
一种钢板覆膜工艺的涂胶工序.pdf

景福****90


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钢板覆膜工艺的涂胶工序.pdf
本发明公开了一种钢板覆膜工艺的涂胶工序,包括调胶、注胶和涂胶,本发明在涂胶前通过无纺布蘸稀释剂将涂布辊表面擦干净,使涂布辊表面光滑,无胶水、杂质残留,避免因涂布辊表面的残留而导致涂胶不均匀的问题,调整带胶辊与胶水辊之间的间隙,控制好胶水辊的膜厚,两侧膜厚必须保持一致,并调整好辊速比,保证涂胶均匀。

一种钢板覆膜工艺的覆膜工序.pdf
本发明公开了一种钢板覆膜工艺的覆膜工序,包括如下步骤:涂胶、烘箱加热、覆膜、水冷和风干,即:1)将事先调配好的胶水加入涂布机中,通过涂布机将钢板的表面涂上胶水;2)涂完胶水后的钢板经输送机构输送至烘箱中,经烘箱加热至糊状后输送至覆膜机内覆膜;3)钢板覆膜完成后输送至水冷装置内进行水冷后再进行风干,完成覆膜。本发明在覆膜的过程中,烘箱将胶水加热至糊状后将膜覆在钢板表面,避免胶水长时间烘烤造成胶水失效而脱膜,涂胶前将涂布辊用无纺布擦拭干净,避免涂布辊上的杂质将膜划伤及滞留在膜内,影响覆膜质量。

