
纠正镗细长深孔偏斜的方法.pdf

一只****呀9


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

纠正镗细长深孔偏斜的方法.pdf
本发明涉及一种纠正镗细长深孔偏斜的方法,进行尖刀引孔和光刀引孔,镗杆接头外层固定包裹支撑套,尖刀引孔,尖刀引孔。镗头上装三把尖刀和一把光刀,第一把尖刀反装,镗头的上、下键槽内装木键、塑料键,开动深孔钻镗床使需镗孔工件转动,尖刀至水平方位,镗头开进引好的孔内;镗孔期间镗杆由支撑套、塑料键双重稳定支撑,将悬长下沉的镗头托起,利用塑料的热涨性将镗头与孔紧密贴合,木键和孔壁留有的间隙,镗头能自由浮动,有效控制孔的直线度要求;对所镗孔,等距设测量带,测量记录一次壁厚差测量数据,看出孔是否偏斜以及孔偏斜的方向,进行纠

细长孔阻尼抑制深孔镗削颤振的研究.docx
细长孔阻尼抑制深孔镗削颤振的研究细长孔阻尼抑制深孔镗削颤振的研究摘要:深孔镗削是一种常见且重要的加工过程,然而在加工过程中常常会产生颤振现象。颤振不仅会降低加工精度,而且还会给加工设备和刀具带来严重的损坏。本文以细长孔阻尼抑制深孔镗削颤振为研究对象,对阻尼抑制颤振的效果进行了实验研究,结果表明细长孔阻尼可以有效抑制深孔镗削颤振现象,提高加工质量。1.引言深孔镗削是一种高效、精度要求较高的加工方法,广泛应用于航空、航天、汽车等行业。然而,在深孔镗削过程中,由于切削力和谐振等因素的影响,容易产生颤振现象,导致

