
注塑模具的浇口布置.docx

一只****懿呀

1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

注塑模具的浇口布置.docx
注塑模具的浇口布置《机械工程师杂志》2014年第五期1基于CAE的浇口位置设计及数目确定1.1不同浇口位置方案分析根据浇口位置选择所需遵循的原则[5]塑件单型腔多点浇口的初步位置设计如图2所示的两种方案此两种方案均为4个浇口两方案除浇口位置不同其余参数均相同。运用CAE软件对成型塑件浇口位置的两方案从熔合纹、气穴、温度场和密度场等方面进行了分析通过比较来确定较佳的浇口布置。1)熔合纹分析。熔合纹分析结果如图3所示方案一和方案二中熔合纹的位置基本上处于塑件的
注塑模具的浇口布置.docx
注塑模具的浇口布置《机械工程师杂志》2014年第五期1基于CAE的浇口位置设计及数目确定1.1不同浇口位置方案分析根据浇口位置选择所需遵循的原则[5]塑件单型腔多点浇口的初步位置设计如图2所示的两种方案此两种方案均为4个浇口两方案除浇口位置不同其余参数均相同。运用CAE软件对成型塑件浇口位置的两方案从熔合纹、气穴、温度场和密度场等方面进行了分析通过比较来确定较佳的浇口布置。1)熔合纹分析。熔合纹分析结果如图3所示方案一和方案二中熔合纹的位置基本上处于塑件的
具有侧浇口喷嘴的注塑模具.pdf
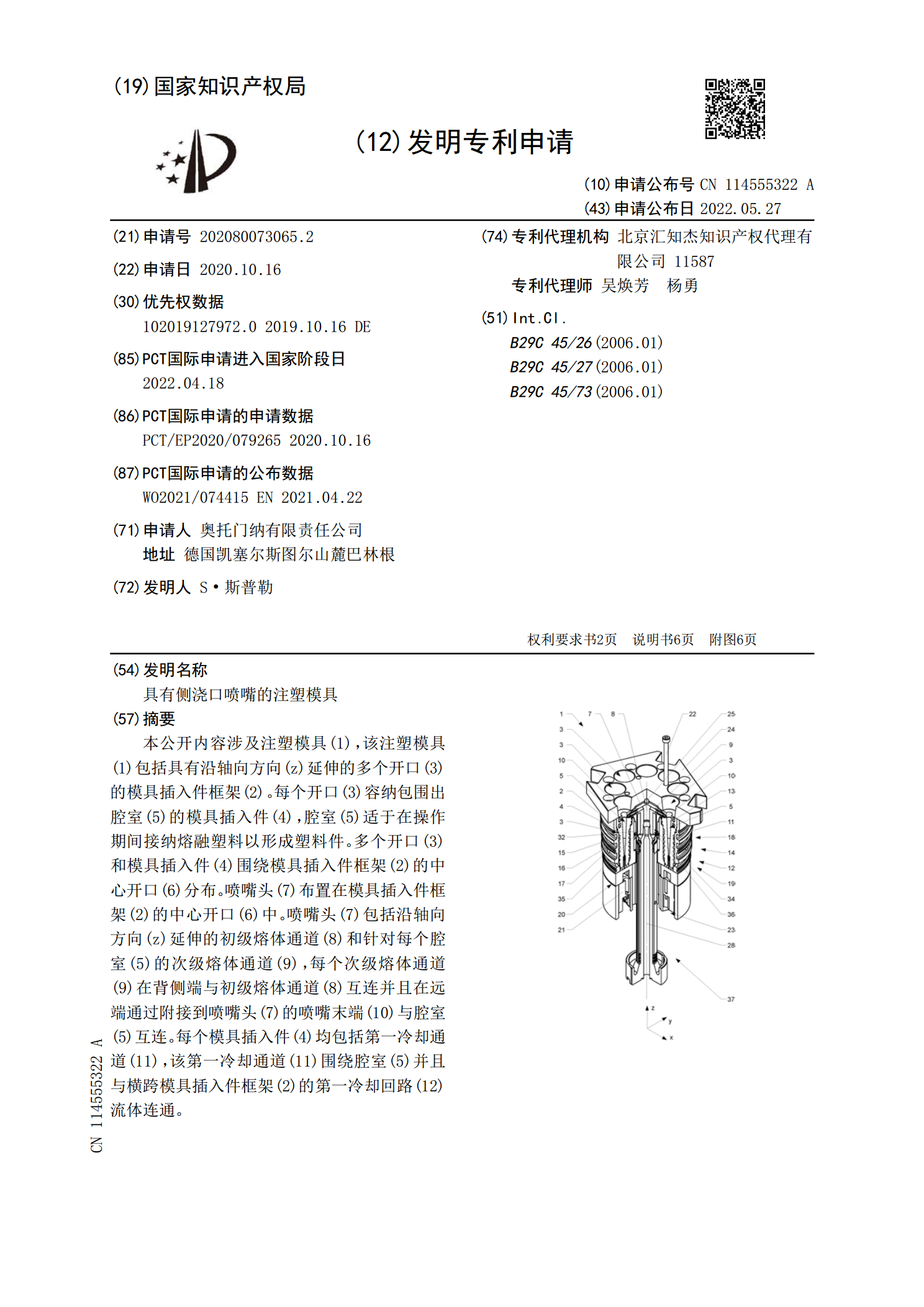
