
一种火泥焊接结构及其焊接方法.pdf

运升****魔王

1/6
2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种火泥焊接结构及其焊接方法.pdf
本发明公开一种火泥焊接结构及其焊接方法,火泥焊接结构包括可相互开合的左、右模具,所述左、右石墨模具在闭合时形成焊粉腔、主流道、上浇口、下浇口和下模穴,在焊接时,待焊接的两线缆分别置于左、右模具的左固定腔和右固定腔中,在导体对接处形成间隙,该间隙分别与上浇口与下浇口连通。本发明在线缆导体对接处形成的间隙下部设计了一个下模穴,并在间隙与下模穴之间设置了下浇口,使得金属溶液在接头处停留时间长,在流动的过程中不断对需熔接的线缆导体加热,可快速完成焊接过程。同时,可以缩小左固定腔和右固定腔的直径和长度,从而减少了聚

一种焊接结构及其焊接方法.pdf
本发明提供一种焊接结构及其焊接方法,第一环形部件和第二环形部件同轴焊接接合,一种焊接结构包括,所述第一环形部件包括与所述第二环形部件接合的第一接合部;所述第二环形部件包括与所述第一环形部件接合的第二接合部;所述第一接合部与所述第二接合部设有X形坡口;所述第一接合部与所述第二接合部的接合处的接合面呈Z形。一种焊接方法主要焊接本发明的焊接结构,其主要是分别焊接接合面的第一接触面和第二接触面,其中过渡接触面用于避免焊渣流到第一接触面或第二接触面,焊接质量高,损坏率低,避免出现错位现象,焊接后同轴度高,常用于精度
一种钢结构型材焊接装置及其焊接方法.pdf
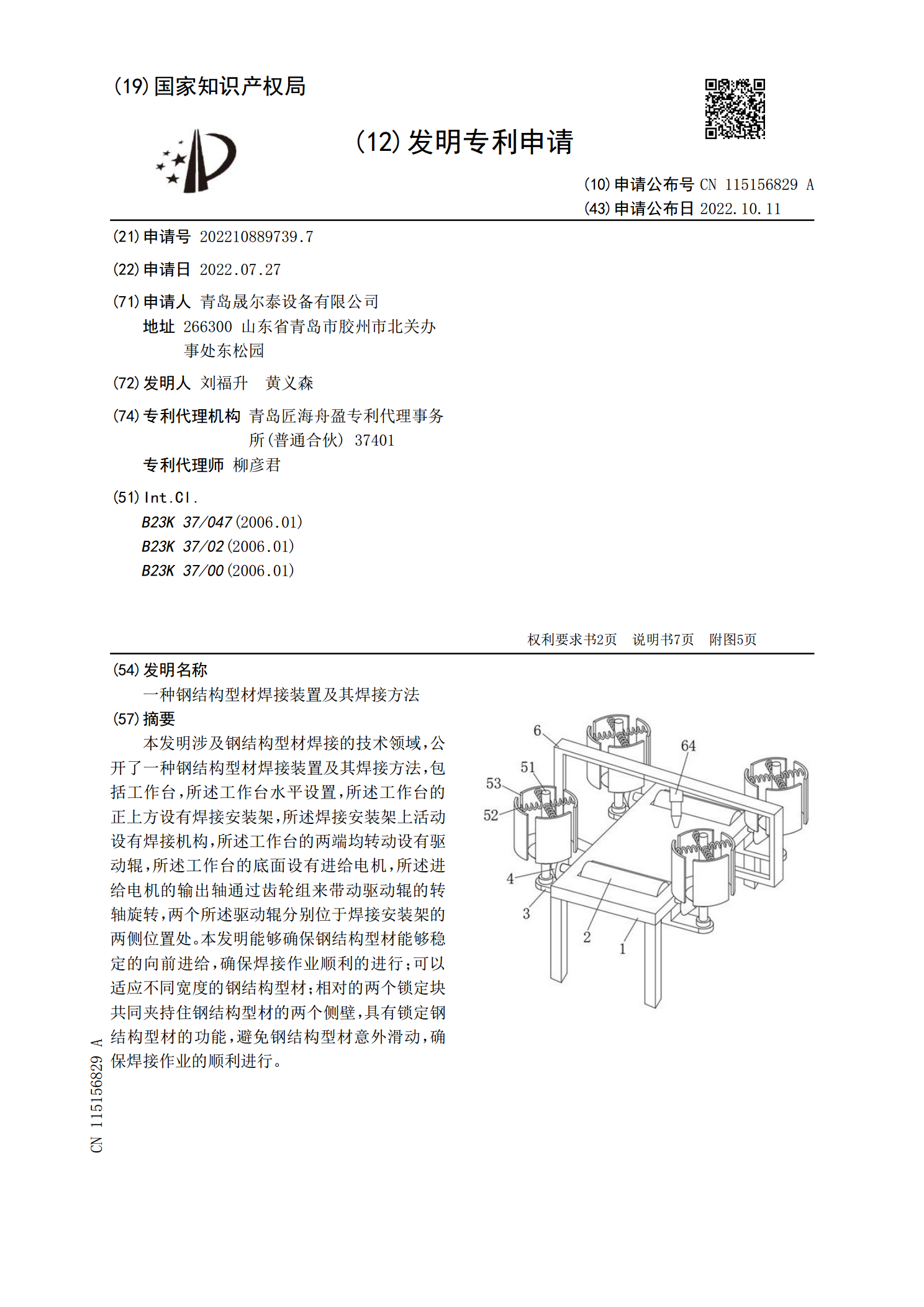
本发明涉及钢结构型材焊接的技术领域,公开了一种钢结构型材焊接装置及其焊接方法,包括工作台,所述工作台水平设置,所述工作台的正上方设有焊接安装架,所述焊接安装架上活动设有焊接机构,所述工作台的两端均转动设有驱动辊,所述工作台的底面设有进给电机,所述进给电机的输出轴通过齿轮组来带动驱动辊的转轴旋转,两个所述驱动辊分别位于焊接安装架的两侧位置处。本发明能够确保钢结构型材能够稳定的向前进给,确保焊接作业顺利的进行;可以适应不同宽度的钢结构型材;相对的两个锁定块共同夹持住钢结构型材的两个侧壁,具有锁定钢结构型材的功

