
一种自行车倒刹花鼓中管的加工方法.pdf

听云****君哇


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种自行车倒刹花鼓中管的加工方法.pdf
本发明公开了一种自行车倒刹花鼓中管的加工方法,包括以下步骤;1)下料:将整根钢管切割成长度相等的毛坯料,并留有一定余量;2)冲压成型:将毛坯料放置于冲压模具中,使用重型冲床将毛坯料冷挤压成型,制成半成品;3)机加工:将半成品放置于车床中,通过精密车削加工制成成品中管,本装置中采用钢管代替原有的圆钢作为坯料,实现了中管加工成本的大幅度降低。

共轴倒刹内三增速花鼓.pdf
本发明公开了一种共轴倒刹内三增速花鼓,该花鼓集共轴倒踏刹车、共轴内三变速、共轴加速等功能为一体。花鼓轴上同时装有两组行星轮传动机构和一组倒踏刹车装置。在第一行星轮系中,通过对太阳轮、内齿圈的锁定与否,而得到三种不同的速比;安装在太阳轮、行星架Ⅱ上的千斤,分别和行星架Ⅱ、内齿圈上的棘轮齿槽,形成了两组超越离合器,由此将两组行星轮系组合在一起;第二组行星轮系中,轴皮共轴加速输出;而倒踏刹车装置是由一种改进的滚子摩擦式棘轮机构及附件组成,可实现倒踏刹车,并且制动力矩随倒踏角度的改变而改变。此花鼓,设计巧妙,结构
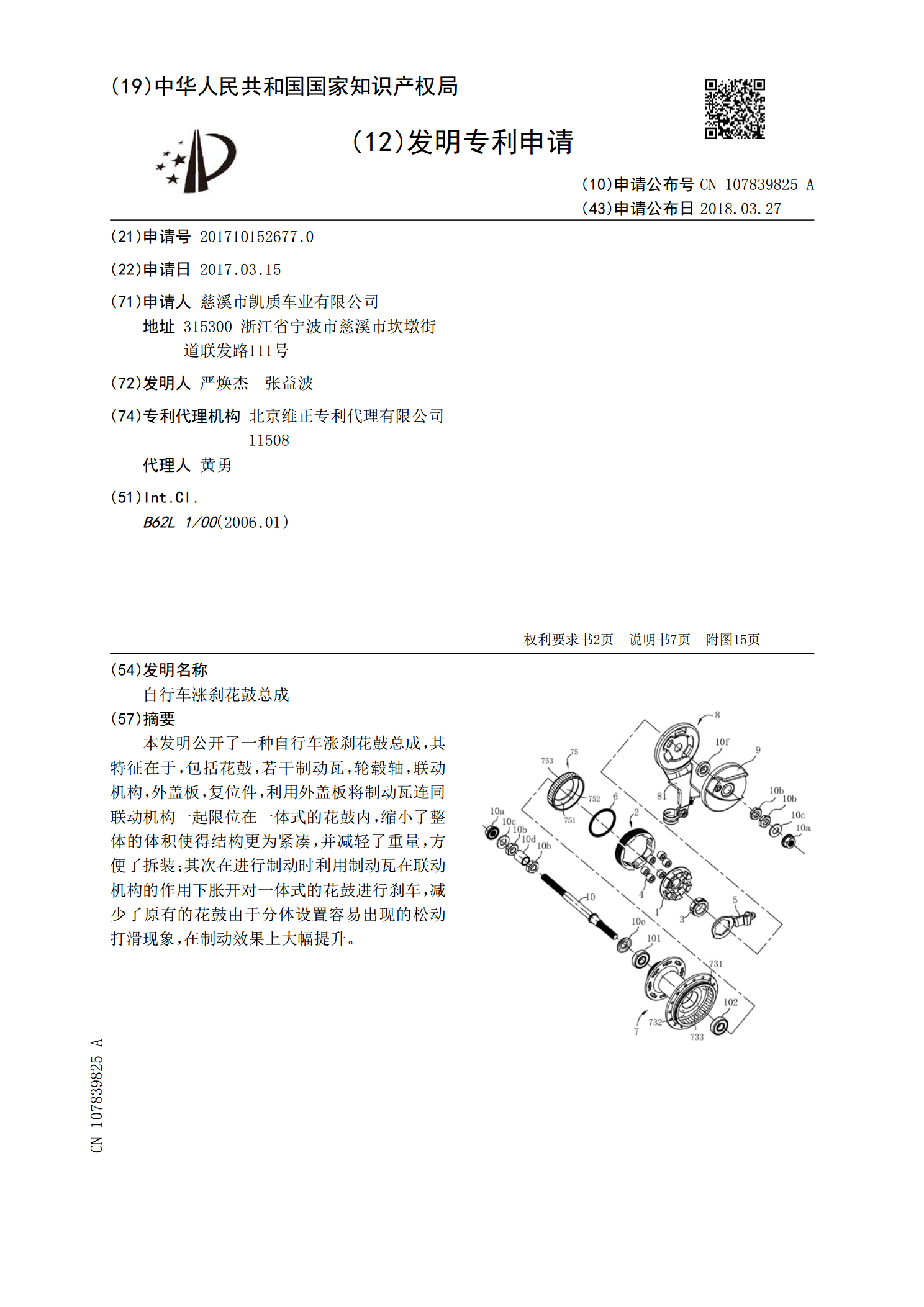
自行车涨刹花鼓总成.pdf
本发明公开了一种自行车涨刹花鼓总成,其特征在于,包括花鼓,若干制动瓦,轮毂轴,联动机构,外盖板,复位件,利用外盖板将制动瓦连同联动机构一起限位在一体式的花鼓内,缩小了整体的体积使得结构更为紧凑,并减轻了重量,方便了拆装;其次在进行制动时利用制动瓦在联动机构的作用下胀开对一体式的花鼓进行刹车,减少了原有的花鼓由于分体设置容易出现的松动打滑现象,在制动效果上大幅提升。
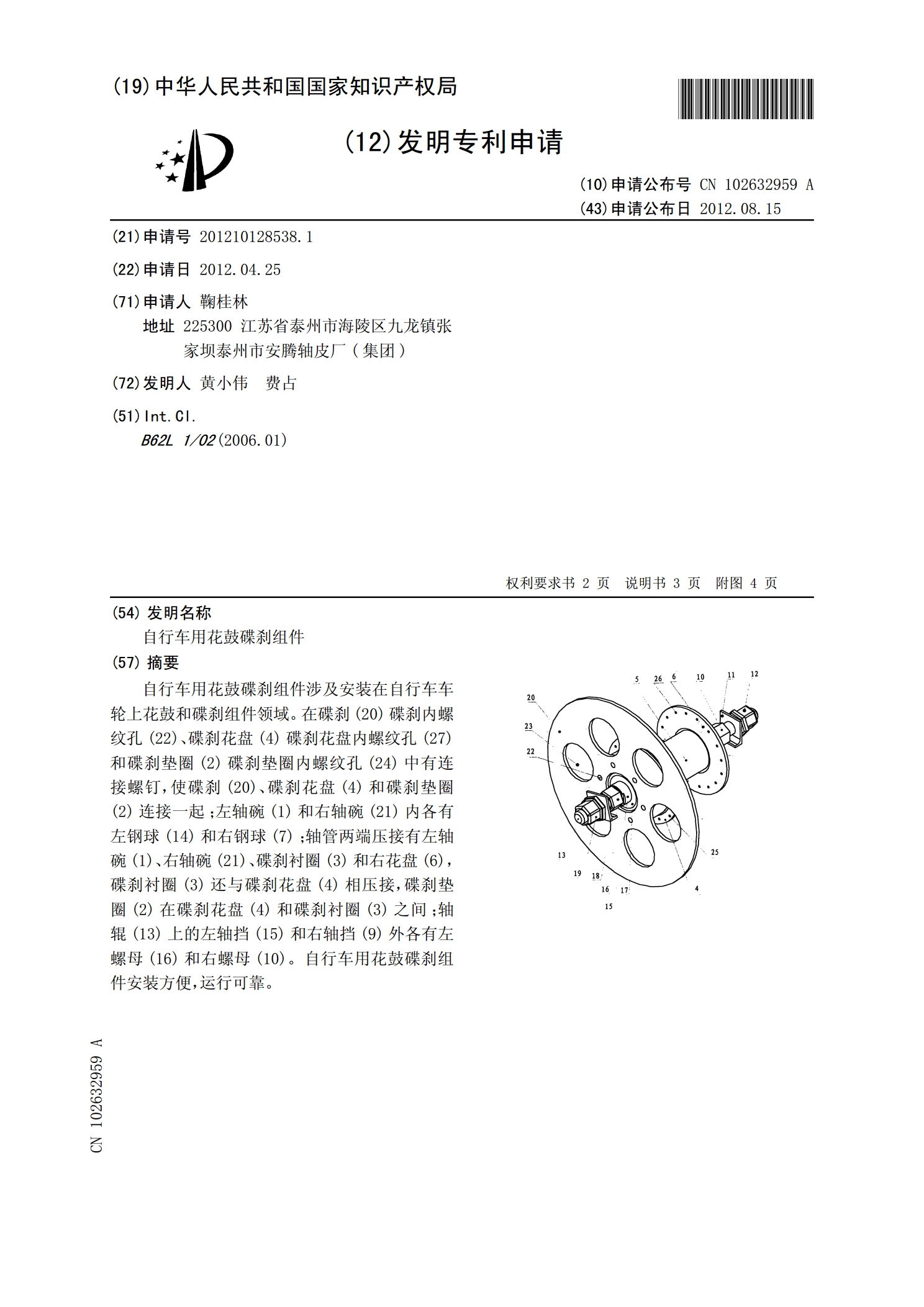
自行车用花鼓碟刹组件.pdf
