
多工位智能组装检测设备.pdf

葫芦****io


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

多工位智能组装检测设备.pdf
本发明公开了一种多工位智能组装检测设备,包括底座、驱动机构和分度盘,所述分度盘包括中间的固定部和周侧的转动部,所述固定部与所述底座固定连接,所述转动部与所述固定部活动连接,所述驱动机构与所述转动部传动连接从而实现所述转动部的间歇转动,围绕所述转动部设置有若干工位,所述转动部上沿周侧均匀设置有若干工装夹具,所述工装夹具与所述工位的数量一致。本发明利用高精度分度结构与高稳定性组装及检测部件相结合,能保证产品组装的稳定性、测量准确性以及设备的高可靠性,满足电子控制单元高速自动化生产的需求。经济、可靠且集成度高。
多工位视觉检测设备.pdf
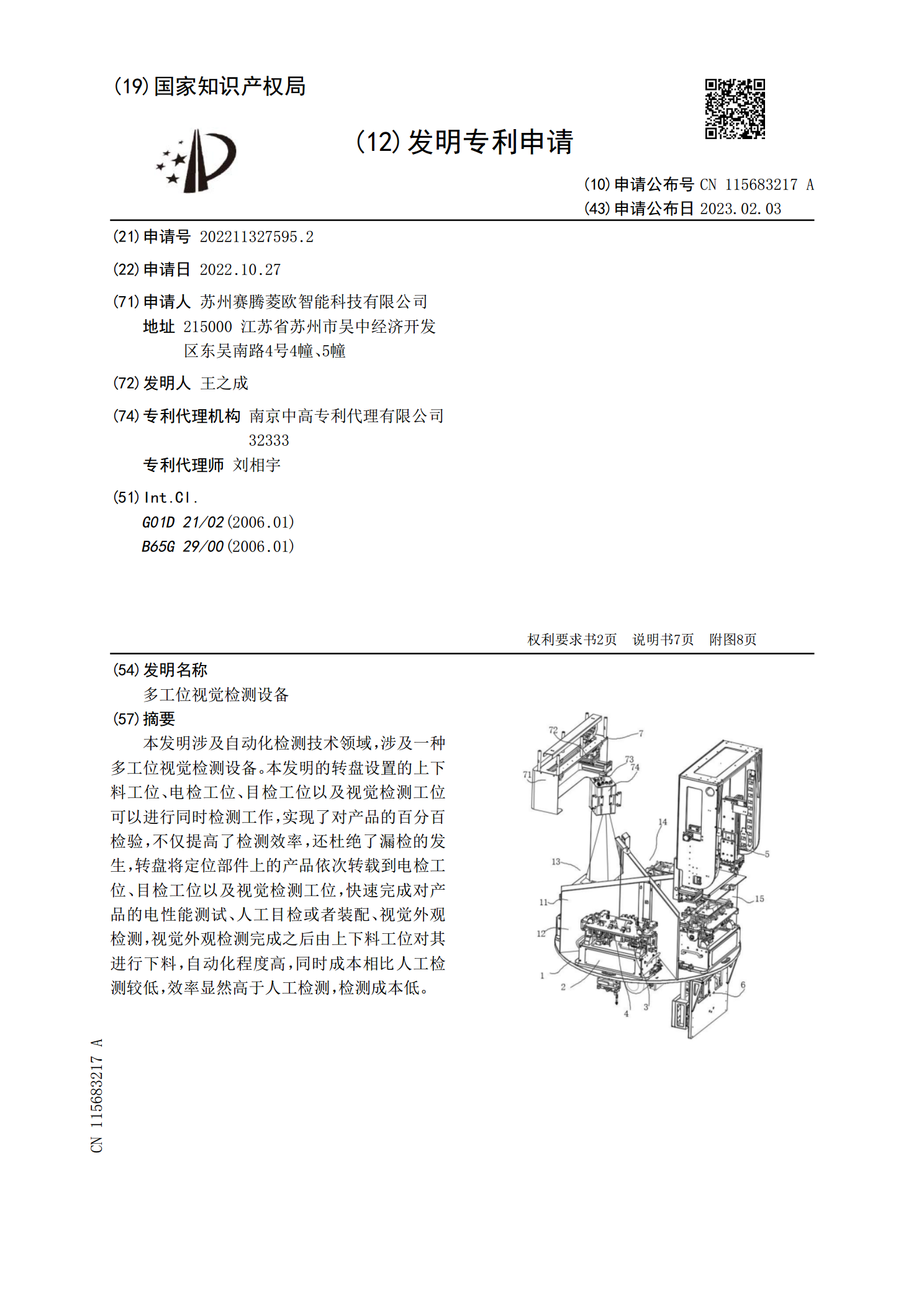
本发明涉及自动化检测技术领域,涉及一种多工位视觉检测设备。本发明的转盘设置的上下料工位、电检工位、目检工位以及视觉检测工位可以进行同时检测工作,实现了对产品的百分百检验,不仅提高了检测效率,还杜绝了漏检的发生,转盘将定位部件上的产品依次转载到电检工位、目检工位以及视觉检测工位,快速完成对产品的电性能测试、人工目检或者装配、视觉外观检测,视觉外观检测完成之后由上下料工位对其进行下料,自动化程度高,同时成本相比人工检测较低,效率显然高于人工检测,检测成本低。
多工位移载机构及电机轴承组装设备.pdf
一种多工位移载机构及电机轴承组装设备,属于电机装配技术领域。该多工位移载机构包括X轴移载组件、Y轴间距调整组件和至少一组Z轴升降组件;Z轴升降组件包括滚珠丝杆和与滚珠丝杆中螺母固定连接的升降台,滚珠丝杆中丝杆上端设有作业台,滚珠丝杆中丝杆下端穿设在支座上,丝杆下端与驱动电机传动连接;Y轴间距调整组件包括两组支撑板,两组支撑板分别固定连接在一一对应设置的支撑架上;支撑架两两一对设置在双向丝杆上,双向丝杆与驱动电机传动连接;X轴移载部件包括沿X轴轴向延伸且设有夹持组件的移载板,移载板沿X轴轴向一一对应、滑动设

