
LNG设备用超低温不锈钢锻件的加工工艺.pdf

音景****ka

1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
LNG设备用超低温不锈钢锻件的加工工艺.pdf
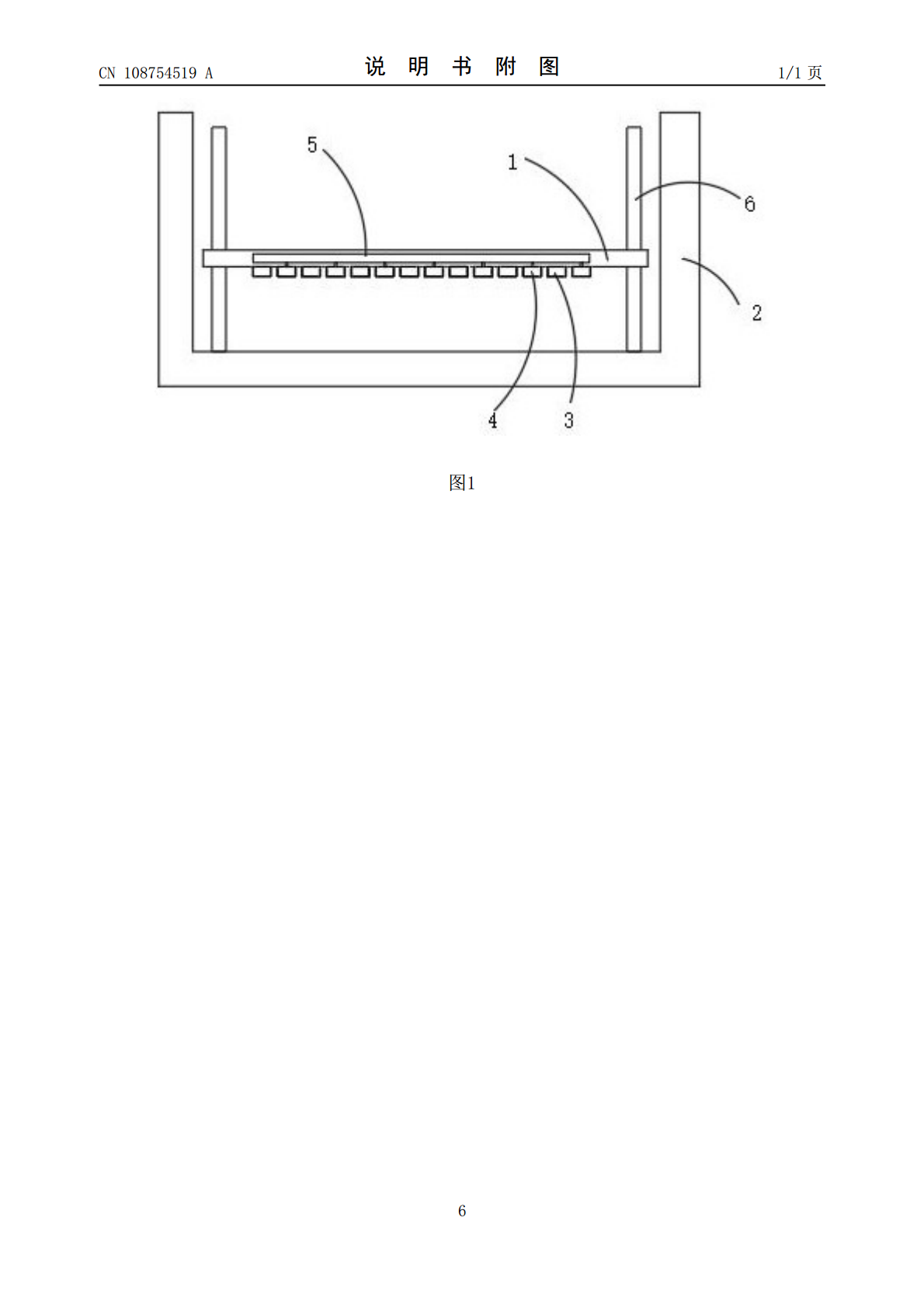
本发明提供一种LNG设备用超低温不锈钢锻件的加工工艺,包括以下步骤:将不锈钢锻件吊装至酸洗池中的水中自动升降平台上,水中自动升降平台包括升降架、密封浮箱以及开口浮箱,升降架上设置有气体输送管道,气体输送管道分别通过若干支气管道与开口浮箱的空腔相连通,气体输送管道通过自动阀门与压缩气源相连接,自动阀门上设置有定时器,气体输送管道上还设置有放气阀,将不锈钢锻件吊装至升降架上,打开放气阀将开口浮箱内的压缩气体排出,升降架自动下沉至酸洗池底,关闭放气阀;在自动阀门的定时器上设定酸洗时间,到达设定酸洗时间,自动阀门

