
刹车钳体的加工方法.pdf

一吃****春艳

1/10
2/10
3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
刹车钳体的加工方法.pdf
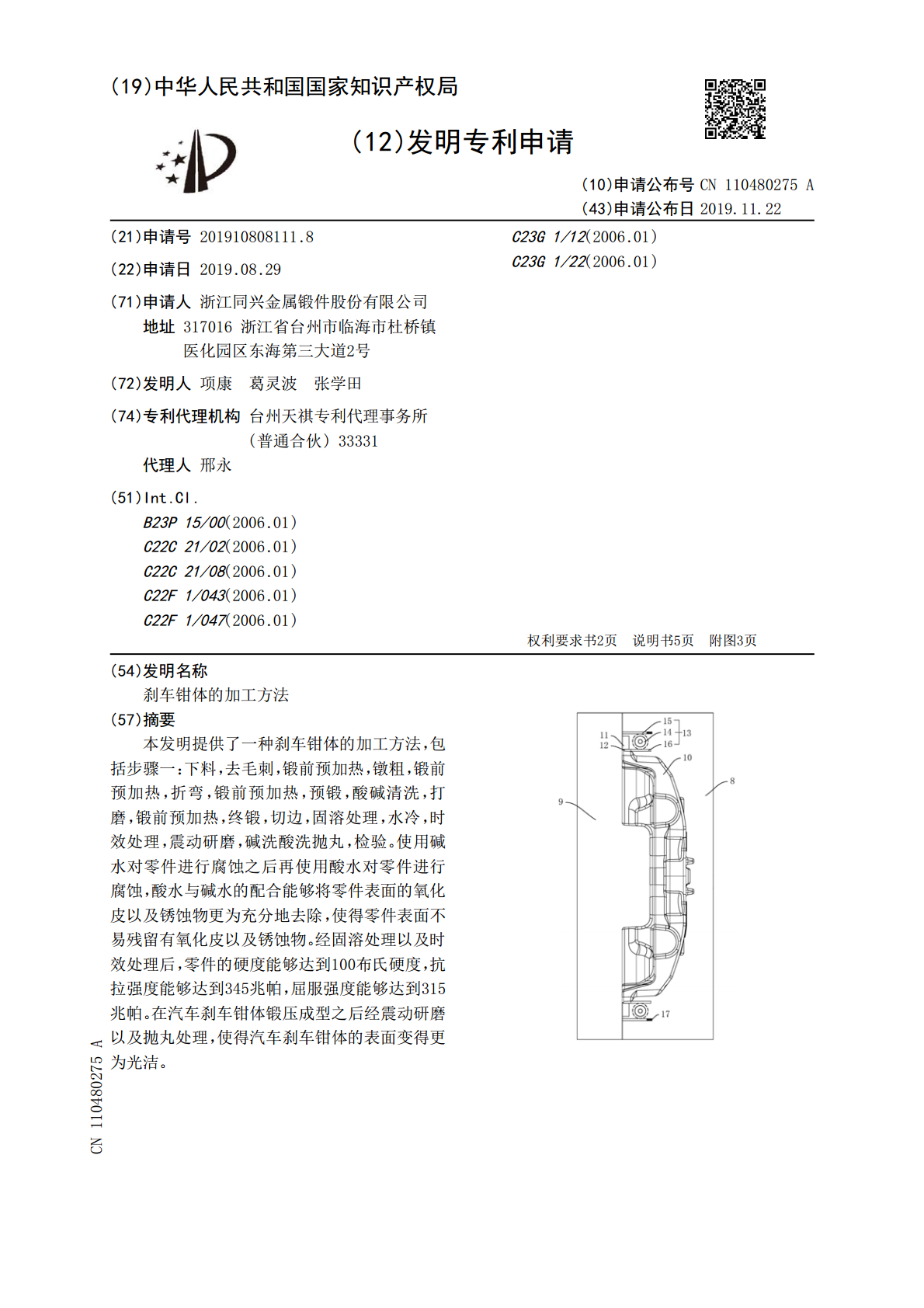
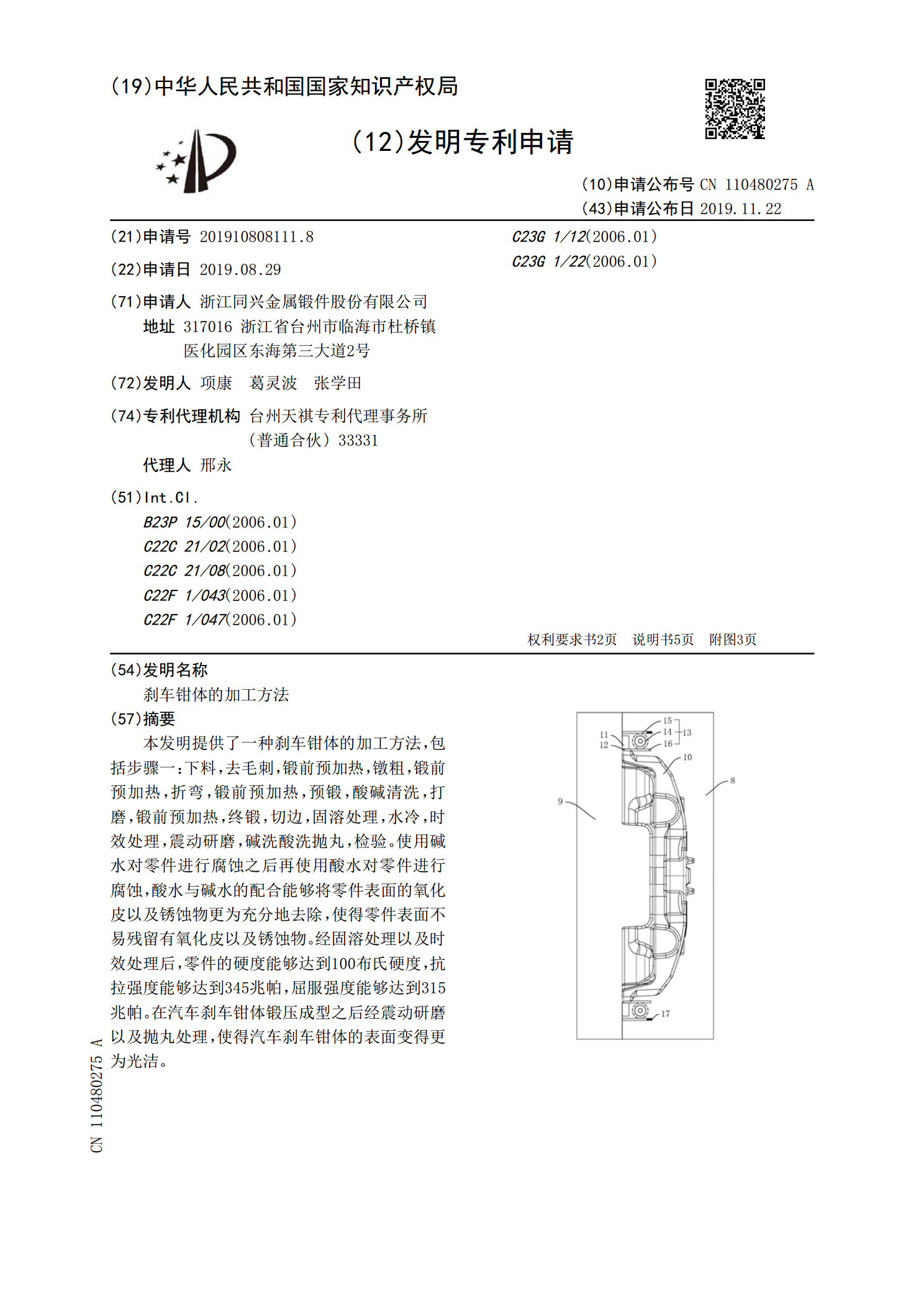
本发明提供了一种刹车钳体的加工方法,包括步骤一:下料,去毛刺,锻前预加热,镦粗,锻前预加热,折弯,锻前预加热,预锻,酸碱清洗,打磨,锻前预加热,终锻,切边,固溶处理,水冷,时效处理,震动研磨,碱洗酸洗抛丸,检验。