
一种包装杯热压成型模具.pdf

映雁****魔王


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种包装杯热压成型模具.pdf
本发明公开了热压成型模具领域内的一种包装杯热压成型模具,包括底座,底座的左右两侧固定设置有定位块一和定位块二,定位块一和定位块二之间设置有下模板,下模板上设置有若干定位孔,每个定位孔的内径为12~15mm,所述下模板的定位孔内插入有定位杆,定位杆的外径与定位孔的内径相匹配,所述定位杆的上方设置有固定板,固定板的上方设置有上模板,上模板设置为梯形,上模板和下模板之间留有型腔,型腔的形状为杯体,所述上模板的上方固定连接有顶板,顶板的左右两端均设置有定位凹槽,定位凹槽内插入有固定杆,固定杆的下端顶靠在下模板上。
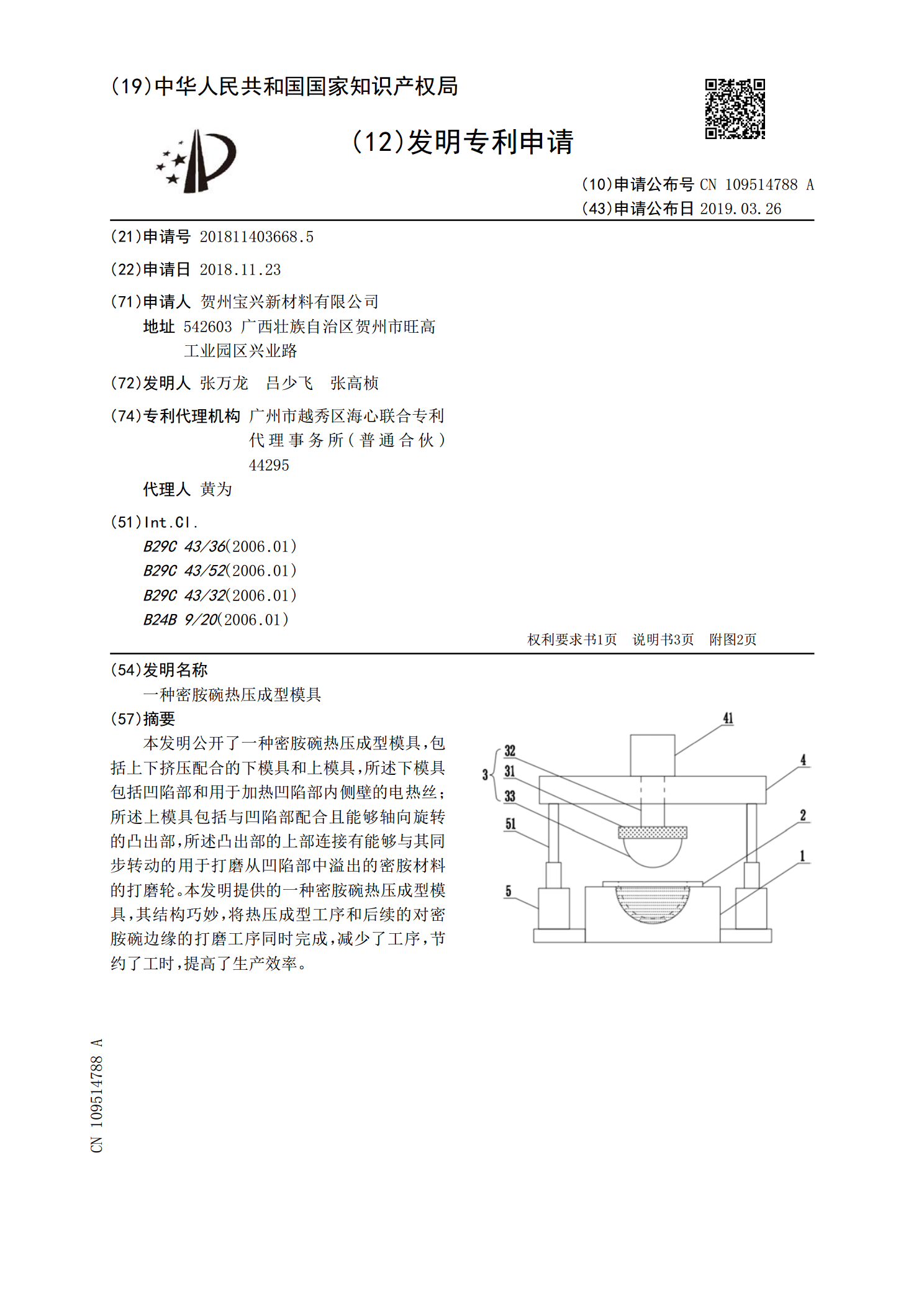
一种密胺碗热压成型模具.pdf
本发明公开了一种密胺碗热压成型模具,包括上下挤压配合的下模具和上模具,所述下模具包括凹陷部和用于加热凹陷部内侧壁的电热丝;所述上模具包括与凹陷部配合且能够轴向旋转的凸出部,所述凸出部的上部连接有能够与其同步转动的用于打磨从凹陷部中溢出的密胺材料的打磨轮。