一种核电设备用不锈钢锻件的锻造工艺.pdf
本发明涉及的一种核电设备用不锈钢锻件的锻造工艺,钢锭拔料开坯;锯床下料;坯料加热,加热炉炉膛温度小于150℃时装料;三镦三拔:将加热后的坯料进行三镦三拔工艺,即初锻、初拔、中锻、中拔、终锻、终拔;锻件锻造主变形时,锻造温度为1180℃~900℃,终锻温度不低于900℃,主变形完成后,返炉最后一火次的加热温度调整,锻造温度调整至1100℃~800℃终锻温度不低于800℃;在终拔工艺时使用锻造模具将坯料锻成所需规格锻件;固溶热处理;验收。本发明通过严格控制坯料加热温度,避免锻件表面开裂,使得锻件组织均匀化、致

用于LNG超低温不锈钢焊接的金属材料、工艺及制品.pdf
本发明提出一种用于LNG超低温不锈钢焊接的金属材料、工艺及制品,设计焊材的组分和结构,使焊缝中的铁素体含量降低,使其残留的铁素体比例降低到≤1.0%,焊接时采用不锈钢麻花焊丝,焊接方式为氩弧焊打底,氩弧焊填充盖面或埋弧焊填充盖面,控制焊接的工艺参数,使得焊接线能量≤13KJ/cm,同时设定焊接保护气体的配方,焊接的同时辅助高频振动,优化焊接质量,本发明明显改善焊缝金属的塑性和韧性,大大降低焊接残余应力,提高焊接效率。
不锈钢锻件锻造工艺.pdf
本发明公开了不锈钢锻件锻造工艺,它包括以下步骤:锻造温度的确定:马氏体不锈钢的始锻温度取1150℃,终锻温度随含碳量而异,高碳温度取800‑900℃,低碳温度取800‑850℃;奥氏体不锈钢始锻温度一般在1150‑1180℃,终锻温度一般在800‑850℃;高温时采用大压下量,镦粗时不能弯曲,锻后处理:马氏体不锈钢应缓冷到600℃以下后空冷,另外要在8h以内装炉退火,防止裂纹产生;对铁素体奥氏体不锈钢要求快冷,避免晶粒长大和碳化物析出聚聚,影响耐腐蚀性。
不锈钢环锻件焊接工艺.pdf
本发明涉及不锈钢环锻件加工领域,特别涉及一种不锈钢环锻件焊接工艺,其步骤为:A、组件配套;B、进行退磁处理,并清理对接表面;C、进行组件的压合,通过真空电子束进行对接面的焊接;D、热处理;步骤C具体为:C1、设置多个定位焊缝,进行定位焊接,焊接时保持焊接环境真空,用55~65mA的电子束束流以焊接速度0.2~0.3r/min进行焊接;C2、焊接对接面,焊接时保持焊接环境真空,用95~105mA的电子束束流以焊接速度0.2~0.3r/min进行焊接;焊接对接面时,对接面单边各留0.12~0.13mm的余量,