自行车用花鼓碟刹组件涉及安装在自行车车轮上花鼓和碟刹组件领域。在碟刹(20)碟刹内螺纹孔(22)、碟刹花盘(4)碟刹花盘内螺纹孔(27)和碟刹垫圈(2)碟刹垫圈内螺纹孔(24)中有连接螺钉,使碟刹(20)、碟刹花盘(4)和碟刹垫圈(2)连接一起;左轴碗(1)和右轴碗(21)内各有左钢球(14)和右钢球(7);轴管两端压接有左轴碗(1)、右轴碗(21)、碟刹衬圈(3)和右花盘(6),碟刹衬圈(3)还与碟刹花盘(4)相压接,碟刹垫圈(2)在碟刹花盘(4)和碟刹衬圈(3)之间;轴辊(13)上的左轴挡(15)和右
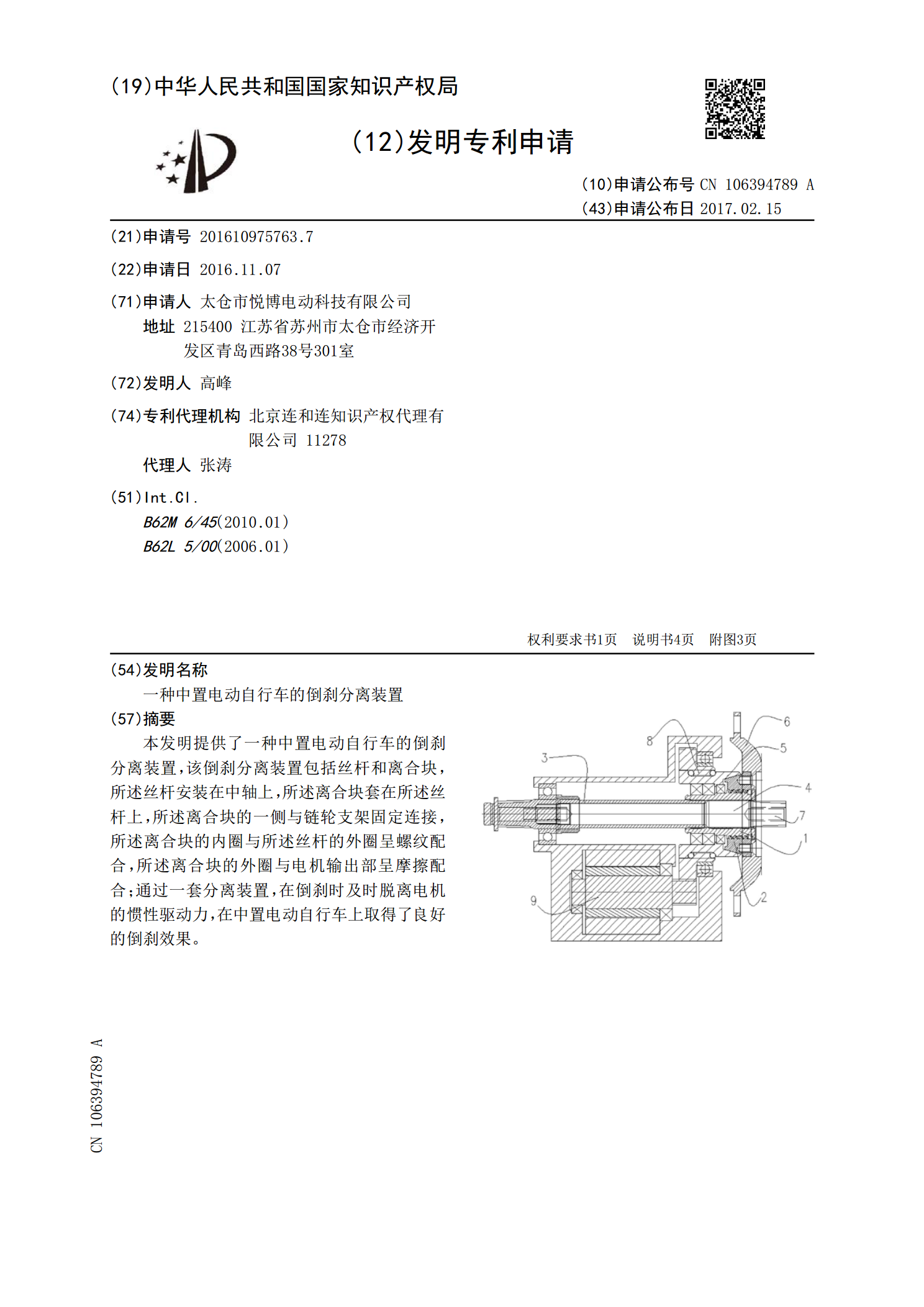
一种中置电动自行车的倒刹分离装置.pdf
本发明提供了一种中置电动自行车的倒刹分离装置,该倒刹分离装置包括丝杆和离合块,所述丝杆安装在中轴上,所述离合块套在所述丝杆上,所述离合块的一侧与链轮支架固定连接,所述离合块的内圈与所述丝杆的外圈呈螺纹配合,所述离合块的外圈与电机输出部呈摩擦配合;通过一套分离装置,在倒刹时及时脱离电机的惯性驱动力,在中置电动自行车上取得了良好的倒刹效果。