本公开内容涉及注塑模具(1),该注塑模具(1)包括具有沿轴向方向(z)延伸的多个开口(3)的模具插入件框架(2)。每个开口(3)容纳包围出腔室(5)的模具插入件(4),腔室(5)适于在操作期间接纳熔融塑料以形成塑料件。多个开口(3)和模具插入件(4)围绕模具插入件框架(2)的中心开口(6)分布。喷嘴头(7)布置在模具插入件框架(2)的中心开口(6)中。喷嘴头(7)包括沿轴向方向(z)延伸的初级熔体通道(8)和针对每个腔室(5)的次级熔体通道(9),每个次级熔体通道(9)在背侧端与初级熔体通道(8)互连并且
一种新型注塑模具浇口结构.pdf
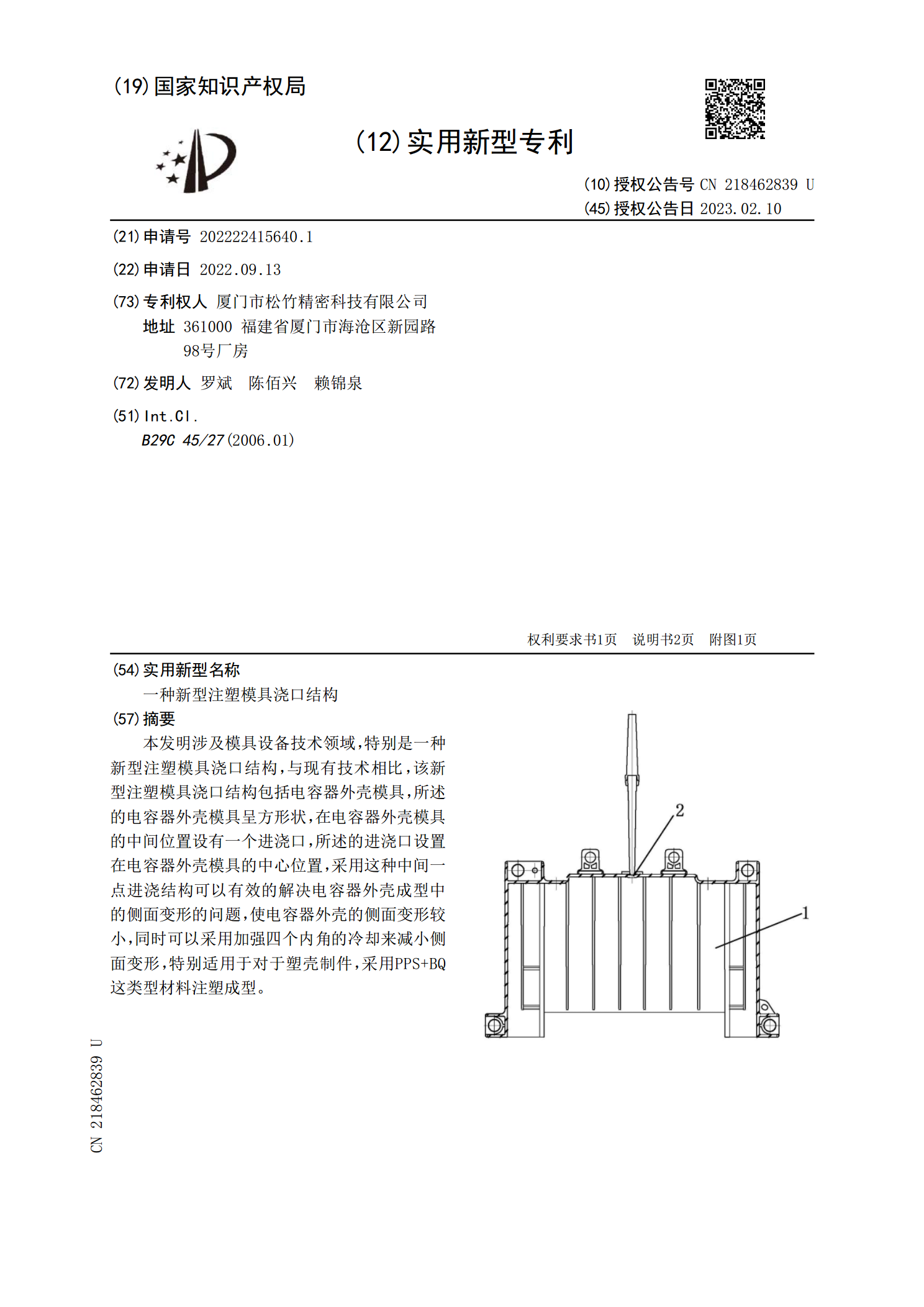
本发明涉及模具设备技术领域,特别是一种新型注塑模具浇口结构,与现有技术相比,该新型注塑模具浇口结构包括电容器外壳模具,所述的电容器外壳模具呈方形状,在电容器外壳模具的中间位置设有一个进浇口,所述的进浇口设置在电容器外壳模具的中心位置,采用这种中间一点进浇结构可以有效的解决电容器外壳成型中的侧面变形的问题,使电容器外壳的侧面变形较小,同时可以采用加强四个内角的冷却来减小侧面变形,特别适用于对于塑壳制件,采用PPS+BQ这类型材料注塑成型。

一种注塑件模具浇口结构.pdf
一种注塑件模具浇口结构,由浇口(1)、中注管(2)、挂钩(3)、锁止装置(4)、浇注模具(5)和流道(6)组成,流道成发射状分布设置在多个浇注模具(5)底部的入口处,中柱管(2)安放在流道(6)的中心位置,其特征在于:所述的浇注模具由模具主体、锁止装置和挂钩组成,浇注模具的一端与流道口相连,另一端与大气相连。本发明,结构简单、操作方便,可以很好的解决产品浇口处带来的发白/发雾/留痕等外观缺陷,大大提搞了产品零件的合格率。