
槽型腔及加工方法.pdf

Jo****31


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

槽型腔及加工方法.pdf
本发明公开了一种槽型腔的加工方法,用于在导流盘上沿周向开设槽型腔,槽型腔包括在壁体上从外界沿直线方向开设的外槽腔以及沿外槽腔的槽底壁在一侧的槽侧壁上开设的内槽腔,外槽腔的槽底壁与内槽腔位于内侧的槽内侧壁连接成斜面,外槽腔的槽底壁为上斜面,内槽腔位于内侧的槽内侧壁为下斜面,包括以下步骤:采用直形槽刀切削去余量后加工得到外槽腔,且位于槽底壁的上斜面上用于连接下斜面的区域留有余量;采用“7”字形槽刀的折弯部伸入外槽腔中,通过“7”字形槽刀沿外槽腔的槽底壁在一侧的槽侧壁上切削去余量加工得到内槽腔,同时将上斜面的余

大导程内螺旋槽型腔的加工工艺.docx
大导程内螺旋槽型腔的加工工艺大导程内螺旋槽型腔的加工工艺引言:随着工业的不断发展,对于加工工艺的需求也越来越高。在很多机械加工领域中,大导程内螺旋槽型腔的加工是一项非常重要的工艺。本论文将围绕大导程内螺旋槽型腔的加工工艺展开讨论,主要介绍加工工艺的原理、方法和常见问题等方面的内容。一、大导程内螺旋槽型腔的概述大导程内螺旋槽型腔是一种常见的腔体结构,广泛应用于航空航天、汽车工业、机械制造等领域。它具有优秀的密封性能和承载能力,因此在高压、高温和高速工况下,其应用非常广泛。二、大导程内螺旋槽型腔加工工艺的原理
腔型薄壁件加工的稳固方法.pdf
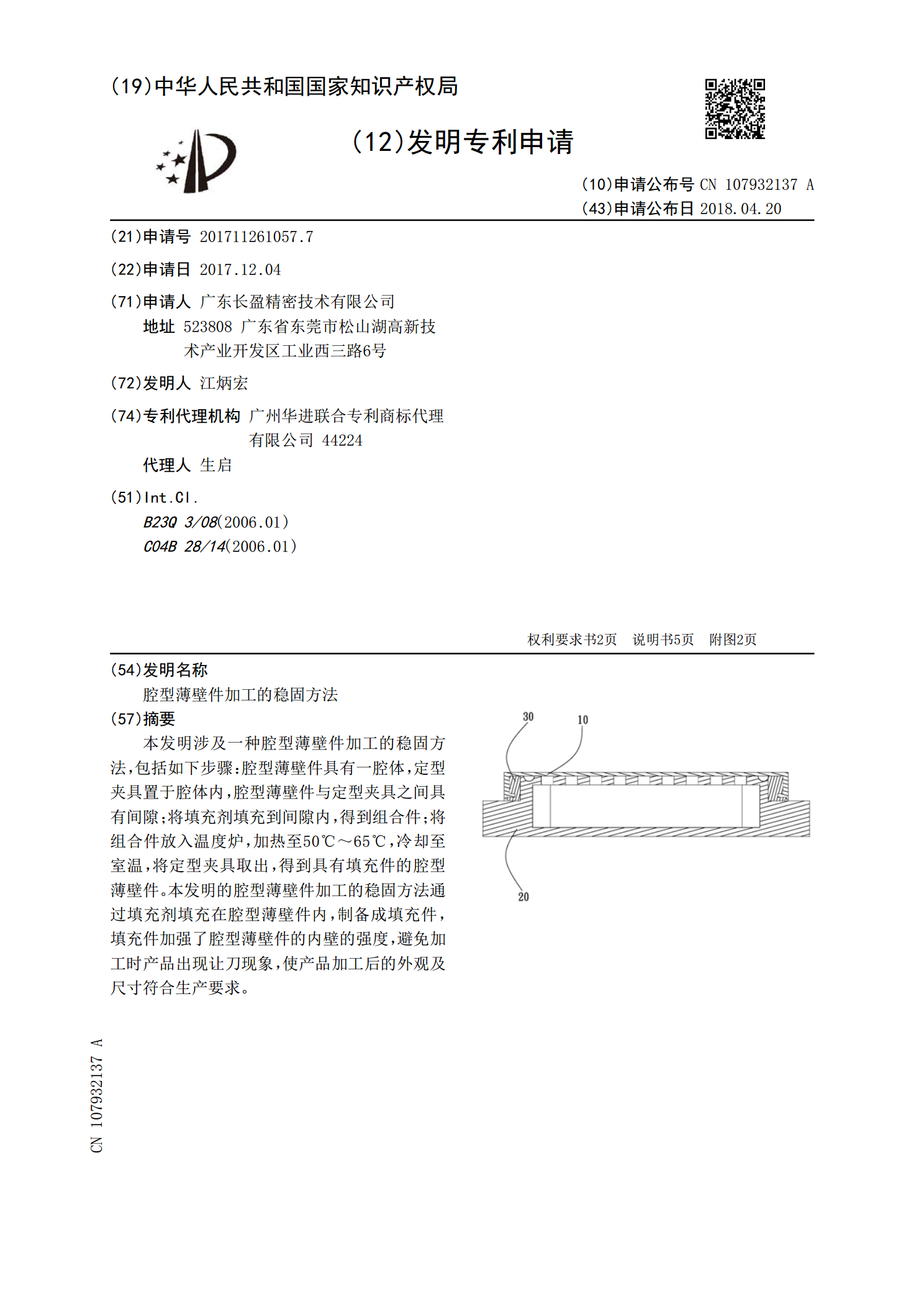
本发明涉及一种腔型薄壁件加工的稳固方法,包括如下步骤:腔型薄壁件具有一腔体,定型夹具置于腔体内,腔型薄壁件与定型夹具之间具有间隙;将填充剂填充到间隙内,得到组合件;将组合件放入温度炉,加热至50℃~65℃,冷却至室温,将定型夹具取出,得到具有填充件的腔型薄壁件。本发明的腔型薄壁件加工的稳固方法通过填充剂填充在腔型薄壁件内,制备成填充件,填充件加强了腔型薄壁件的内壁的强度,避免加工时产品出现让刀现象,使产品加工后的外观及尺寸符合生产要求。

