
一种开放漆家具的喷涂工艺.pdf

论文****轩吖


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种开放漆家具的喷涂工艺.pdf
一种开放漆家具的喷涂工艺,涉及家具喷涂工艺技术领域,包括以下步骤:步骤一:白坯打磨,将家具基材进行白坯处理,由人工采用320#砂纸打磨平整,去除污迹;步骤二:封闭底漆,采用自动化喷涂设备对基材进行封闭底漆;步骤三:砂光,由人工采用砂光机进行轻磨,清除木毛,污迹;步骤四:木纹宝,逆木纹擦拭均匀,表面不可残留擦拭痕迹;步骤五:砂光,由人采用320#砂纸轻磨,不可磨穿;步骤六:底漆,采用自动化喷涂设备对基材喷涂均匀;本发明首先可以保证色浆牢固地附着在木皮表面,受到气温变化时能够与木质同步热胀冷缩;其次可以使木纹

一种开放漆家具的水性漆涂装工艺.pdf
本发明涉及一种家具制作工艺,尤其涉及一种开放漆家具的水性漆涂装工艺。本发明提供的开放漆家具的水性漆涂装工艺与传统涂装工艺相比,该工艺增加擦格丽斯和格丽斯打磨和喷底色,此涂装工艺具有以下优势:1)擦格丽斯使木皮导管孔内充分着色,使木纹更加清晰、逼真、立体、充分体现天然木皮的特性。2)格丽斯打磨是将木皮表面的格丽斯打磨掉,只保留导管内的颜色,这样既能深化纹理,又能最大程度的保留木皮的基色,不至于木皮基色发生变化,给后期涂装增加难度。3)喷底色是将传统的一次性面修色改为2个步骤完成,即“薄喷多次”,减轻面修色的
一种家具UV漆喷涂方法.pdf
本发明涉及油漆喷涂领域,具体的是一种家具UV漆喷涂方法,其特征在于:包括以下步骤:1)干燥:将家具置于烘房内干燥;2)打磨:将干燥后的家具采用砂纸打磨平整;3)除尘:采用高压风吹扫打磨后的家具表面,去除灰尘和小颗粒物;4)刷底漆:在除尘后的家具表面涂布一层透明底漆;5)底漆固化:采用紫外光照射,固化涂布的底漆,照射时间为10‑15min;6)抛光:采用细砂纸抛光处理一次固化后的底漆本发明采用的喷涂工艺,快速去除油漆里面的水分,防治水分进入家具木板内,从而引起发霉、鼓包等问题,本发明固化效果好,油漆挥发少,

