
一种全极耳卷芯及使用该全极耳卷芯的电池.pdf

悠柔****找我


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种全极耳卷芯及使用该全极耳卷芯的电池.pdf
本发明公开了一种全极耳卷芯及使用该全极耳卷芯的电池,包括位于中部的涂布区和位于两端焊接极耳连接片的留箔区,所述留箔区沿厚度方向裁剪形成缺口,使电解液可从缺口处侵入涂布区。本发明可提高电解液进入卷芯内部的速度,使电解液浸润均匀,提高效率和电池性能。提供一种同时适用于铝壳和软包电池的全极耳卷芯结构;同时可减少极耳焊接处的箔材厚度,提高焊接可靠性和焊接质量提高。

一种全极耳电芯、电池及装配方法.pdf
本发明提供了一种全极耳电芯、电池及装配方法,所述全极耳极片包括集流体,所述集流体表面由一侧边缘至另一侧边缘依次分为揉平区、打孔区和涂布区,所述涂布区形成极片,所述打孔区和揉平区形成全极耳,所述打孔区位于所述全极耳的根部;所述涂布区内设置有浆料层,所述打孔区内开设若干通孔,所述通孔的孔径为0.2~2mm;所述打孔区的孔隙率为15~50%;所述全极耳电芯的揉平部设置有锡膏层。本发明通过在全极耳极片的一侧留白区内划分出揉平区和打孔区,在揉平区揉皱压平提高焊接良率,在打孔区打孔形成电解液流道,提升浸润效果,成本低

一种全极耳电芯结构.pdf
本发明提供一种全极耳电芯结构,包括过流装置和电芯,其中,所述电芯的两端均为全极耳;所述过流装置设置有两个,两个所述过流装置分别与所述电芯的两个所述全极耳连接;所述过流装置包括盖板和集流盘,所述盖板上设置有电极,所述集流盘的一侧面与所述盖板通过弹性件连接,所述集流盘的另一侧面与所述全极耳连接。该结构实现了电芯和电极之间的有效连接及方便过流的目的,全极耳与电极之间无需焊接,大大的节省了成本,提高了效率,改善了电芯的电性能并保障了电芯的安全。

卷芯、方形全极耳锂离子电池及电池制作方法.pdf
本发明公开了一种卷芯、方形全极耳锂离子电池及电池制作方法,涉及锂离子电池技术领域,卷芯包括正极集流体和负极集流体,正极集流体和负极集流体卷绕在一起;正极集流体的一侧涂覆有正极材料,另一侧留有第一空白区域,第一空白区域的宽度从内层到外层逐渐增大,各层第一空白区域卷绕成正极极耳;负极集流体的一侧涂覆有负极材料,另一侧留有第二空白区域,第二空白区域的宽度从内层到外层逐渐增大,各层第二空白区域卷绕成负极极耳;正极极耳和负极极耳分别位于卷芯的两端。本发明的优点在于:能够减少焊接后的极耳厚度,超声焊接时容易控制。
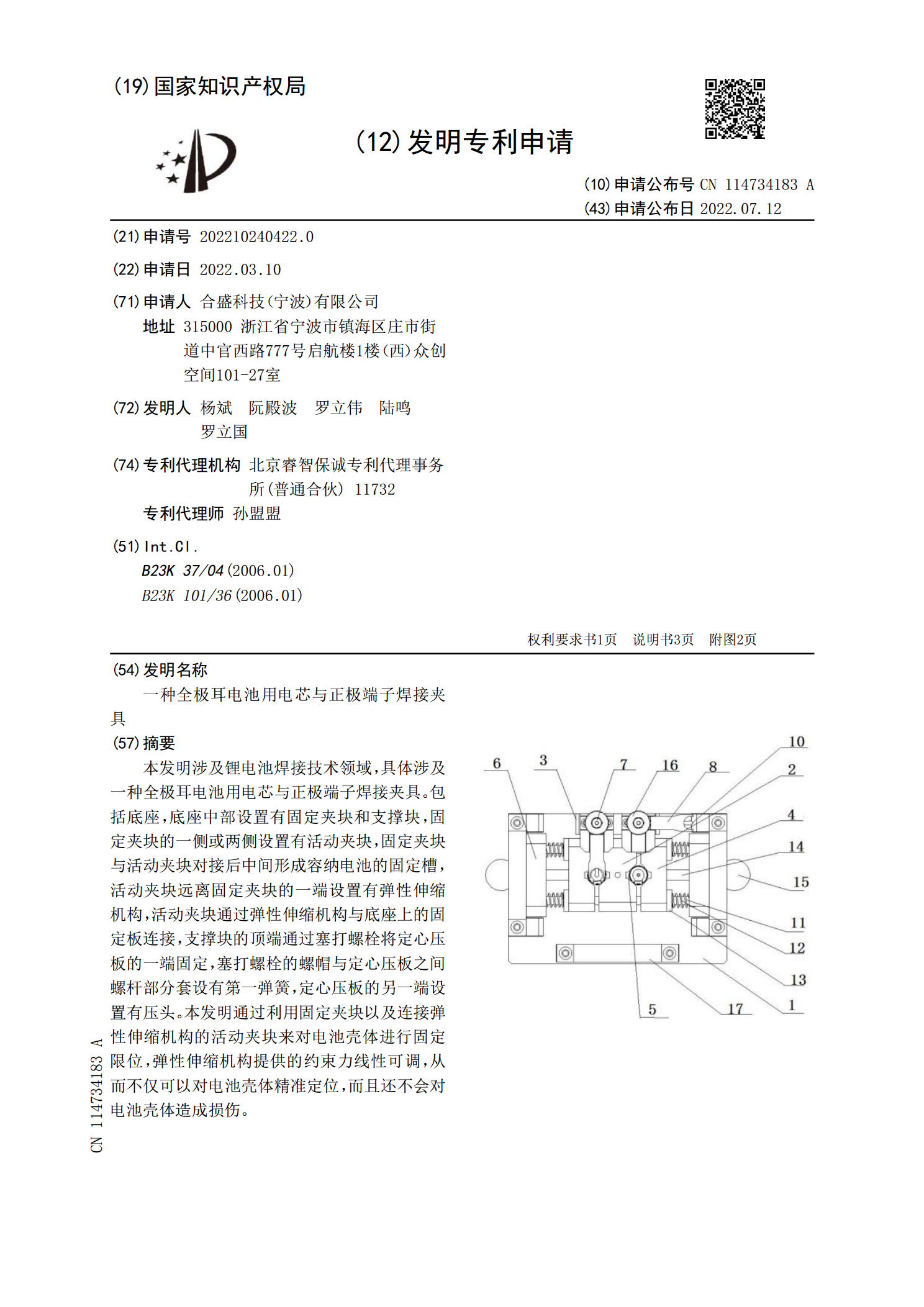
一种全极耳电池用电芯与正极端子焊接夹具.pdf
本发明涉及锂电池焊接技术领域,具体涉及一种全极耳电池用电芯与正极端子焊接夹具。包括底座,底座中部设置有固定夹块和支撑块,固定夹块的一侧或两侧设置有活动夹块,固定夹块与活动夹块对接后中间形成容纳电池的固定槽,活动夹块远离固定夹块的一端设置有弹性伸缩机构,活动夹块通过弹性伸缩机构与底座上的固定板连接,支撑块的顶端通过塞打螺栓将定心压板的一端固定,塞打螺栓的螺帽与定心压板之间螺杆部分套设有第一弹簧,定心压板的另一端设置有压头。本发明通过利用固定夹块以及连接弹性伸缩机构的活动夹块来对电池壳体进行固定限位,弹性伸缩