本发明提供的一种密胺碗热压成型模具,其结构巧妙,将热压成型工序和后续的对密胺碗边缘的打磨工序同时完成,减少了工序,节约了工时,提高了生产效率。
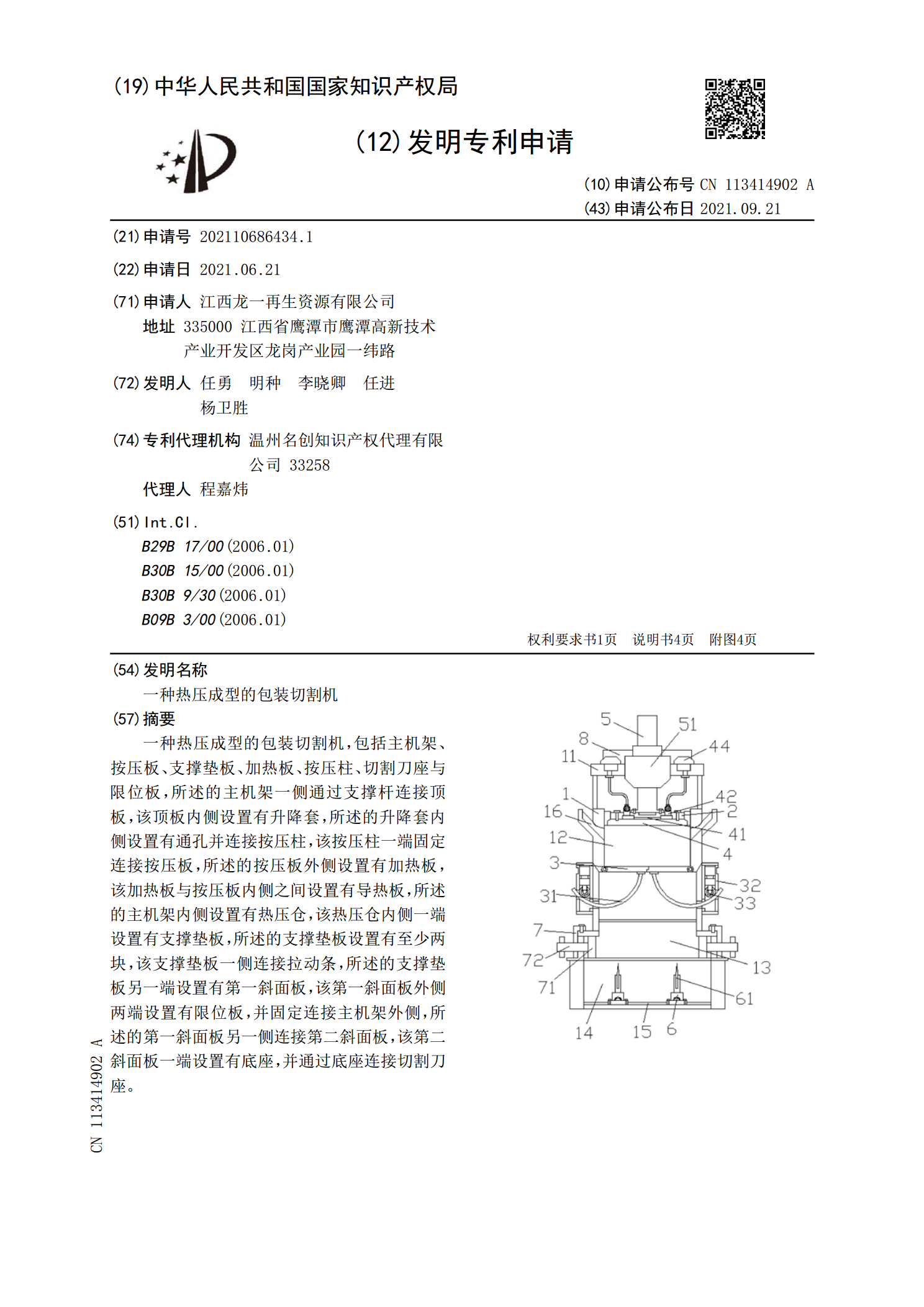
一种热压成型的包装切割机.pdf
一种热压成型的包装切割机,包括主机架、按压板、支撑垫板、加热板、按压柱、切割刀座与限位板,所述的主机架一侧通过支撑杆连接顶板,该顶板内侧设置有升降套,所述的升降套内侧设置有通孔并连接按压柱,该按压柱一端固定连接按压板,所述的按压板外侧设置有加热板,该加热板与按压板内侧之间设置有导热板,所述的主机架内侧设置有热压仓,该热压仓内侧一端设置有支撑垫板,所述的支撑垫板设置有至少两块,该支撑垫板一侧连接拉动条,所述的支撑垫板另一端设置有第一斜面板,该第一斜面板外侧两端设置有限位板,并固定连接主机架外侧,所述的第一斜
一种硅胶成型模具及硅胶产品热压成型机.pdf
