
一种自动剔除机构及其粉体充填机.pdf

小代****回来


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种自动剔除机构及其粉体充填机.pdf
本发明公开了一种自动剔除机构及其粉体充填机,其包括安装于机身工作台的基座轴套;设置于基座轴套下端的伺服电机,伺服电机具有通过轴承配合穿设基座轴套的动力主轴;环设于基座轴套的多个输料工位,其中两个相邻的输料工位之间预留出输入皮带与输出皮带,输出皮带具有相邻输料工位的不合格道与远离的合格道;设置于不合格道的活动分类组件;固定于动力主轴端部且间隔基座轴套的转动托盘,转动托盘具有对应多个输料工位的多个限位卡口;以及电性连接的控制模块。本发明通过活动分类组件根据控制模块反馈的计量信息,打开或者关闭输出皮带的不合格道
一种洗衣粉自动装粉机构.pdf
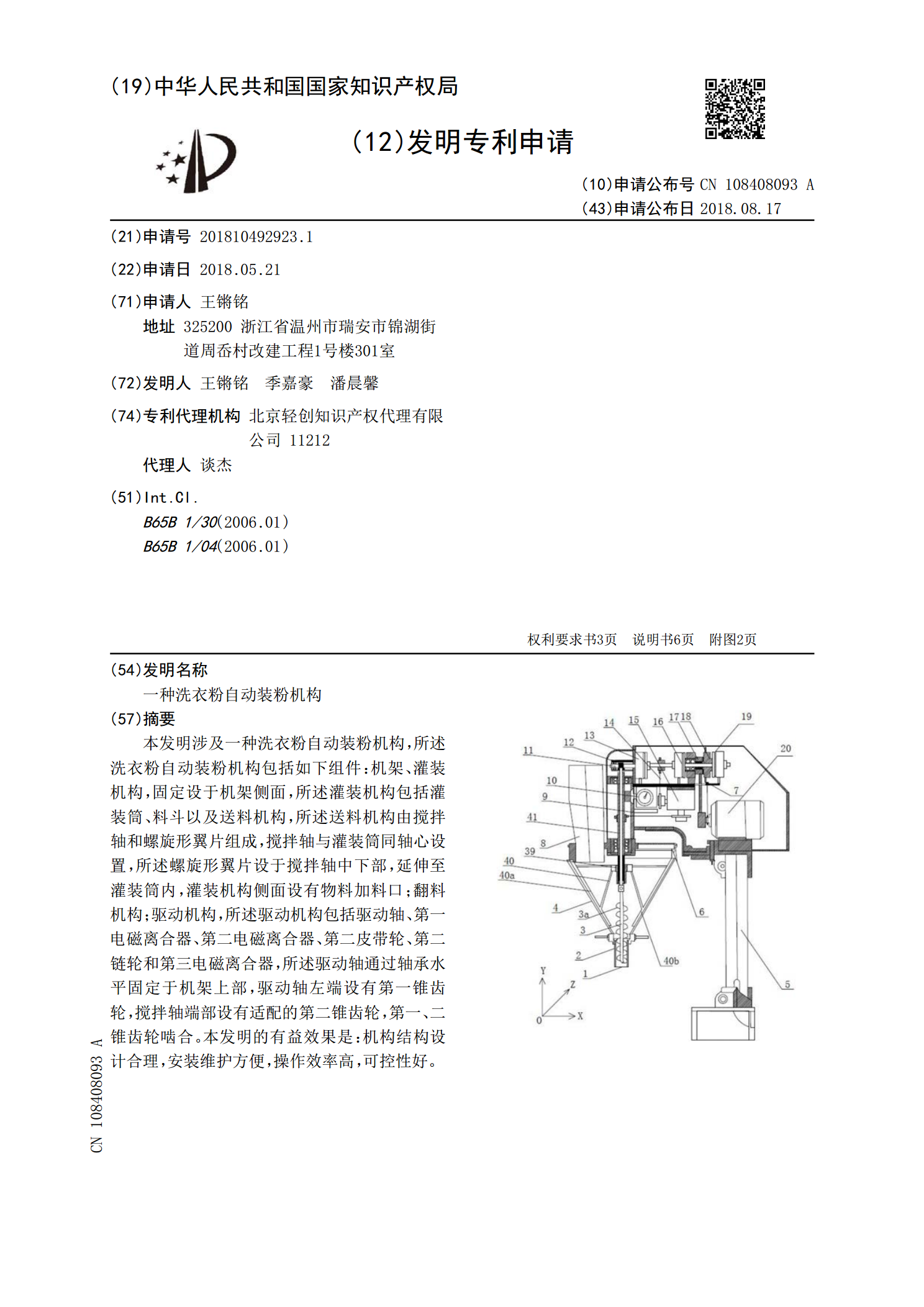
本发明涉及一种洗衣粉自动装粉机构,所述洗衣粉自动装粉机构包括如下组件:机架、灌装机构,固定设于机架侧面,所述灌装机构包括灌装筒、料斗以及送料机构,所述送料机构由搅拌轴和螺旋形翼片组成,搅拌轴与灌装筒同轴心设置,所述螺旋形翼片设于搅拌轴中下部,延伸至灌装筒内,灌装机构侧面设有物料加料口;翻料机构;驱动机构,所述驱动机构包括驱动轴、第一电磁离合器、第二电磁离合器、第二皮带轮、第二链轮和第三电磁离合器,所述驱动轴通过轴承水平固定于机架上部,驱动轴左端设有第一锥齿轮,搅拌轴端部设有适配的第二锥齿轮,第一、二锥齿轮

一种粉体自动充填包装装置及粉体自动充填包装方法.pdf
本发明涉及一种粉体自动充填包装装置及粉体自动充填包装方法。八套转盘机械夹设置在圆形转盘的边沿;取袋机械手、自动喷码机、开袋装置、体积充填装置、称重充填装置、吸尘器、热封口机、压花整形