
一种车用环保型橡胶制品的生产工艺.pdf

海昌****姐淑


1/10

2/10

3/10

4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种车用环保型橡胶制品的生产工艺.pdf
本发明公开了一种车用环保型橡胶制品的生产工艺,包括以下步骤:a.称取原料:采用称重器称取各原料;b.密炼:称取后的原料投入至密炼机中,在密炼机中反应得到混炼胶;c.开炼:混炼胶投入至开炼设备上,通过开炼设备对混炼胶进行三次开炼;d.对经过步骤c加工后的胶片喷涂/浸泡隔离剂;e.采用冷却装置对经过步骤d处理后的胶片进行冷却处理;f.采用切割机对步骤e中得到的胶片进行切割得到半成品;g.通过模具冲压得到成品。本发明进行了三次开炼操作,且每次开炼时过料间隙的间距依次进行减小,从而使得胶片中的气泡均被挤出,制备得
一种车用锻造环保型脱模剂配方及其生产工艺.pdf
本发明公开了一种车用锻造环保型脱模剂配方,包括以下重量份的原料:反丁烯二酸10‑20份,碳酸钠10‑20份,水玻璃2.3‑3.4份,氯化钠5‑10份,羧甲基类聚合物0.1‑0.3份,羟乙基类聚合物0.1‑0.3份,山梨酸0.5‑1份,天然油脂甘油酯2‑5份,水70‑40份。本脱模剂采用的都是天然添加剂,环保无污染无其他异味,无火灾和烟尘的隐患,且在模腔内形成均匀涂层后,通过锻打模具表面无残留,温水即溶,易于清洗,且本产品具有具备防腐,防锈性能;该脱模剂在生产时由于其可实现中和的放热反应,因而可为之后物质的

