
一种车灯连接件翻边的连续模及连续模翻边加工方法.pdf

山柳****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种车灯连接件翻边的连续模及连续模翻边加工方法.pdf
本发明公开了一种车灯连接件翻边的连续模及连续模翻边加工方法,包括下模座和上模座,所述的下模座上放置有可间歇水平运动的板类母材,还包括平整工位、冲孔与边料裁断工位、中心裁断工位、中心翘边工位、落料粘连工位、翻边工位、底成型工位、出料工位,所述落料粘连工位的上模座上设置有粘连冲头,所述粘连冲头外切刀上设置有细小凹陷,从而在冲裁后使车灯连接件的半成品与板类母材之间留有细小的粘连,半成品同步移动,所述翻边工位对车灯连接件的半成品进行翻边,加工所述车灯连接件的外翻边,所述翻边凸模将粘连扯断,完成翻边操作。本发明无需
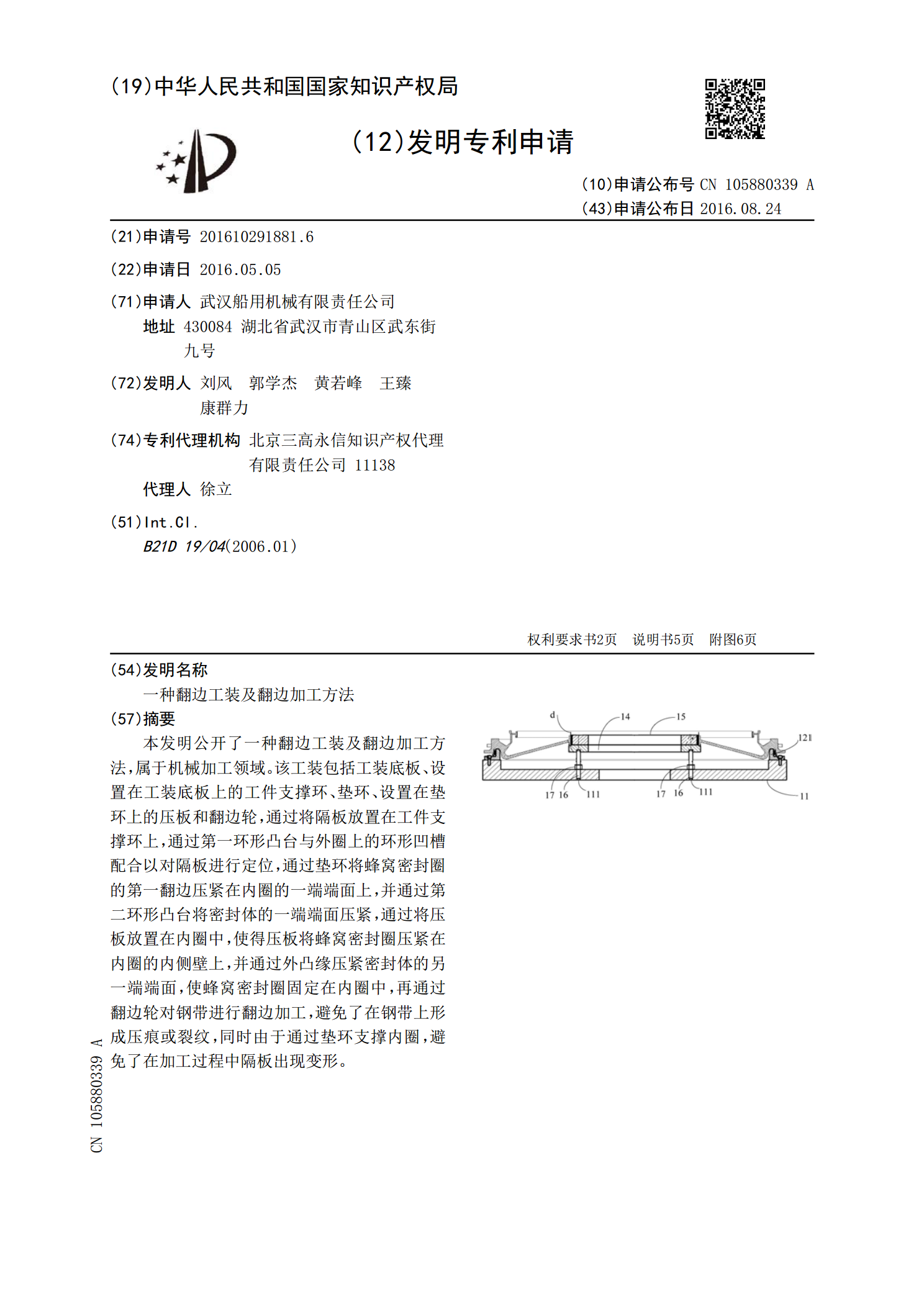
一种翻边工装及翻边加工方法.pdf
本发明公开了一种翻边工装及翻边加工方法,属于机械加工领域。该工装包括工装底板、设置在工装底板上的工件支撑环、垫环、设置在垫环上的压板和翻边轮,通过将隔板放置在工件支撑环上,通过第一环形凸台与外圈上的环形凹槽配合以对隔板进行定位,通过垫环将蜂窝密封圈的第一翻边压紧在内圈的一端端面上,并通过第二环形凸台将密封体的一端端面压紧,通过将压板放置在内圈中,使得压板将蜂窝密封圈压紧在内圈的内侧壁上,并通过外凸缘压紧密封体的另一端端面,使蜂窝密封圈固定在内圈中,再通过翻边轮对钢带进行翻边加工,避免了在钢带上形成压痕或裂
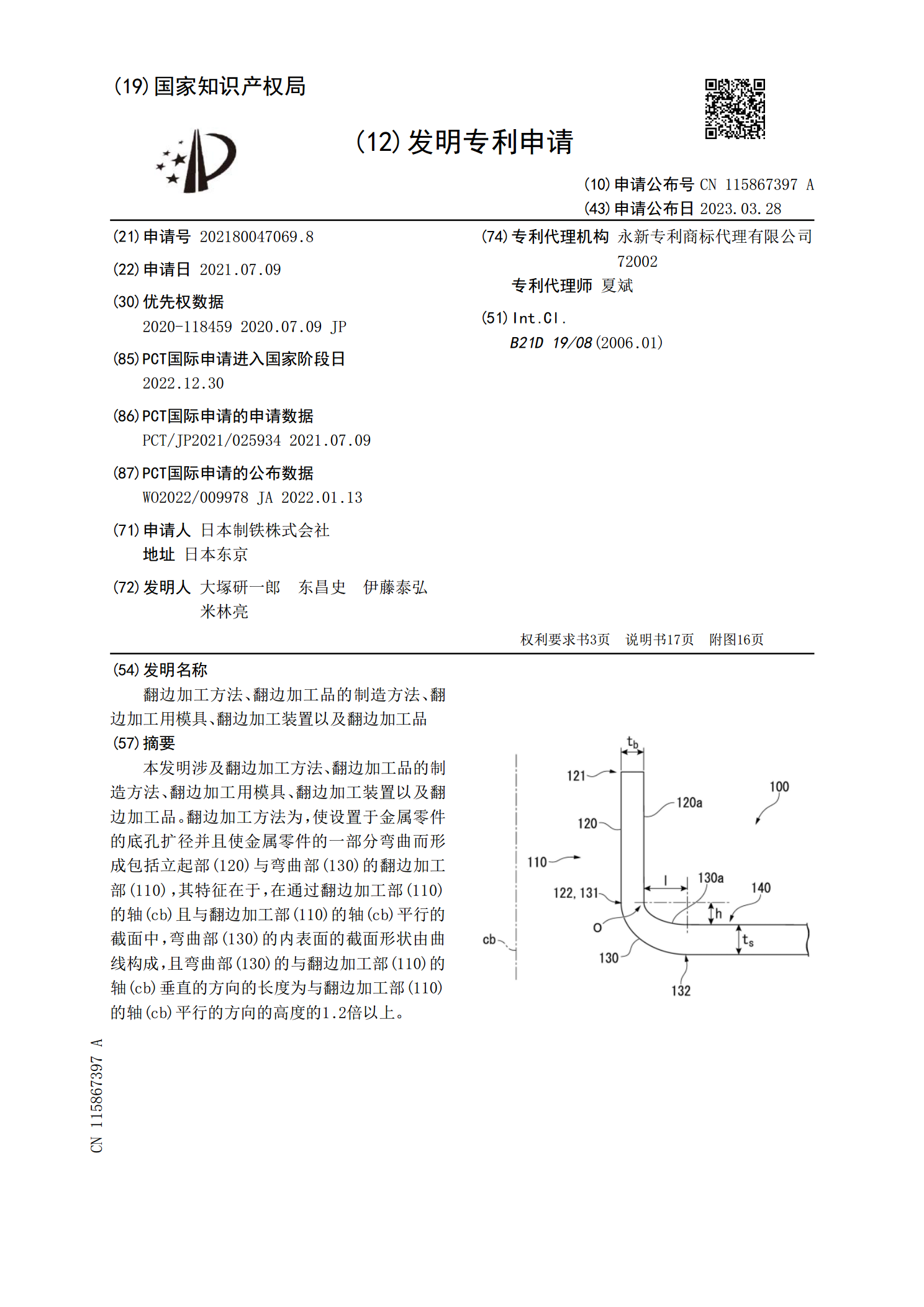
翻边加工方法、翻边加工品的制造方法、翻边加工用模具、翻边加工装置以及翻边加工品.pdf