枞树型轮槽加工方法研究.docx
枞树型轮槽加工方法研究枞树型轮槽是一种常见的轮槽形状,具有较大的径向厚度和槽宽,适用于传动轴承等领域。在制造过程中,枞树型轮槽的加工是一个关键的步骤,具有较高的复杂性和难度。本文将对枞树型轮槽的加工方法进行研究,并探讨其加工过程中的关键技术和存在的问题。一、枞树型轮槽加工方法的常见技术枞树型轮槽加工方法主要有以下几种常见技术:铣削加工、齿轮刀加工和激光加工等。1.铣削加工:铣削加工是一种常见的机械加工方法,适用于枞树型轮槽的制造。该方法使用铣削刀具,在工件表面上切削出轮槽形状,通过控制刀具的进给和转速等参

T型槽的多刀加工方法.docx
T型槽的多刀加工方法T型槽是一种常见的加工结构,广泛应用于机械制造、建筑工程和汽车制造等领域。在T型槽的加工过程中,多刀加工方法是一种常用的加工手段。本文将围绕T型槽的多刀加工方法展开讨论,主要包括多刀加工的优势与特点、多刀加工的工艺流程以及多刀加工在T型槽加工中的应用实例等内容。一、多刀加工的优势与特点多刀加工是一种使用多把刀具同时进行加工的方法,相比于传统的单刀加工方法,具有如下优势与特点:1.提高加工效率:多刀加工可以同时对工件进行多道工序的加工,大大缩短了生产周期,提高了加工效率。同时,由于多刀同