装置各自独立设置在圆形转盘周围的固定架上;撑袋装置的转动轴设置在转盘的中心由下端的凸轮控制其升降;撑袋夹通过转动杆与转动轴连接,撑袋夹气动控制可自动开合,在充填机出口处设置称重装置和一对称重机械夹;成品输送传送带设置在整形装置的下方;具体步骤:包装袋前处理;自动上袋;包装袋喷码;包装袋打开;快速充填;称重充填;袋口清洁;袋口热
一种具有剔除残次胶囊的胶囊充填机.pdf
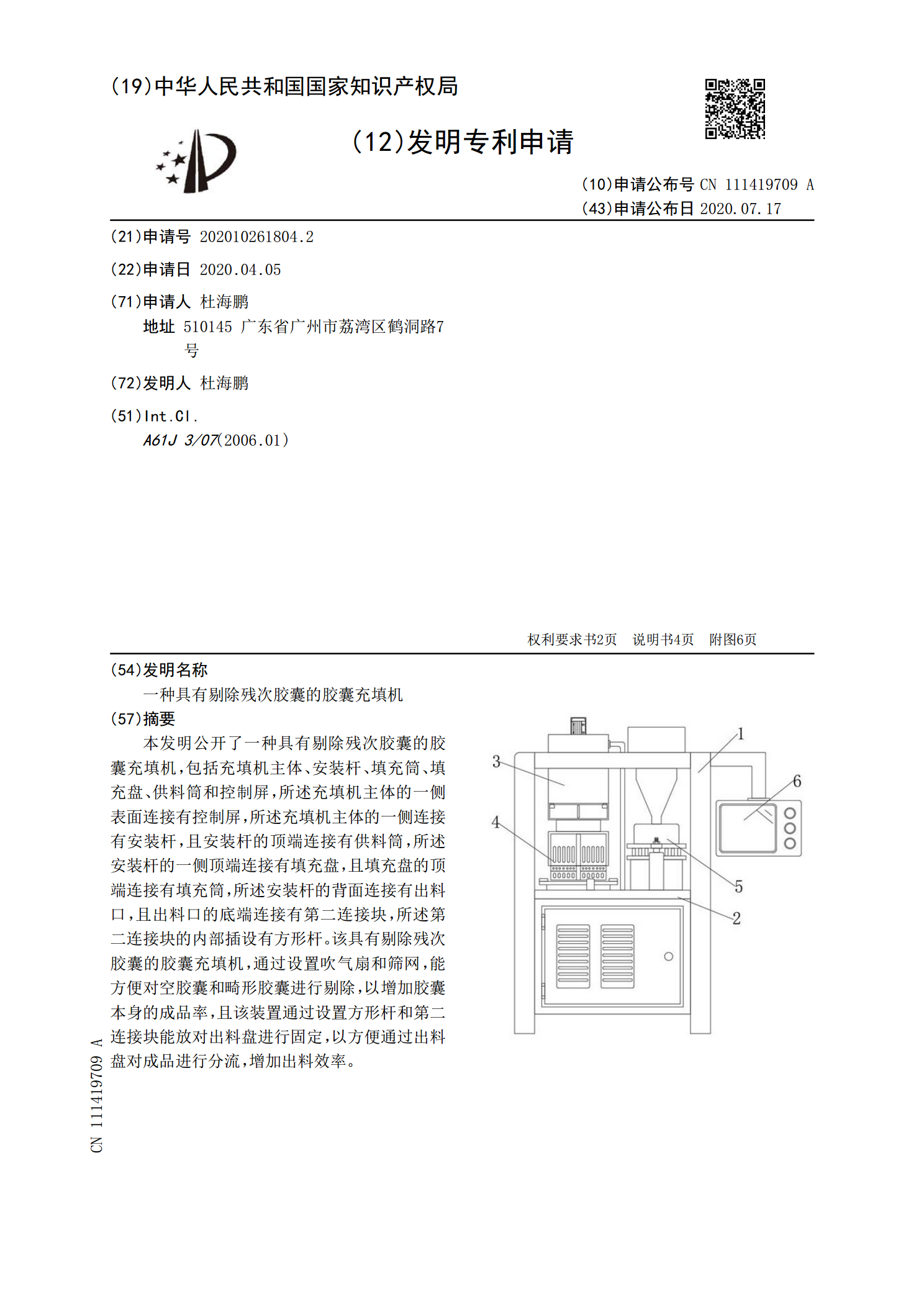
本发明公开了一种具有剔除残次胶囊的胶囊充填机,包括充填机主体、安装杆、填充筒、填充盘、供料筒和控制屏,所述充填机主体的一侧表面连接有控制屏,所述充填机主体的一侧连接有安装杆,且安装杆的顶端连接有供料筒,所述安装杆的一侧顶端连接有填充盘,且填充盘的顶端连接有填充筒,所述安装杆的背面连接有出料口,且出料口的底端连接有第二连接块,所述第二连接块的内部插设有方形杆。