覆膜是印后加工进程当中的一种工艺工序.doc
覆膜是印后加工进程当中的一种工艺工序,在覆膜中常会出现这样那样的各种质量题目,直接影响着印刷产品的覆膜质量,造成没必要要的损失和浪费,必须认真对待加以处理。1、覆膜产品表面花斑起泡现象及缘由:(1)纸张湿度大,印刷后的产品不干燥就进行覆膜,待覆膜后产品逐渐干燥进程当中,纸张内水气蒸发,纸张印刷品表面和塑料薄膜间构成花斑或气泡。(2)纸张印刷品印后带有喷粉和灰尘或塑料薄膜表面有灰尘、杂质、污迹。(3)纸张印刷时油墨中加放防粘剂、快干剂过量。(4)覆膜的粘合剂胶液过浓或过稀、胶层太薄或太厚。(5)涂布机涂布的
一种安全使用的涂胶覆膜设备.pdf
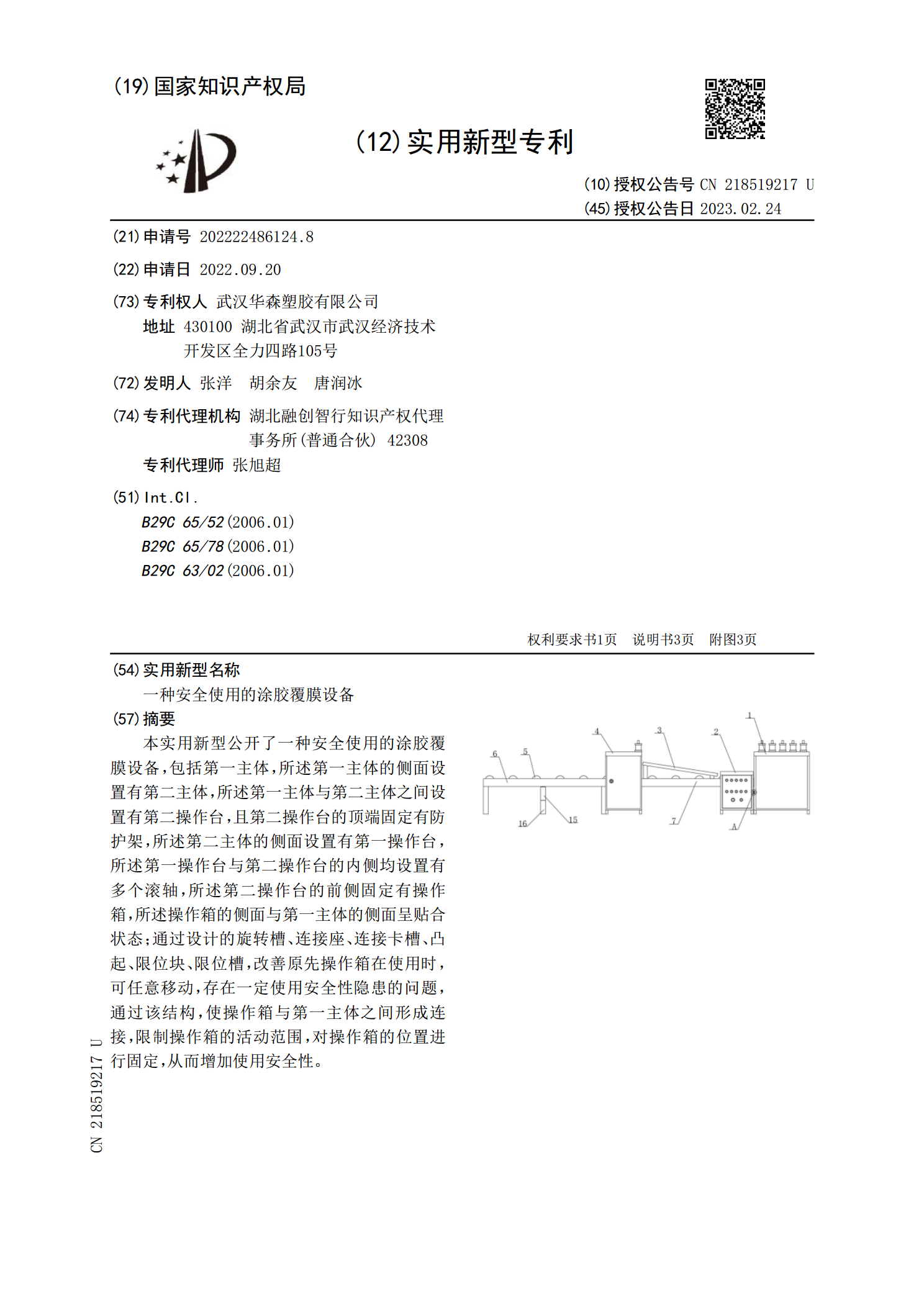
本实用新型公开了一种安全使用的涂胶覆膜设备,包括第一主体,所述第一主体的侧面设置有第二主体,所述第一主体与第二主体之间设置有第二操作台,且第二操作台的顶端固定有防护架,所述第二主体的侧面设置有第一操作台,所述第一操作台与第二操作台的内侧均设置有多个滚轴,所述第二操作台的前侧固定有操作箱,所述操作箱的侧面与第一主体的侧面呈贴合状态;通过设计的旋转槽、连接座、连接卡槽、凸起、限位块、限位槽,改善原先操作箱在使用时,可任意移动,存在一定使用安全性隐患的问题,通过该结构,使操作箱与第一主体之间形成连接,限制操作箱

覆膜是印后加工进程当中的一种工艺工序.doc
覆膜是印后加工进程当中的一种工艺工序在覆膜中常会出现这样那样的各种质量题目直接影响着印刷产品的覆膜质量造成没必要要的损失和浪费必须认真对待加以处理。1、覆膜产品表面花斑起泡现象及缘由:(1)纸张湿度大印刷后的产品不干燥就进行覆膜待覆膜后产品逐渐干燥进程当中纸张内水气蒸发纸张印刷品表面和塑料薄膜间构成花斑或气泡。(2)纸张印刷品印后带有喷粉和灰尘或塑料薄膜表面有灰尘、杂质、污迹。(3)纸张印刷时油墨中加放防粘剂、快干剂过量。(4)覆膜的粘合剂胶液过浓或过稀、胶层太薄或太厚。(5)涂布机涂布的