
浅谈大型汽轮发电机转子线圈的装配工艺改进.docx

俊凤****bb


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

浅谈大型汽轮发电机转子线圈的装配工艺改进.docx
浅谈大型汽轮发电机转子线圈的装配工艺改进[摘要]生产厂家处于对自身效益最大化的追求在生产的过程中往往注重生产效率的提高对于汽轮发电机而言由于生产产品的特殊性在生产过程中尤其注重的是快速简练生产产品质量等这几方面的因素。而对于大型汽轮发电机转子而言在生产时需要考虑到的因素则更多其中包括包装过程平衡性能等各方面的试验。本文将从生产中出现的实际情况出发阐述大型汽轮发电机转子线圈的特点提出了装配的工艺路线和加工方法并针对装配中可能出现的问题进行预见以期提出了合理的解决方案使得产品装
浅谈大型汽轮发电机转子线圈的装配工艺改进.docx
浅谈大型汽轮发电机转子线圈的装配工艺改进[摘要]生产厂家处于对自身效益最大化的追求在生产的过程中往往注重生产效率的提高对于汽轮发电机而言由于生产产品的特殊性在生产过程中尤其注重的是快速简练生产产品质量等这几方面的因素。而对于大型汽轮发电机转子而言在生产时需要考虑到的因素则更多其中包括包装过程平衡性能等各方面的试验。本文将从生产中出现的实际情况出发阐述大型汽轮发电机转子线圈的特点提出了装配的工艺路线和加工方法并针对装配中可能出现的问题进行预见以期提出了合理的解决方案使得产品装
汽轮发电机转子线圈端部扁绕工艺.pdf
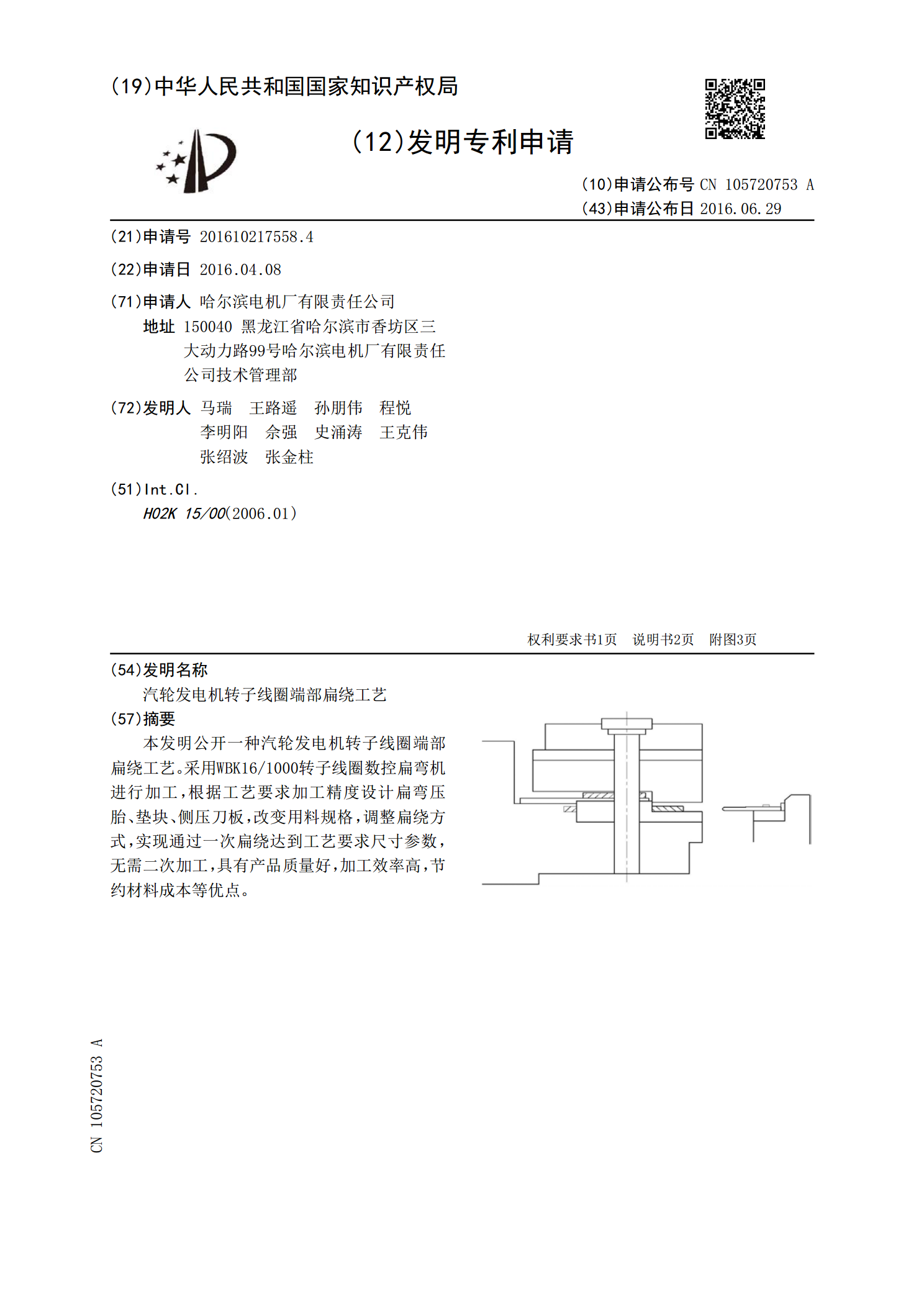
本发明公开一种汽轮发电机转子线圈端部扁绕工艺。采用WBK16/1000转子线圈数控扁弯机进行加工,根据工艺要求加工精度设计扁弯压胎、垫块、侧压刀板,改变用料规格,调整扁绕方式,实现通过一次扁绕达到工艺要求尺寸参数,无需二次加工,具有产品质量好,加工效率高,节约材料成本等优点。

大型汽轮发电机转子线圈槽衬切边定位导向装置.pdf
本发明公开了一种大型汽轮发电机转子线圈槽衬切边定位导向装置,由模板、压辊、压辊架、调整垫、分料板Ⅰ、分料板Ⅱ、滚轮和聚氨酯衬板等组成,在模板中部两侧对称安装调整垫、压辊架和压辊,模板尾部两侧安装分料板Ⅰ、分料板Ⅱ,模板中部两侧粘接聚氨酯衬板,模板底部槽内安装滚轮,加工槽衬时槽衬从模板前端进入,通过压辊、聚氨酯衬板和滚轮定位导向,加工时,槽衬向模板边后移动,槽衬通过分料板出去,这种结构定位准确,一次安装完成,可以长时间使用,由于压辊位置可调,可以加工不同厚度的槽衬,采用相同结构的模版,安装尺寸相同,可以加工

大型汽轮发电机转子线圈数控无模弯形技术的开发.docx
大型汽轮发电机转子线圈数控无模弯形技术的开发大型汽轮发电机转子线圈数控无模弯形技术的开发摘要:随着电力需求的不断增长,电力行业对于发电设备的要求也越来越高。大型汽轮发电机作为一种重要的发电设备,其转子线圈的制造质量直接关系到发电机的工作效率和可靠性。传统的制造方法存在着成本高、生产周期长、精度不高等问题。为了提高大型汽轮发电机转子线圈制造的效率和质量,本文针对大型汽轮发电机转子线圈的制造问题,提出了一种基于数控无模弯形技术的解决方案。通过对该技术的分析和实验验证,证明该技术在大型汽轮发电机转子线圈制造中具