
用于LNG超低温不锈钢焊接的金属材料、工艺及制品.pdf

一只****ng


1/8

2/8

3/8

4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于LNG超低温不锈钢焊接的金属材料、工艺及制品.pdf
本发明提出一种用于LNG超低温不锈钢焊接的金属材料、工艺及制品,设计焊材的组分和结构,使焊缝中的铁素体含量降低,使其残留的铁素体比例降低到≤1.0%,焊接时采用不锈钢麻花焊丝,焊接方式为氩弧焊打底,氩弧焊填充盖面或埋弧焊填充盖面,控制焊接的工艺参数,使得焊接线能量≤13KJ/cm,同时设定焊接保护气体的配方,焊接的同时辅助高频振动,优化焊接质量,本发明明显改善焊缝金属的塑性和韧性,大大降低焊接残余应力,提高焊接效率。

用于高温高压不锈钢管道焊接的金属材料、工艺及制品.pdf
本发明提出一种用于高温高压不锈钢管道焊接的金属材料、工艺及制品,使焊缝中的铁素体含量降低,使其残留的铁素体比例降低到≤3.0%,增强了焊接接头的高温强度和抗蠕变性能,焊接时采用不锈钢麻花焊丝,通过拉丝捻股成长度大于100米的盘,利用自动送丝机构进行半自动和自动化焊接;在焊接过程中进行同步振动,使焊接过程中的液态金属在凝固瞬间达到无应力或低应力的凝固状态,以消除和降低焊接残余应力,本发明降低焊接残余应力,提高焊接效率和性能,节省能耗。
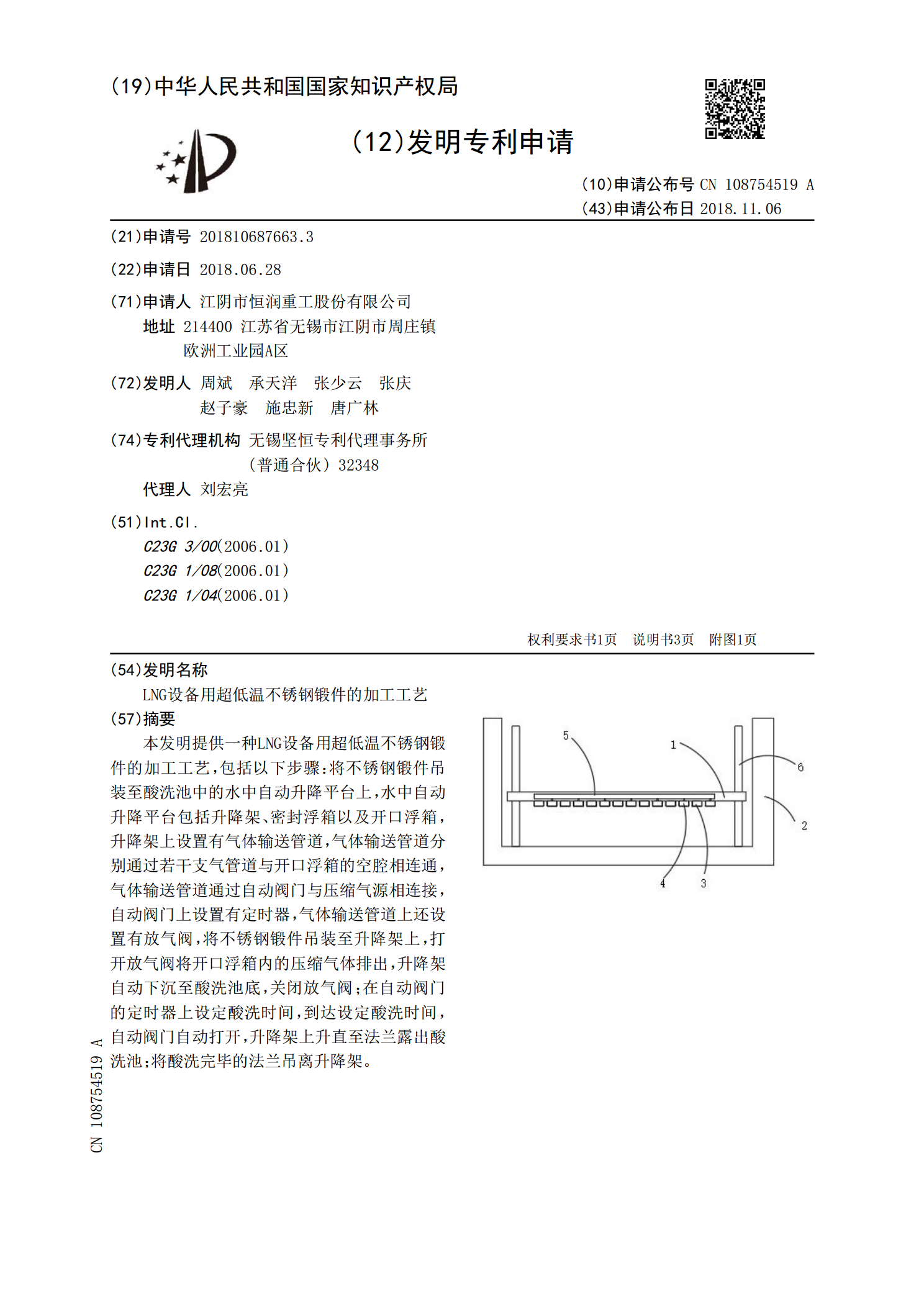
LNG设备用超低温不锈钢锻件的加工工艺.pdf
本发明提供一种LNG设备用超低温不锈钢锻件的加工工艺,包括以下步骤:将不锈钢锻件吊装至酸洗池中的水中自动升降平台上,水中自动升降平台包括升降架、密封浮箱以及开口浮箱,升降架上设置有气体输送管道,气体输送管道分别通过若干支气管道与开口浮箱的空腔相连通,气体输送管道通过自动阀门与压缩气源相连接,自动阀门上设置有定时器,气体输送管道上还设置有放气阀,将不锈钢锻件吊装至升降架上,打开放气阀将开口浮箱内的压缩气体排出,升降架自动下沉至酸洗池底,关闭放气阀;在自动阀门的定时器上设定酸洗时间,到达设定酸洗时间,自动阀门

用于不锈钢灯头与铜丝的连续焊接工艺.pdf
本发明公开了一种用于不锈钢灯头与铜丝的连续焊接工艺,在灯头口部固定位置开一个宽0.4mm,深2mm的切口,将0.345mm的无氧铜丝放入灯头口部的切口内,在焊接前将铜丝剪断,留5mm长度,并通过机械手逐一将铜丝拉直与灯头壳体垂直,焊接时氩弧焊机脉冲时间通过机台上的凸轮来控制,每转一个工位通电一次,时间为1秒,提前供氩气保护时间为1秒,氩气流量为4L/min,焊接电流为15-20A。本发明采用的上述工艺,焊接时不再使用焊锡,不产生环境污染;不使用助焊剂,灯泡焊接后不再需要清洗;灯泡焊点平滑且无较大凸起,不容
不锈钢的焊接工艺性及焊接工艺研究.doc
毕业设计论文设计(论文)题目:不锈钢的焊接工艺性及焊接工艺研究下达日期:200年月日开始日期:200年月日完成日期:200年月日指导教师:学生专业:班级: