
一种冷轧处理线卷取机带头精确定位方法及其结构.pdf

桂香****盟主


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种冷轧处理线卷取机带头精确定位方法及其结构.pdf
本发明公开了一种冷轧处理线卷取机带头精确定位方法及其结构,包括以下步骤:(1)、驱动卷取机,使橡胶套筒软区停留在皮带助卷器咬入口;(2)、带钢的带头通过带头检测光栅的瞬间开始长度计量,带钢运行长度至少比带头检测光栅反射点到皮带助卷器咬入口的距离长30mm;(3)、带头与橡胶套筒软区在停止状态下接触;(4)、带钢与卷取机同步同线速度运行,卷取机投入速度附加给定值为0.15~0.25m/s,带头助卷一圈以后,卷取机建立穿带张力,完成自动穿带。该方法和结构的特点是橡胶套筒的软区与带头在皮带助卷器的咬入口静态接触

冷轧处理线卷取机带尾自动定位方法.docx
冷轧处理线卷取机带尾自动定位方法标题:冷轧处理线卷取机带尾自动定位方法摘要:随着工业技术的进步和规模化生产的发展,冷轧处理线在钢铁、有色金属等行业中扮演着重要的角色。对于卷材的带尾自动定位是冷轧处理线上一个关键步骤,它直接关系到后续加工工序的高效性和产品质量。本文将介绍冷轧处理线卷取机带尾自动定位方法的原理、现状以及发展趋势。第一部分:Introduction引言部分介绍了冷轧处理线在钢铁和有色金属制造中的重要性,以及带尾自动定位在其中所起的关键作用。阐述了本文的目的和结构。第二部分:背景与现状本部分详细
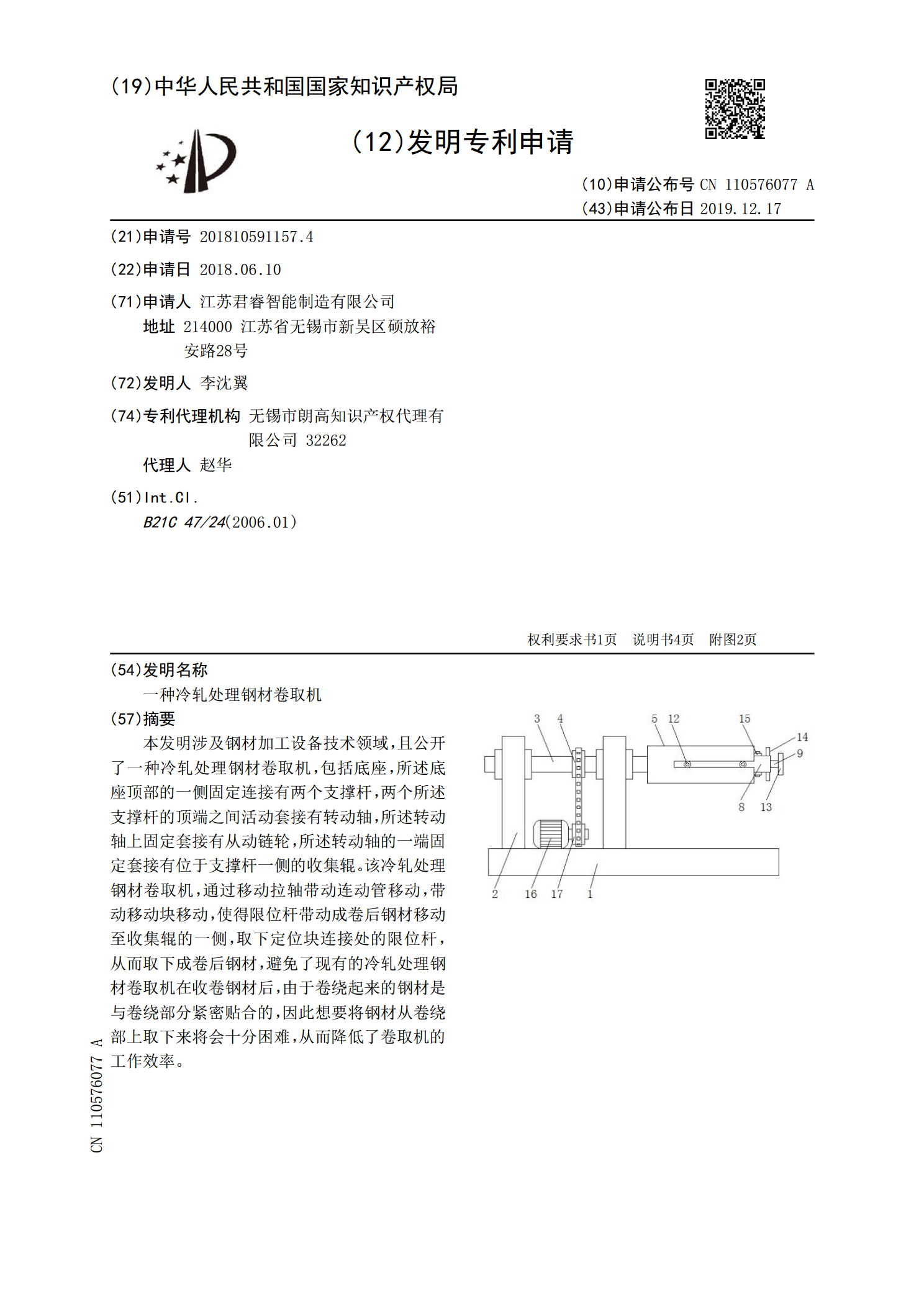
一种冷轧处理钢材卷取机.pdf
本发明涉及钢材加工设备技术领域,且公开了一种冷轧处理钢材卷取机,包括底座,所述底座顶部的一侧固定连接有两个支撑杆,两个所述支撑杆的顶端之间活动套接有转动轴,所述转动轴上固定套接有从动链轮,所述转动轴的一端固定套接有位于支撑杆一侧的收集辊。该冷轧处理钢材卷取机,通过移动拉轴带动连动管移动,带动移动块移动,使得限位杆带动成卷后钢材移动至收集辊的一侧,取下定位块连接处的限位杆,从而取下成卷后钢材,避免了现有的冷轧处理钢材卷取机在收卷钢材后,由于卷绕起来的钢材是与卷绕部分紧密贴合的,因此想要将钢材从卷绕部上取下来
冷轧卷取机自动连续卷取的实现方法.docx
冷轧卷取机自动连续卷取的实现方法摘要:卷取机作为冷轧生产的重要设备其自动、连续生产的实现对提高冷轧企业效益具有重要意义。本文简单论述了首钢京唐2230酸轧生产线卷取机的工作流程使技术人员能够更好地了解卷取机清楚其工作原理从而为卷取机的维护提供便利也有利于对卷取机进行优化改造。关键词:卷取机自动卷取连续卷取1、前言冷轧产品的产品附加值比较高因此单位时间内冷轧产品产量越大效益越高。而提高单位时间内冷轧产品产量的一个重要途径是进行连续生产即生产线设
冷轧卷取机自动连续卷取的实现方法.docx
冷轧卷取机自动连续卷取的实现方法摘要:卷取机作为冷轧生产的重要设备其自动、连续生产的实现对提高冷轧企业效益具有重要意义。本文简单论述了首钢京唐2230酸轧生产线卷取机的工作流程使技术人员能够更好地了解卷取机清楚其工作原理从而为卷取机的维护提供便利也有利于对卷取机进行优化改造。关键词:卷取机自动卷取连续卷取1、前言冷轧产品的产品附加值比较高因此单位时间内冷轧产品产量越大效益越高。而提高单位时间内冷轧产品产量的一个重要途径是进行连续生产即生产线设