使用碱水对零件进行腐蚀之后再使用酸水对零件进行腐蚀,酸水与碱水的配合能够将零件表面的氧化皮以及锈蚀物更为充分地去除,使得零件表面不易残留有氧化皮以及锈蚀物。经固溶处理以及时效处理后,零件的硬度能够达到100布氏硬度,抗拉强度能够达到345兆帕,屈服强度能够达到315兆帕。在汽车刹车钳体锻压成型之后
钳体、钳体加工方法、具有该钳体的制动器装配方法.pdf
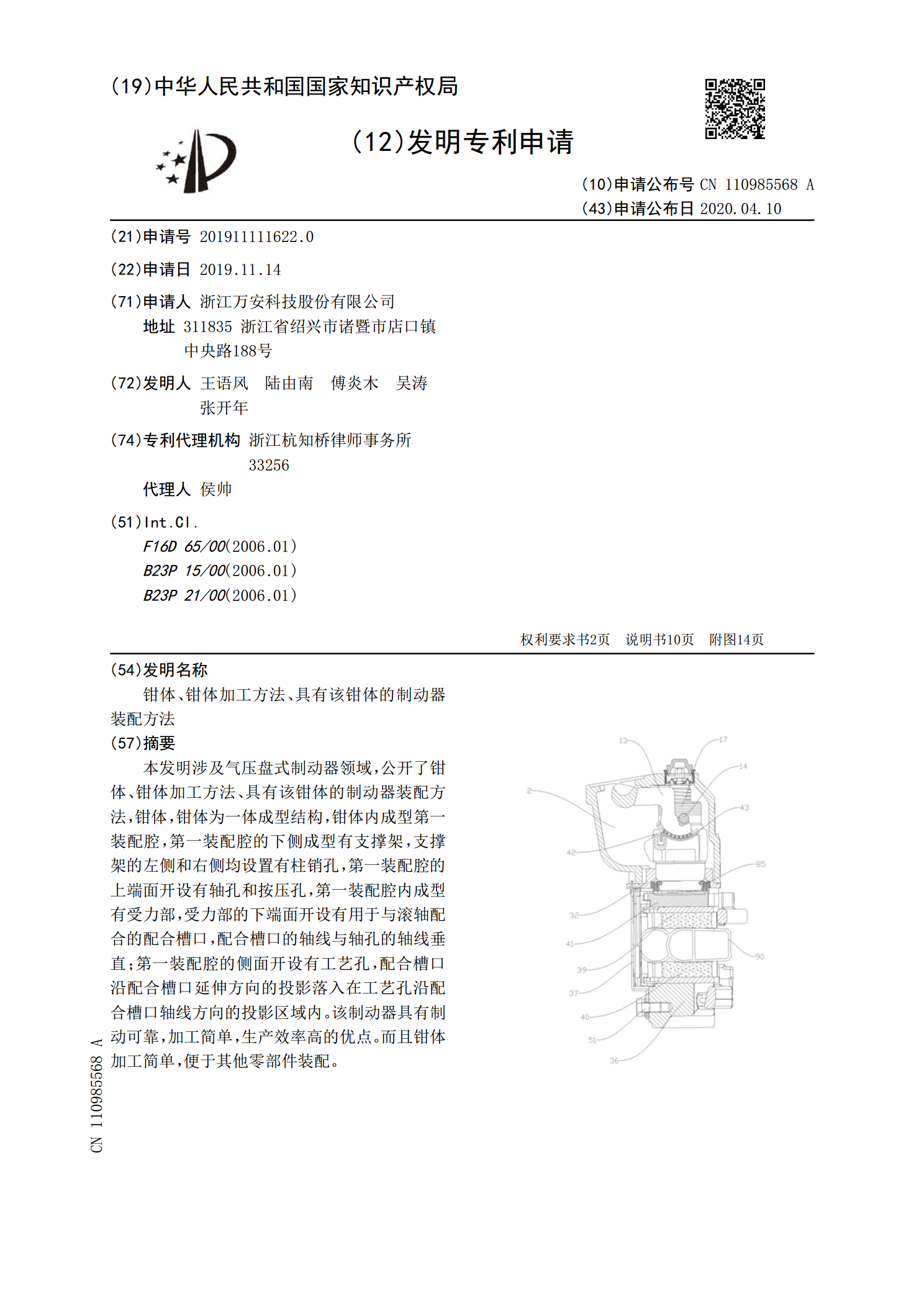
本发明涉及气压盘式制动器领域,公开了钳体、钳体加工方法、具有该钳体的制动器装配方法,钳体,钳体为一体成型结构,钳体内成型第一装配腔,第一装配腔的下侧成型有支撑架,支撑架的左侧和右侧均设置有柱销孔,第一装配腔的上端面开设有轴孔和按压孔,第一装配腔内成型有受力部,受力部的下端面