本发明公开一种硅胶成型模具及硅胶产品热压成型机,硅胶成型模具包括上模板、下模板以及中模组合体,中模组合体可拆卸连接于上模板与下模板之间,中模组合体包括中模板和若干模芯,若干模芯沿左右方向排列设置,且若干模芯均可拆卸连接于中模板上,相邻的两个模芯之间形成有中间腔体,上模板的下表面形成有若干与中间腔体一一对应的上腔体,下模板的上表面形成有若干与中间腔体一一对应的下腔体,上模板、中模组合体以及下模板合模时,中间腔体的上下两端分别与上腔体和下腔体配合连通形成产品型腔。本发明采用上下左右四个方向脱模,实现复杂结构的
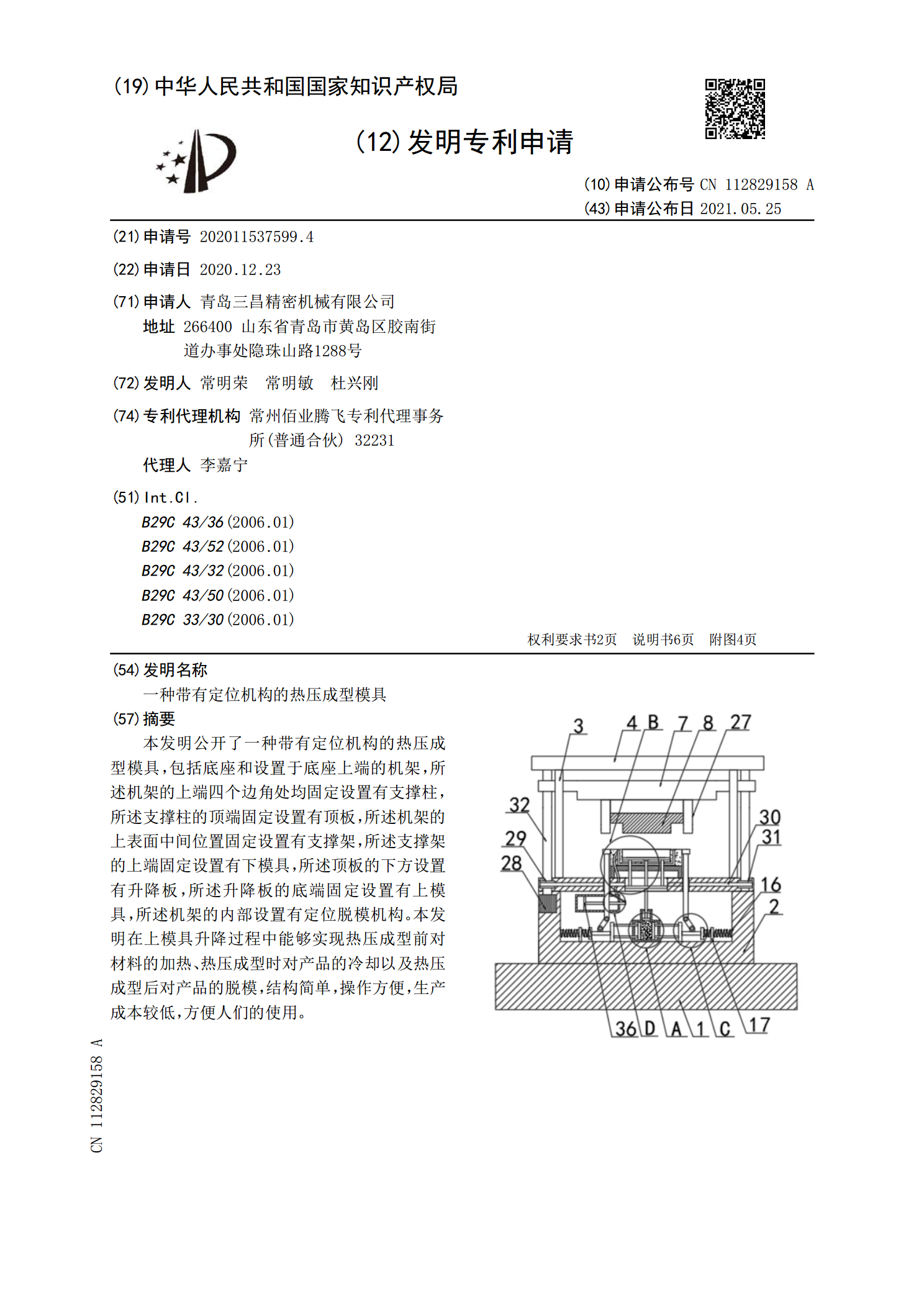
一种带有定位机构的热压成型模具.pdf
本发明公开了一种带有定位机构的热压成型模具,包括底座和设置于底座上端的机架,所述机架的上端四个边角处均固定设置有支撑柱,所述支撑柱的顶端固定设置有顶板,所述机架的上表面中间位置固定设置有支撑架,所述支撑架的上端固定设置有下模具,所述顶板的下方设置有升降板,所述升降板的底端固定设置有上模具,所述机架的内部设置有定位脱模机构。本发明在上模具升降过程中能够实现热压成型前对材料的加热、热压成型时对产品的冷却以及热压成型后对产品的脱模,结构简单,操作方便,生产成本较低,方便人们的使用。