
浅析机车弹簧磁粉探伤原理及操作方法.docx

猫巷****松臣


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

浅析机车弹簧磁粉探伤原理及操作方法.docx
浅析机车弹簧磁粉探伤原理及操作方法摘要:本文主要分析电力机车弹簧裂损的原因及裂纹容易产生位置介绍磁粉探伤基本原理提出了磁粉湿法探伤方法并介绍缺陷判断方法、特点以及探伤检测时注意的问题。关键词:弹簧探伤;磁化;裂纹引言机车安全是铁路发展过程中一个永恒的主题机车设计了一系弹簧悬挂装置和二系弹簧悬挂装置。若一系弹簧由于裂损发生断裂将引起机车大部件的裂损走行部震动导致紧固螺栓松动造成机械走行部部件脱落引发机车运用安全事故严重威胁机车运用安全。若二系弹簧断
浅析机车弹簧磁粉探伤原理及操作方法.docx
浅析机车弹簧磁粉探伤原理及操作方法摘要:本文主要分析电力机车弹簧裂损的原因及裂纹容易产生位置介绍磁粉探伤基本原理提出了磁粉湿法探伤方法并介绍缺陷判断方法、特点以及探伤检测时注意的问题。关键词:弹簧探伤;磁化;裂纹引言机车安全是铁路发展过程中一个永恒的主题机车设计了一系弹簧悬挂装置和二系弹簧悬挂装置。若一系弹簧由于裂损发生断裂将引起机车大部件的裂损走行部震动导致紧固螺栓松动造成机械走行部部件脱落引发机车运用安全事故严重威胁机车运用安全。若二系弹簧断
一种弹簧磁粉探伤方法与装置.pdf
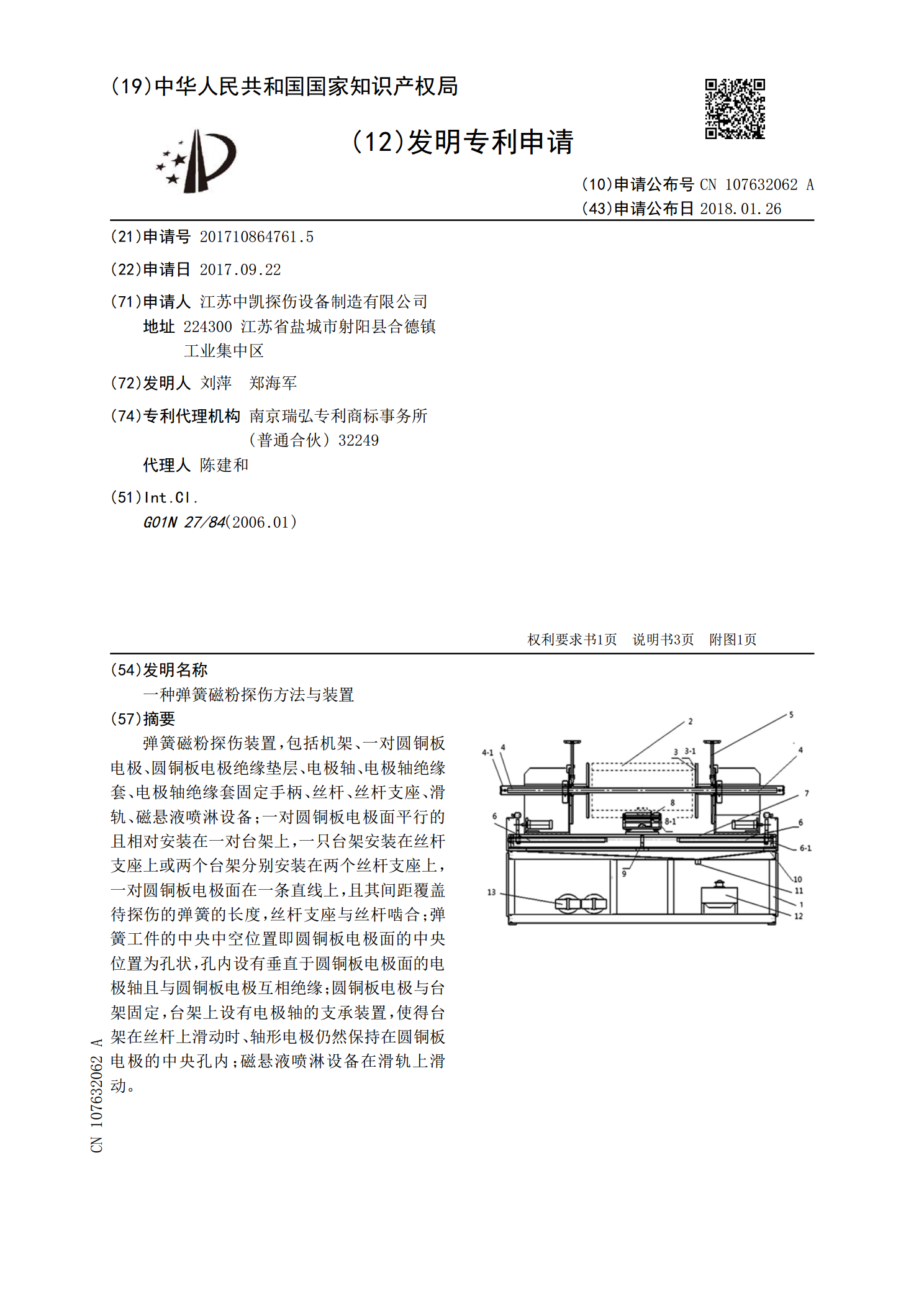
弹簧磁粉探伤装置,包括机架、一对圆铜板电极、圆铜板电极绝缘垫层、电极轴、电极轴绝缘套、电极轴绝缘套固定手柄、丝杆、丝杆支座、滑轨、磁悬液喷淋设备;一对圆铜板电极面平行的且相对安装在一对台架上,一只台架安装在丝杆支座上或两个台架分别安装在两个丝杆支座上,一对圆铜板电极面在一条直线上,且其间距覆盖待探伤的弹簧的长度,丝杆支座与丝杆啮合;弹簧工件的中央中空位置即圆铜板电极面的中央位置为孔状,孔内设有垂直于圆铜板电极面的电极轴且与圆铜板电极互相绝缘;圆铜板电极与台架固定,台架上设有电极轴的支承装置,使得台架在丝杆