开设有用于与滚轴配合的配合槽口,配合槽口的轴线与轴孔的轴线垂直;第一装配腔的侧面开设有工艺孔,配合槽口沿配合槽口延伸方向的投影落入在工艺孔沿配合槽口轴线方向的投影区域内。该制动器具有制动可靠,加工简单,生产效率高的优点。而且钳体加工简单

外接刹车钳体的横向电机.pdf
一种外接刹车钳体的横向电机,包括转子左、右壳体,左、右铁芯,左、右磁块。第一、第二固定三相绕组,定子铁芯,连接螺钉A、B、C、D、E。转子左、右壳体用连接螺钉A固连。转子右壳体和刹车钳体用连接螺钉B连接。轮毂单元和转子左壳体用连接螺钉E相连。左铁芯和左磁块设在转子左壳体内。右铁芯和右磁块设在转子右壳体内。第一、第二固定三相绕组和定子铁芯设在三相绕组单元安装主体内。第一、第二固定三相绕组和定子铁芯位于转子左、右壳体围成的空间内。三相绕组单元安装主体和车轴用连接螺钉C连接。三相绕组单元安装主体和滚动轴承的外壳
一种汽车刹车钳体.pdf
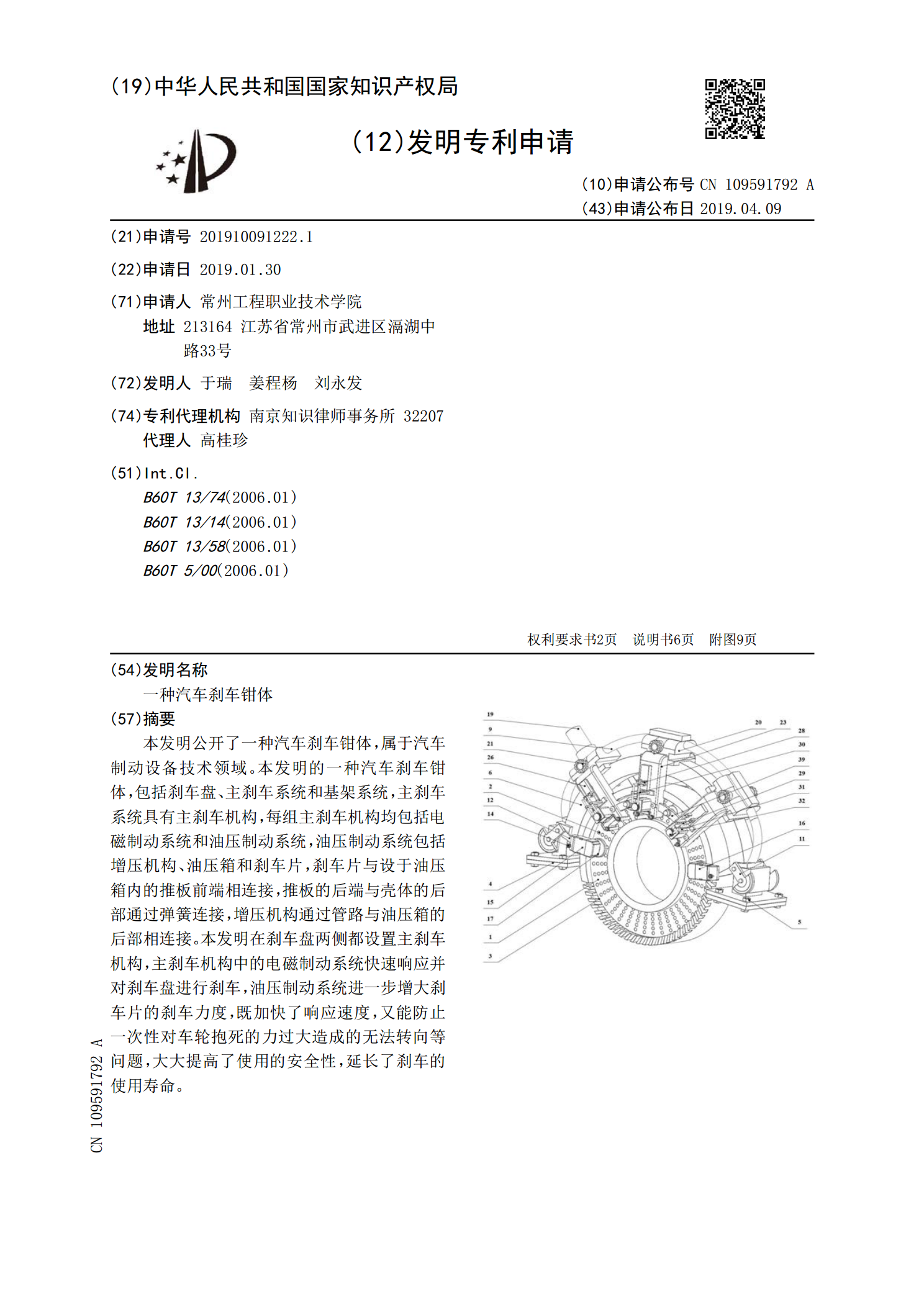
本发明公开了一种汽车刹车钳体,属于汽车制动设备技术领域。本发明的一种汽车刹车钳体,包括刹车盘、主刹车系统和基架系统,主刹车系统具有主刹车机构,每组主刹车机构均包括电磁制动系统和油压制动系统,油压制动系统包括增压机构、油压箱和刹车片,刹车片与设于油压箱内的推板前端相连接,推板的后端与壳体的后部通过弹簧连接,增压机构通过管路与油压箱的后部相连接。本发明在刹车盘两侧都设置主刹车机构,主刹车机构中的电磁制动系统快速响应并对刹车盘进行刹车,油压制动系统进一步增大刹车片的刹车力度,既加快了响应速度,又能防止一次性对车

内接刹车钳体的横向电机.pdf
一种内接刹车钳体的横向电机,包括转子左、右壳体,左、右铁芯,左、右磁块。第一、第二固定三相绕组,定子铁芯,连接螺钉A、B、C、D、E。转子左、右壳体用连接螺钉A固连。转子右壳体和刹车钳体用连接螺钉B连接。轮毂单元和转子左壳体用连接螺钉E相连。左铁芯和左磁块设在转子左壳体内。右铁芯和右磁块设在转子右壳体内。第一、第二固定三相绕组和定子铁芯设在三相绕组单元内。第一、第二固定三相绕组和定子铁芯位于转子左、右壳体围成的空间内。三相绕组单元包括单元主体和单元支撑件。单元主体和车轴用连接螺钉C连接;单元主体和单元支撑