该具有剔除残次胶囊的胶囊充填机,通过设置吹气扇和筛网,能方便对空胶囊和畸形胶囊进行剔除,以增加胶囊本身的成品率,且该装置通过设置方形杆和第二连接块能放
一种充填机导粉装置.pdf
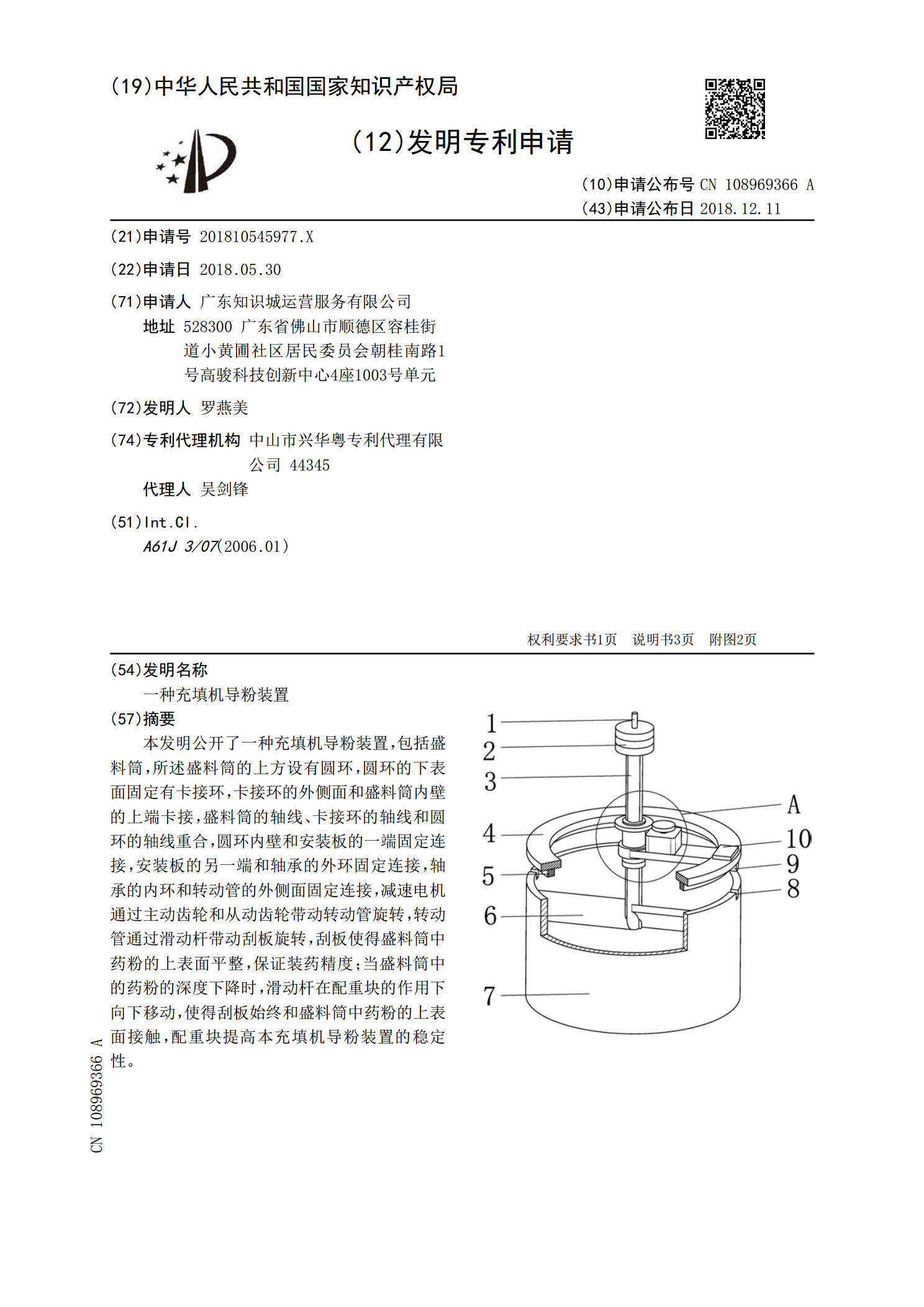
本发明公开了一种充填机导粉装置,包括盛料筒,所述盛料筒的上方设有圆环,圆环的下表面固定有卡接环,卡接环的外侧面和盛料筒内壁的上端卡接,盛料筒的轴线、卡接环的轴线和圆环的轴线重合,圆环内壁和安装板的一端固定连接,安装板的另一端和轴承的外环固定连接,轴承的内环和转动管的外侧面固定连接,减速电机通过主动齿轮和从动齿轮带动转动管旋转,转动管通过滑动杆带动刮板旋转,刮板使得盛料筒中药粉的上表面平整,保证装药精度;当盛料筒中的药粉的深度下降时,滑动杆在配重块的作用下向下移动,使得刮板始终和盛料筒中药粉的上表面接触,配