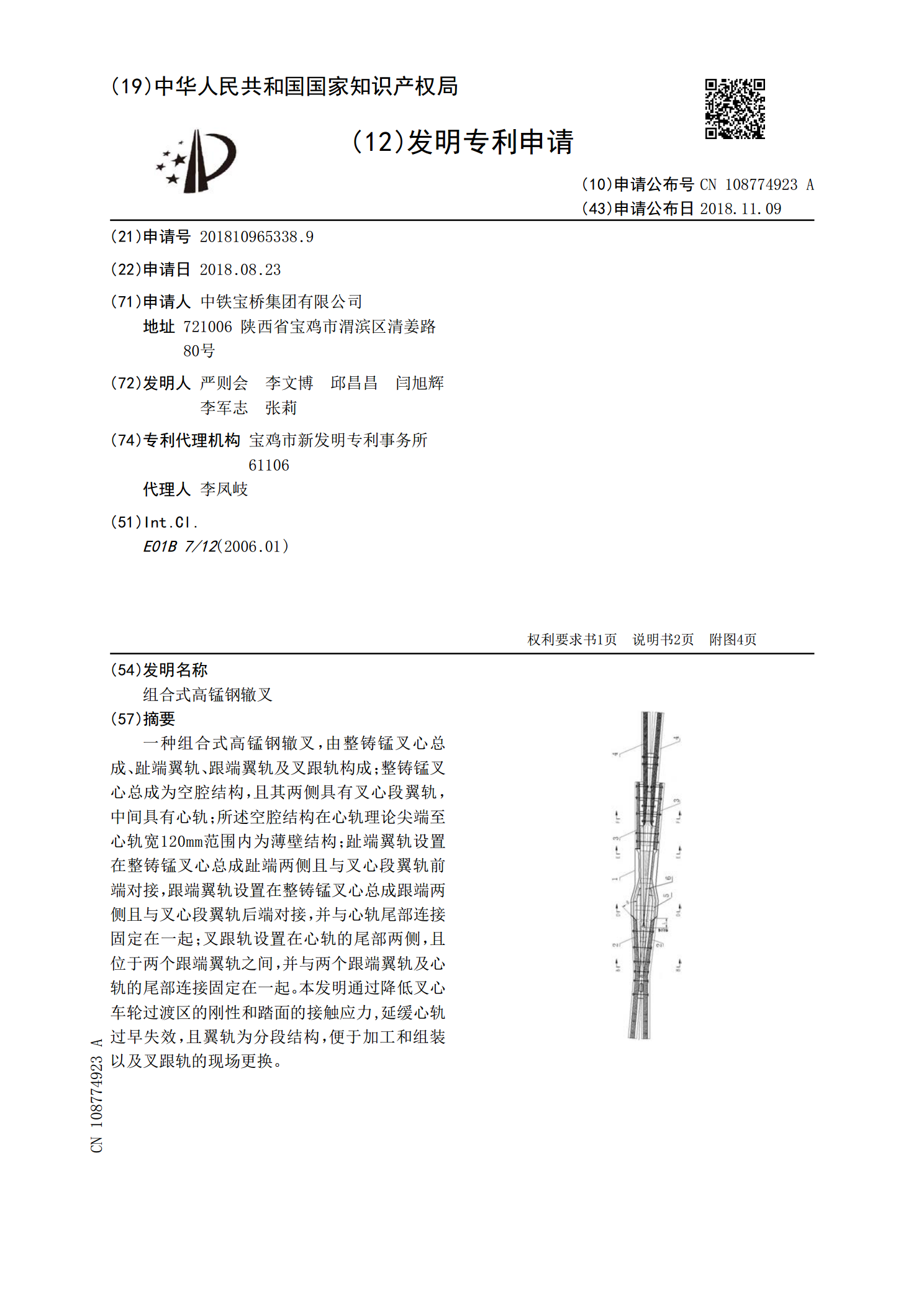
一种组合式高锰钢辙叉,由整铸锰叉心总成、趾端翼轨、跟端翼轨及叉跟轨构成;整铸锰叉心总成为空腔结构,且其两侧具有叉心段翼轨,中间具有心轨;所述空腔结构在心轨理论尖端至心轨宽120mm范围内为薄壁结构;趾端翼轨设置在整铸锰叉心总成趾端两侧且与叉心段翼轨前端对接,跟端翼轨设置在整铸锰叉心总成跟端两侧且与叉心段翼轨后端对接,并与心轨尾部连接固定在一起;叉跟轨设置在心轨的尾部两侧,且位于两个跟端翼轨之间,并与两个跟端翼轨及心轨的尾部连接固定在一起。本发明通过降低叉心车轮过渡区的刚性和踏面的接触应力,延缓心轨过早失效

高锰钢辙叉的堆焊工艺.docx
高锰钢辙叉的堆焊工艺高锰钢辙叉的堆焊工艺摘要:高锰钢辙叉是一种常见的工程构件,其使用在机械设备的制造过程中扮演着重要的角色。然而,由于使用环境的复杂性和工作条件的恶劣性,辙叉的表面常常会受到磨损、冲击和腐蚀等因素的影响,导致辙叉的寿命缩短。因此,在实际应用中,辙叉的堆焊工艺成为了一项关键技术,旨在修复或加固磨损部位,延长辙叉的使用寿命。本文对高锰钢辙叉的堆焊工艺进行了深入研究与探索,包括选材、预处理、焊接参数以及后处理等方面,旨在为高锰钢辙叉的堆焊提供一定的指导和参考。关键词:高锰钢辙叉;堆焊工艺;选材;

高锰钢辙叉3D打印激光熔覆强化技术的应用研究.docx
高锰钢辙叉3D打印激光熔覆强化技术的应用研究1.引言随着3D打印技术的不断发展和应用,越来越多的新材料、新工艺被引入到3D打印领域中。高锰钢辙叉是一种应用广泛的机械零件,在一些特殊工况下需要具有很高的耐磨性和强度。针对这一需求,利用3D打印激光熔覆强化技术对高锰钢辙叉进行特殊处理成为一种新的解决方案。本文将介绍高锰钢辙叉的3D打印激光熔覆强化技术应用研究的相关内容。2.高锰钢辙叉的特性及应用场景高锰钢辙叉是一种用于铁路机车的零部件,主要用于支撑车轮和牵引车轮,具有较高的强度和耐磨性能。它是承受列车重量和牵