超细长BTA深孔钻削轴心线偏斜机理研究综述报告.docx
超细长BTA深孔钻削轴心线偏斜机理研究综述报告超细长BTA深孔钻是加工某些工件时常用的非常深的孔钻,比如汽车发动机缸套、熔铸模芯等。BTA深孔钻的长度一般是工件直径的数倍,从而在加工过程中会受到许多因素的影响,导致轴心线偏斜。BTA深孔钻的轴心线偏斜可能来源于许多方面,下面对其进行详细的综述。首先,BTA深孔钻钓头的弯曲可能导致轴心线偏斜。当切削负荷增加时,切削力会导致钻头弯曲。弯曲的钻头会导致轴心线偏斜,从而影响孔的精度和表面质量。此时,加强钻头的强度是解决方案之一。在BTA深孔钻中,采用合适的钻头材料
深孔内螺纹加工镗杆及采用镗杆加工深孔螺纹的方法.pdf
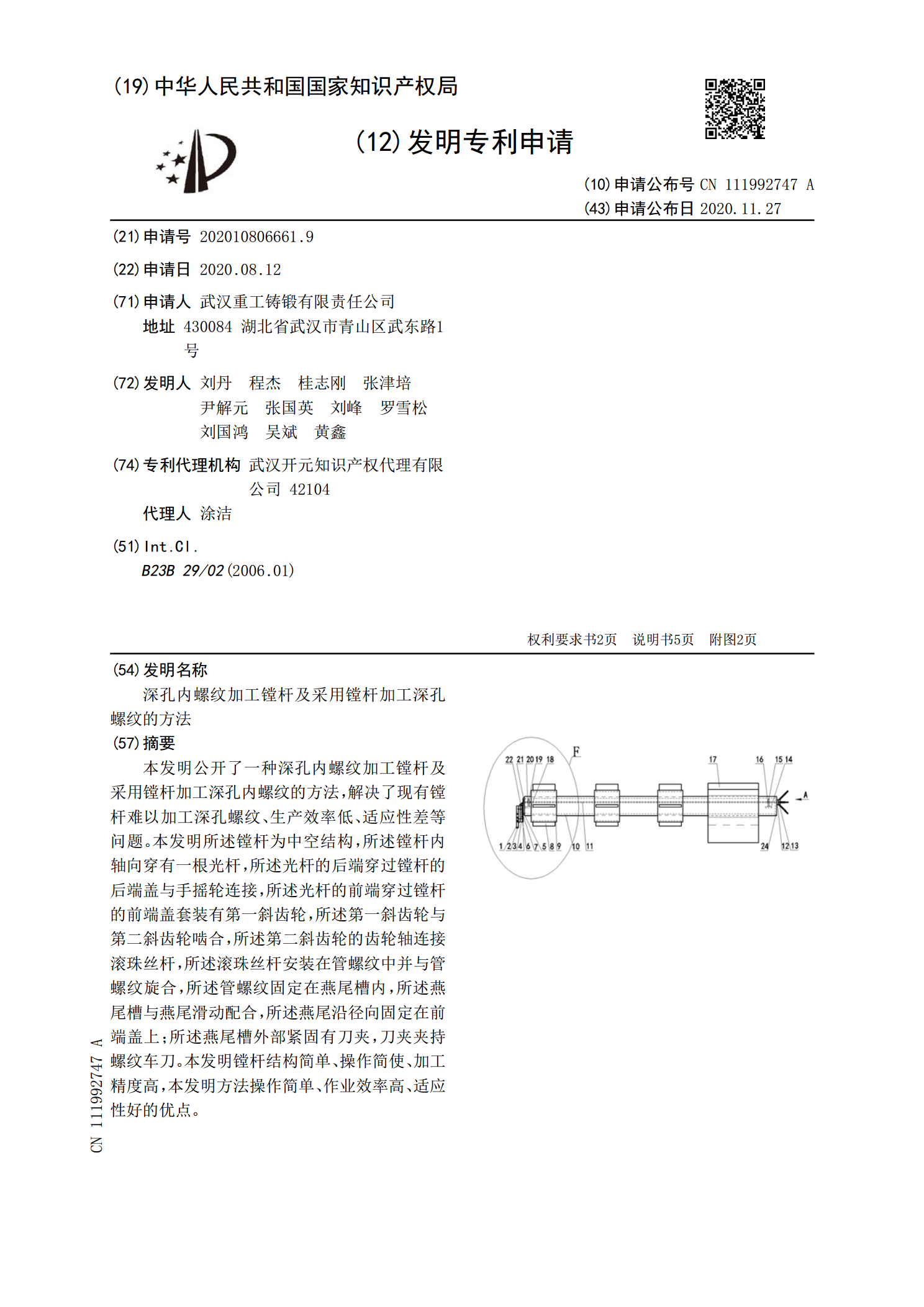
本发明公开了一种深孔内螺纹加工镗杆及采用镗杆加工深孔内螺纹的方法,解决了现有镗杆难以加工深孔螺纹、生产效率低、适应性差等问题。本发明所述镗杆为中空结构,所述镗杆内轴向穿有一根光杆,所述光杆的后端穿过镗杆的后端盖与手摇轮连接,所述光杆的前端穿过镗杆的前端盖套装有第一斜齿轮,所述第一斜齿轮与第二斜齿轮啮合,所述第二斜齿轮的齿轮轴连接滚珠丝杆,所述滚珠丝杆安装在管螺纹中并与管螺纹旋合,所述管螺纹固定在燕尾槽内,所述燕尾槽与燕尾滑动配合,所述燕尾沿径向固定在前端盖上;所述燕尾槽外部紧固有刀夹,刀夹夹持螺纹车刀。本

BTA深孔钻削工件孔轴线偏斜的控制方法.docx
BTA深孔钻削工件孔轴线偏斜的控制方法BTA深孔钻是一种高效率、高精度的加工工艺,可用于加工各种复杂的工件孔,尤其是深孔孔加工。然而,在操作BTA深孔钻时会遇到孔轴线偏斜的问题,这不仅会影响工件的整体质量,还会导致加工效率降低。因此,控制孔轴线偏斜是BTA深孔钻加工中需要解决的一个重要问题。本文将从孔轴线偏斜的原因、控制方法及应用实例三个方面来进行探讨。一、孔轴线偏斜的原因BTA深孔钻中孔轴线偏斜现象的出现有多种原因,但主要表现为两种形式,一种是工件跳动引起的孔偏斜,另一种是加工过程中钻头导向不良所引起的