
气―气换热器的换热管与管板施工工艺.docx

努力****南绿


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

气―气换热器的换热管与管板施工工艺.docx
气―气换热器的换热管与管板施工工艺【摘要】换热器作为换热设备之一主要用于完成介质的热量交换。其中换热管与管板的连接形式一般有强度胀接、强度焊及胀焊并用等多种形式。换热管与管板的连接质量是换热设备质量的重要标志换热管的失效大部分集中在管接头上。因此对容器的制造、焊接、过程控制及检验、验收提出了更高的要求。【关键词】换热管;管板;强度胀接;间隙腐蚀;密封性能0.引言随着石油、化工行业的不断发展承压设备的预制也在增加。换热器作为换热设备之一主要用于完
气―气换热器的换热管与管板施工工艺.docx
气―气换热器的换热管与管板施工工艺【摘要】换热器作为换热设备之一主要用于完成介质的热量交换。其中换热管与管板的连接形式一般有强度胀接、强度焊及胀焊并用等多种形式。换热管与管板的连接质量是换热设备质量的重要标志换热管的失效大部分集中在管接头上。因此对容器的制造、焊接、过程控制及检验、验收提出了更高的要求。【关键词】换热管;管板;强度胀接;间隙腐蚀;密封性能0.引言随着石油、化工行业的不断发展承压设备的预制也在增加。换热器作为换热设备之一主要用于完

钛管换热器的换热管与管板焊接工艺介绍.docx
钛管换热器的换热管与管板焊接工艺介绍摘要:文章介绍了以海水作为冷却介质的换热器中一种以爆炸复合钛钢板作管板、以钛管作换热管的换热管与管板焊接的工艺评定及生产制作中的焊接工艺。文章为钛制换热器的生产制造提供可借鉴经验。关键词:钛管换热管;复合钛钢板管板;换热管与管板工艺评定;生产制作滨海电站的换热器设备若采用常规不锈钢管做换热管、低合金钢作管板管板和换热管会在一两年内发生严重的点腐蚀、溃蚀等现象使用周期短不但成本高而且有碍生产。我公司设计制造的以钛管作为换
一种换热器管板与换热管的连接结构.pdf
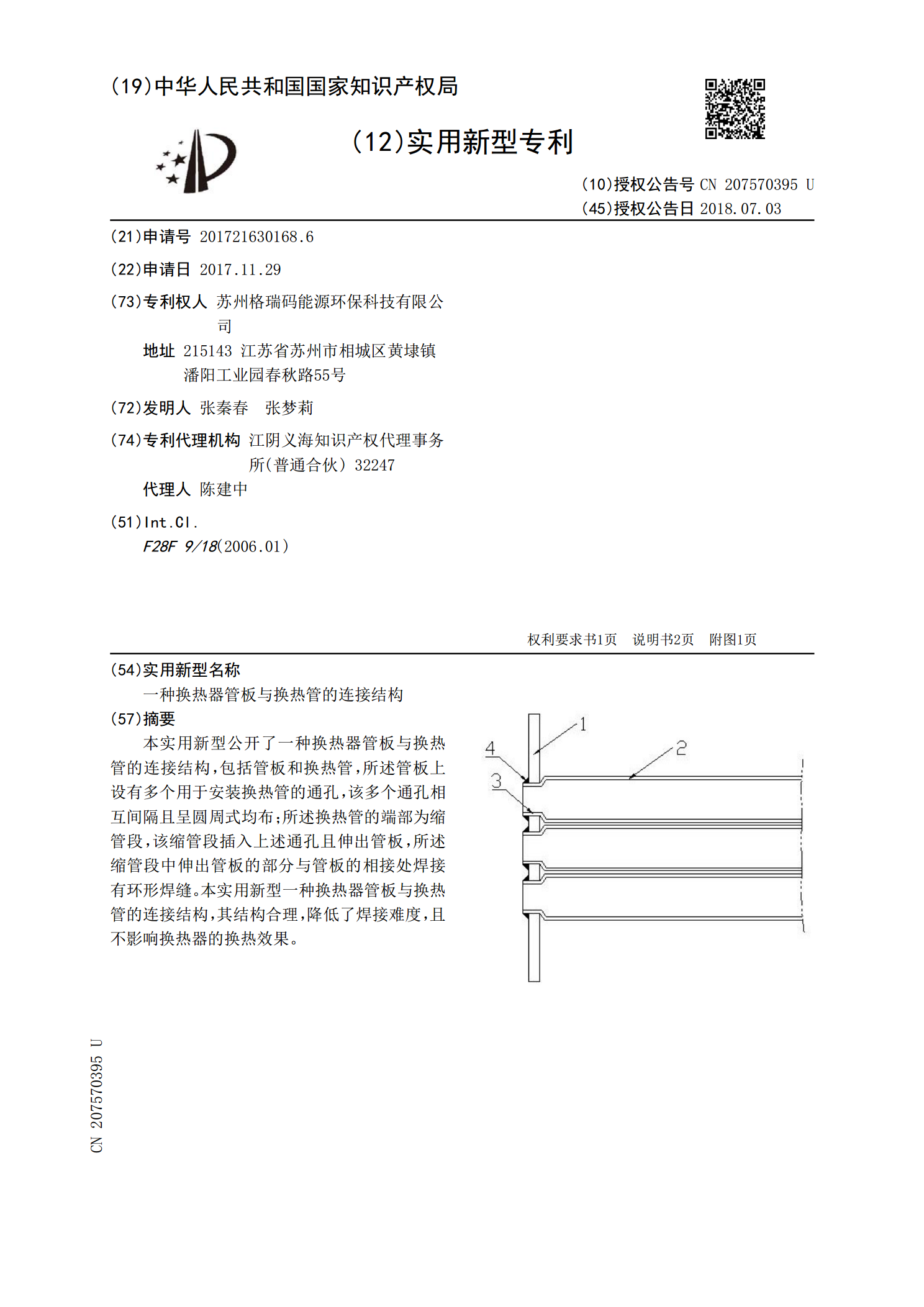
本实用新型公开了一种换热器管板与换热管的连接结构,包括管板和换热管,所述管板上设有多个用于安装换热管的通孔,该多个通孔相互间隔且呈圆周式均布;所述换热管的端部为缩管段,该缩管段插入上述通孔且伸出管板,所述缩管段中伸出管板的部分与管板的相接处焊接有环形焊缝。本实用新型一种换热器管板与换热管的连接结构,其结构合理,降低了焊接难度,且不影响换热器的换热效果。
管壳式换热器换热管与管板胀管率的确定.pdf