磁粉探伤_.ppt
磁粉探伤123456789磁畴(a)无外磁场(b)有外磁场缺陷漏磁场(a)水平分量(b)垂直分量(c)合成漏磁场圆柱体内外的磁场(a)圆柱体内(b)圆柱体外穿心棒空心圆柱体内外的磁场缺陷漏磁场(a)水平分量(b)垂直分量(c)合成漏磁场实、空心圆柱体内外的磁场反磁场的影响、局部磁化时的反磁场穿心棒空心圆柱体内外的磁场软、硬磁性材料的磁滞回线圆柱体内外的磁场(a)圆柱体内(b)圆柱体外圆柱体内外的磁场(a)圆柱体内(b)圆柱体外反磁场的影响、局部磁化时的反磁场反磁场的影响、局部磁化时的反磁场磁畴(a)无外磁

磁粉探伤_.ppt
磁粉检测基础1磁粉探伤基础知识1.1磁粉探伤与磁性检测(分类方法)漏磁场探伤:是利用铁磁性材料或工件磁化后,在表面和近表面如有不连续性(材料的均质状态即致密性受到破坏)存在,则在不连续性处磁力线离开工件和进入工件表面发生局部畸变产生磁极,并形成可检测的漏磁场进行探伤的方法。漏磁场探伤包括磁粉探伤和利用检测元件探测漏磁场。其区别在于,磁粉探伤是利用铁磁性粉末-磁粉,作为磁场的传感器,即利用漏磁场吸附施加在不连续性处的磁粉聚集形成磁痕,从而显示出不连续性的位置、形状和大小。利用检测元件探测漏磁场的磁场传感器有