一种多工位物料组装转盘.pdf
本发明公开了一种多工位物料组装转盘,其结构包括操作框、外框、横架、底板和线体,所述操作框上设有外框,所述外框的上方设有横架,所述横架通过外框与操作框固定连接,所述操作框的内部设有底板,所述底板的表面设有线体,所述线体通过底板与操作框固定连接,该一种多工位物料组装转盘,可通过设置支撑组件,支撑组件在下压过程中顶住转盘下压位置,下压气缸开始下压,便于对上方操作中产生的压力进行缓冲,可通过设置旋转组件,旋转组件上设置带有驱动轴承的驱动电机,配合履带影响含有凸轮分割器轴承的凸轮分割器,可促使上方的旋转轴承带动含有
一种多工位多设备智能运输与搬运调控方法.pdf
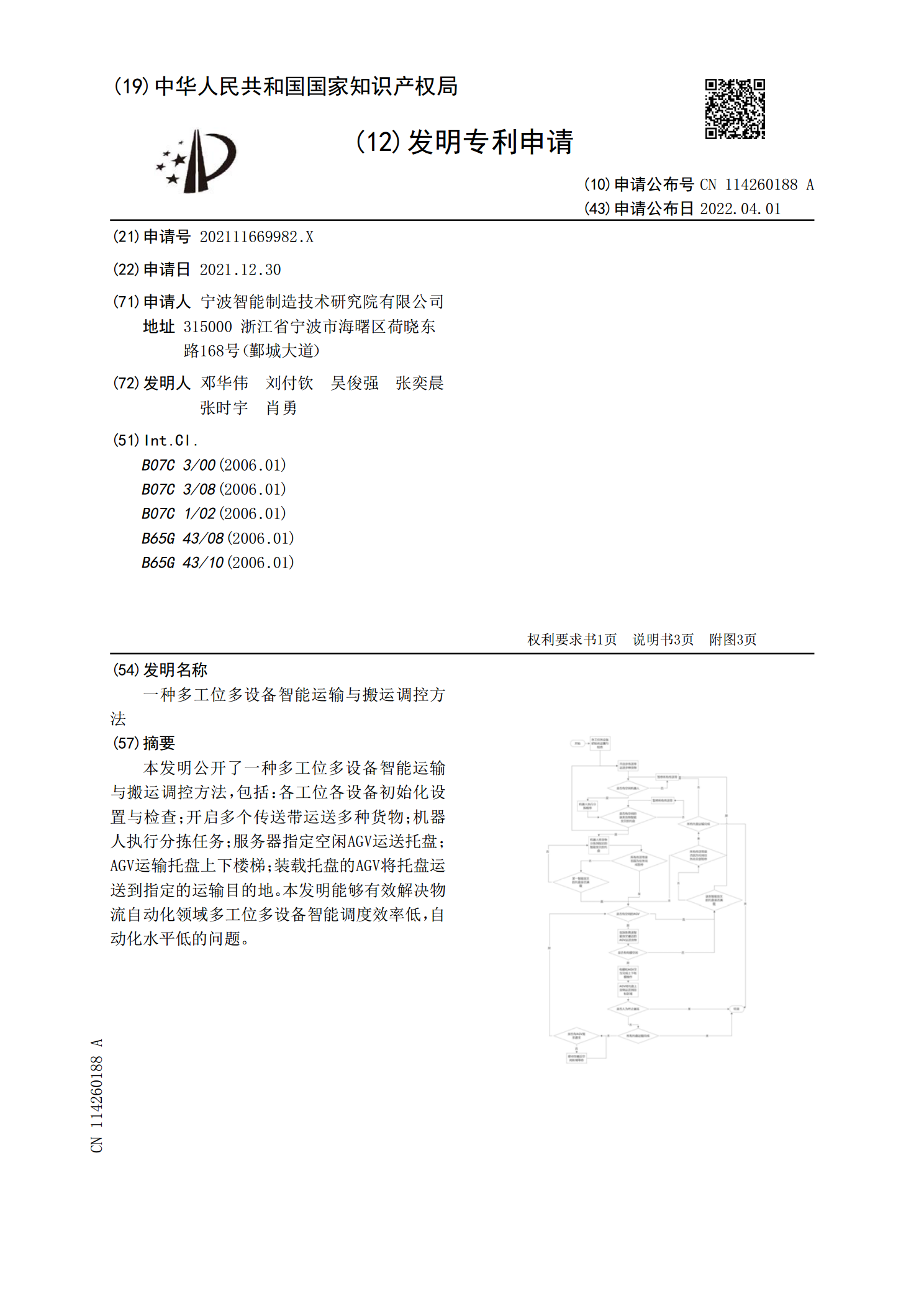
本发明公开了一种多工位多设备智能运输与搬运调控方法,包括:各工位各设备初始化设置与检查;开启多个传送带运送多种货物;机器人执行分拣任务;服务器指定空闲AGV运送托盘;AGV运输托盘上下楼梯;装载托盘的AGV将托盘运送到指定的运输目的地。本发明能够有效解决物流自动化领域多工位多设备智能调度效率低,自动化水平低的问题。