铁板面漆喷涂工艺.pdf
本发明公开了一种铁板面漆喷涂工艺,包括以下步骤:1)采用常温抛丸、抛砂处理,烘干冷却备用;2)对步骤1)所得的铁板进行静电喷粉,然后固化;3)对步骤1)所得的铁板进行水性金属色漆喷涂,闪干后烘烤;4)步骤3)所得的铁板降温后进行水性清漆喷涂,再进行闪干,最后进行烘烤得到喷涂完毕的铁板。本发明中所用的涂料为水性涂料,是以水为主要溶剂的低VOC涂料,用静电喷涂的涂装方法进行喷涂,在经粉末涂装后的铁板上,借助经除油除水后的压缩空气作为涂料分散介质,涂装后,经低温烘烤固化形成连续涂层。安全环保,涂料利用率高,施工
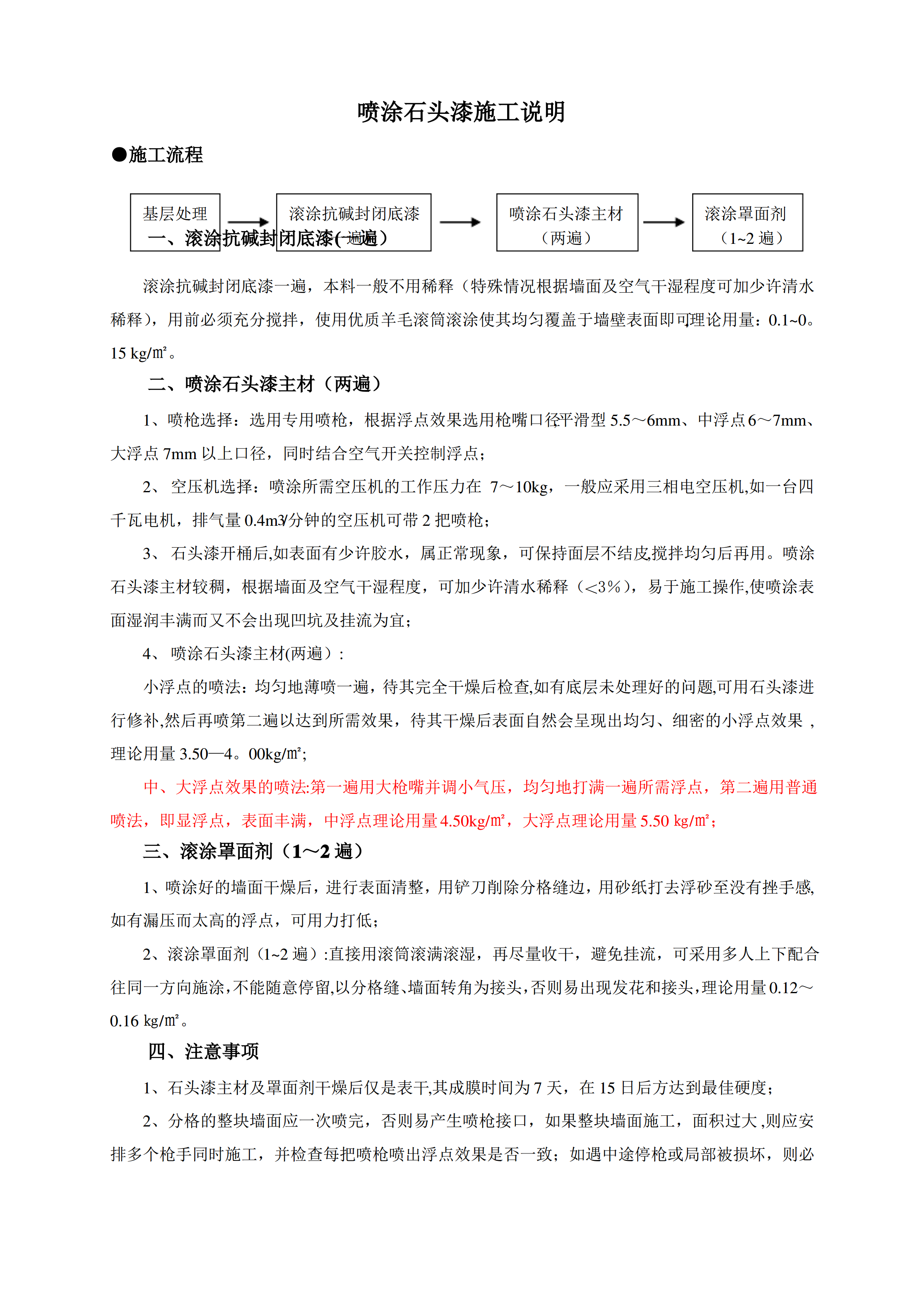
喷涂石头漆施工工艺.pdf
喷涂石头漆施工说明●施工流程基层处理滚涂抗碱封闭底漆喷涂石头漆主材滚涂罩面剂一、滚涂抗碱封闭底漆(一遍)(一遍)(两遍)(1~2遍)滚涂抗碱封闭底漆一遍,本料一般不用稀释(特殊情况根据墙面及空气干湿程度可加少许清水稀释),用前必须充分搅拌,使用优质羊毛滚筒滚涂使其均匀覆盖于墙壁表面即可,理论用量:0.1~0。15kg/㎡。二、喷涂石头漆主材(两遍)1、喷枪选择:选用专用喷枪,根据浮点效果选用枪嘴口径,平滑型5.5~6mm、中浮点6~7mm、大浮点7mm以上口径,同时结合空气开关控制浮点;2、空压机选择:喷