一种车用橡胶制品生产的冷却设备.pdf
本发明公开了一种车用橡胶制品生产的冷却设备,包括传送装置,所述传送装置包括电机、辊轴、传送带、和支撑架,所述传送装置在传送带之间设有水箱,且水箱与支撑架固定连接,所述水箱设有进水口和出水口,所述传送装置外侧设有四组固定杆,所述固定杆顶部分别与空心顶板固定连接,所述空心顶板设有进水口和出水口,所述空心顶板底部固定连接弹性橡胶膜,所述传送装置中部的右侧设有制冷水箱,所述制冷水箱右侧通过管道密封连接第一水泵,所述第一水泵密封连接有第一电磁阀,所述制冷水箱左侧设有第二水泵,所述第二水泵密封连接有第二电磁阀。因此,
一种环保型车用烟灰缸.pdf
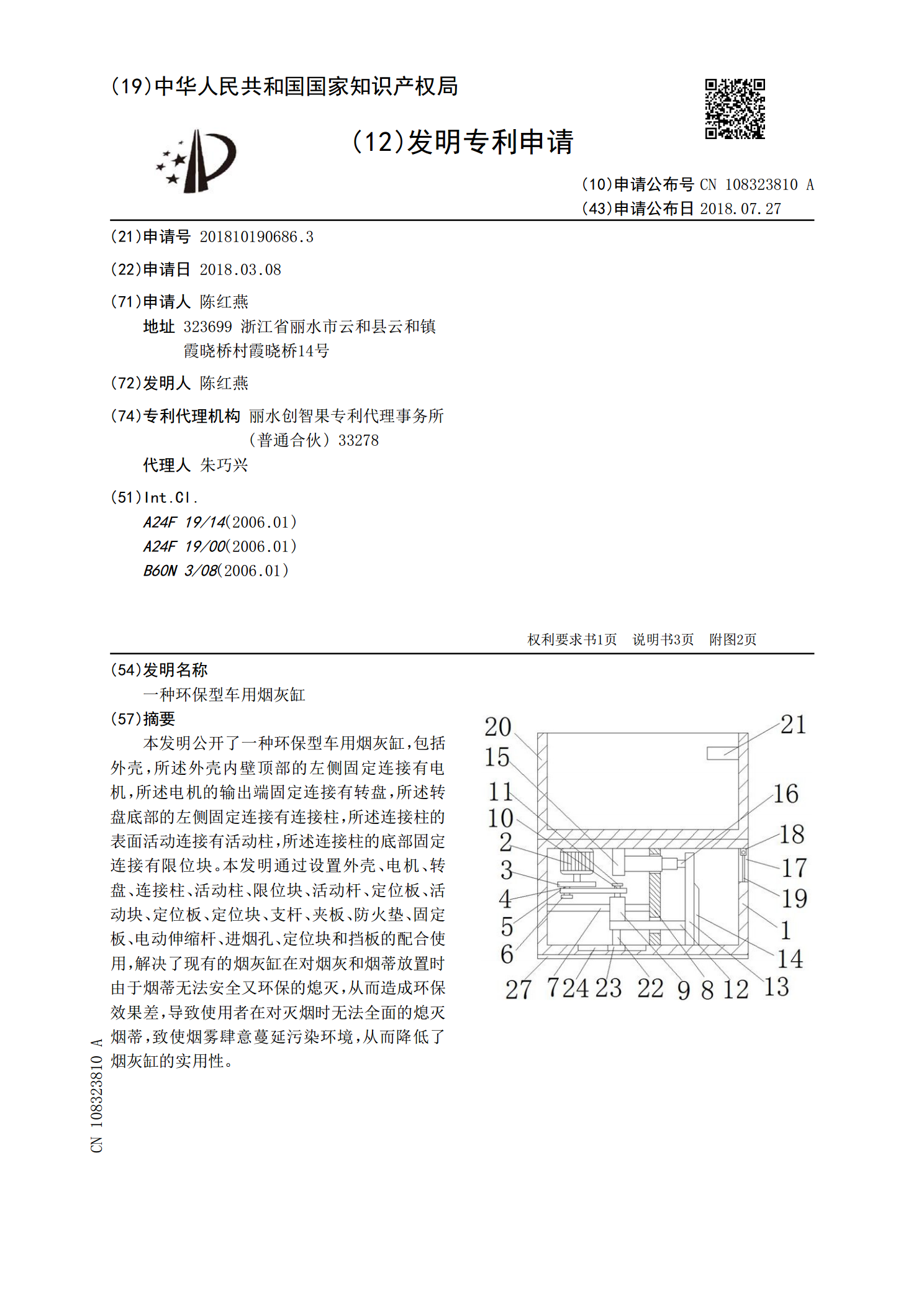
本发明公开了一种环保型车用烟灰缸,包括外壳,所述外壳内壁顶部的左侧固定连接有电机,所述电机的输出端固定连接有转盘,所述转盘底部的左侧固定连接有连接柱,所述连接柱的表面活动连接有活动柱,所述连接柱的底部固定连接有限位块。本发明通过设置外壳、电机、转盘、连接柱、活动柱、限位块、活动杆、定位板、活动块、定位板、定位块、支杆、夹板、防火垫、固定板、电动伸缩杆、进烟孔、定位块和挡板的配合使用,解决了现有的烟灰缸在对烟灰和烟蒂放置时由于烟蒂无法安全又环保的熄灭,从而造成环保效果差,导致使用者在对灭烟时无法全面的熄灭烟

一种市政用环保型垃圾处理车.pdf
本发明公开了一种市政用环保型垃圾处理车,包括车架和设于车架上的车厢,所述车架上设有转向装置,所述转向装置包括齿圈、安装架、两个Y型连杆,所述安装架固定于车架上,所述齿圈的两侧面分别固定设有第一轴架和第二轴架,所述第一轴架的中心通过转动轴连接第一太阳轮,所述第二轴架的中心通过转动轴连接第二太阳轮,所述第一轴架和第二轴架之间转动连接有第一行星轮和第二行星轮,所述第一太阳轮和第二太阳轮同轴间隔设置且形状相同,所述第一行星轮与第二行星轮为部分啮合且形状相同。本发明的车架上设置的转向装置通过差速器结构实现了灵活转向