本发明涉及翻边加工方法、翻边加工品的制造方法、翻边加工用模具、翻边加工装置以及翻边加工品。翻边加工方法为,使设置于金属零件的底孔扩径并且使金属零件的一部分弯曲而形成包括立起部(120)与弯曲部(130)的翻边加工部(110),其特征在于,在通过翻边加工部(110)的轴(cb)且与翻边加工部(110)的轴(cb)平行的截面中,弯曲部(130)的内表面的截面形状由曲线构成,且弯曲部(130)的与翻边加工部(110)的轴(cb)垂直的方向的长度为与翻边加工部(110)的轴(cb)平行的方向的高度的1.2倍以上。

散热片双翻边连续模设计方案探讨.docx
散热片双翻边连续模设计方案探讨Title:DesignConsiderationsforContinuousDual-FlangedHeatSinkAbstract:Heatsinkdesignplaysacriticalroleinmanagingtheheatgeneratedbyelectronicdevicesandmaintainingtheiroptimaloperatingtemperatures.Thispaperexploresthedesignconsiderationsandcons

翻边整形模设计.pptx
会计学第六章翻边整形模设计第六章翻边整形模设计第六章翻边整形模设计第六章翻边整形模设计翻边整形模1、向下翻边3、上下翻边第六章翻边整形模设计第十三章翻边模设计第十三章翻边模设计第十三章翻边模设计第十三章翻边模设计第十三章翻边模设计第十三章翻边模设计第十三章翻边模设计第十三章翻边模设计冲压力的计算冲压力的计算冲压力的计算冲压力的计算冲压力的计算冲压力的计算冲压力的计算冲压力的计算工作行程工作行程工作行程工作行程工作行程工作行程工作行程工作行程工作行程工作行程工作行程凸模托料面的设计凸模托料面的设计凸模托料面