一种变速器中间轴焊接结构及其焊接方法.pdf
本发明提供的一种变速器中间轴焊接结构及其焊接方法,包括中间轴以及配装其上的片齿轮,通过优化片齿轮与中间轴轴肩对接处的焊缝结构参数,使得焊缝填充率和余高增大,提高了焊接质量;同时在中间轴和片齿轮另一侧的对接处增加了第二环形角焊缝,使得传扭能力大大提升,解决了现有技术方案焊缝会出现焊缝未充满,余高和熔深不够等质量问题。
一种焊接防粘连结构、焊接装置及焊接方法.pdf
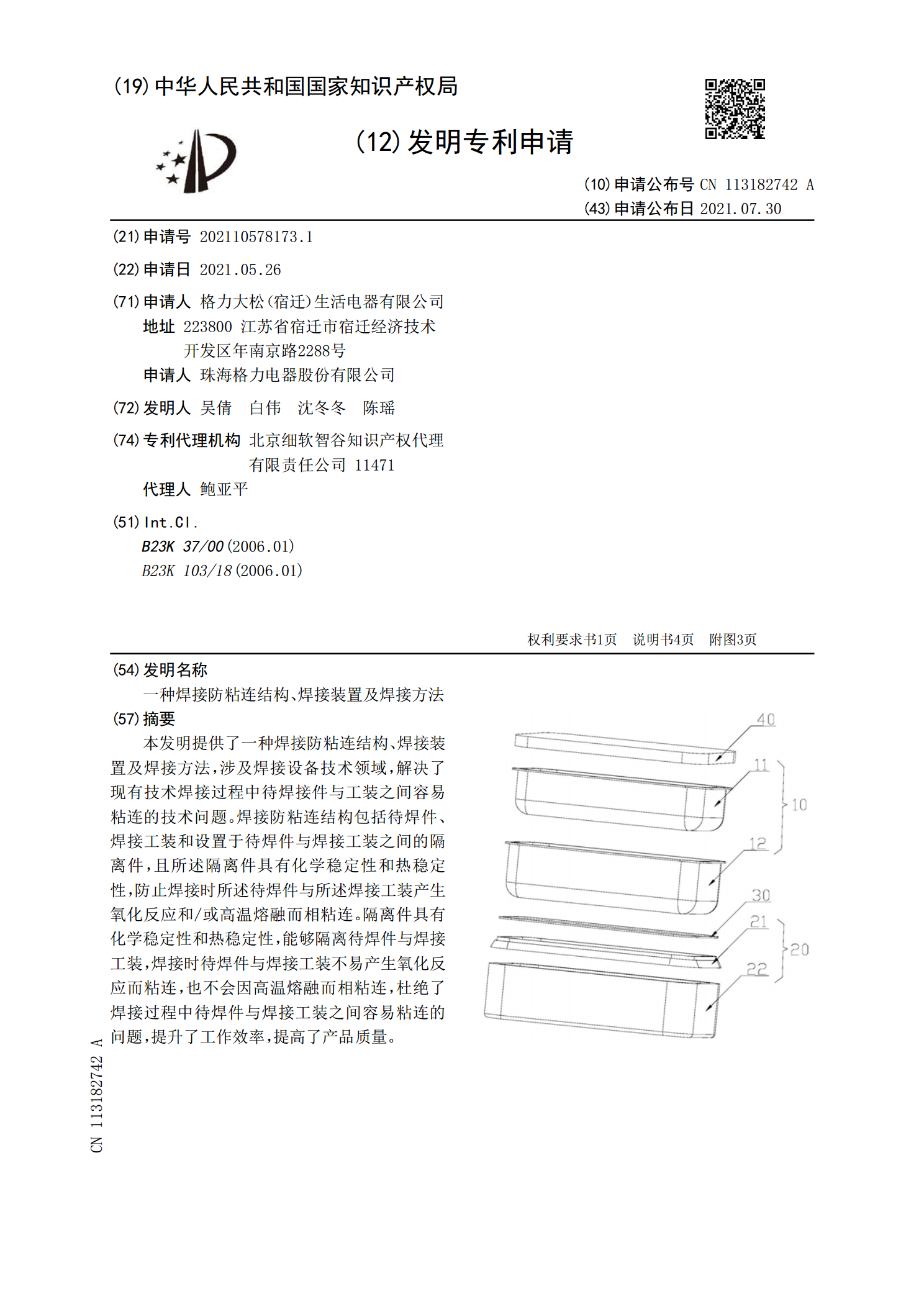
本发明提供了一种焊接防粘连结构、焊接装置及焊接方法,涉及焊接设备技术领域,解决了现有技术焊接过程中待焊接件与工装之间容易粘连的技术问题。焊接防粘连结构包括待焊件、焊接工装和设置于待焊件与焊接工装之间的隔离件,且所述隔离件具有化学稳定性和热稳定性,防止焊接时所述待焊件与所述焊接工装产生氧化反应和/或高温熔融而相粘连。隔离件具有化学稳定性和热稳定性,能够隔离待焊件与焊接工装,焊接时待焊件与焊接工装不易产生氧化反应而粘连,也不会因高温熔融而相粘连,杜绝了焊接过程中待焊件与焊接工装之间容易粘连的问题,提升了工作效