
一种叶片高速挤压成型模具.pdf

俊凤****bb


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种叶片高速挤压成型模具.pdf
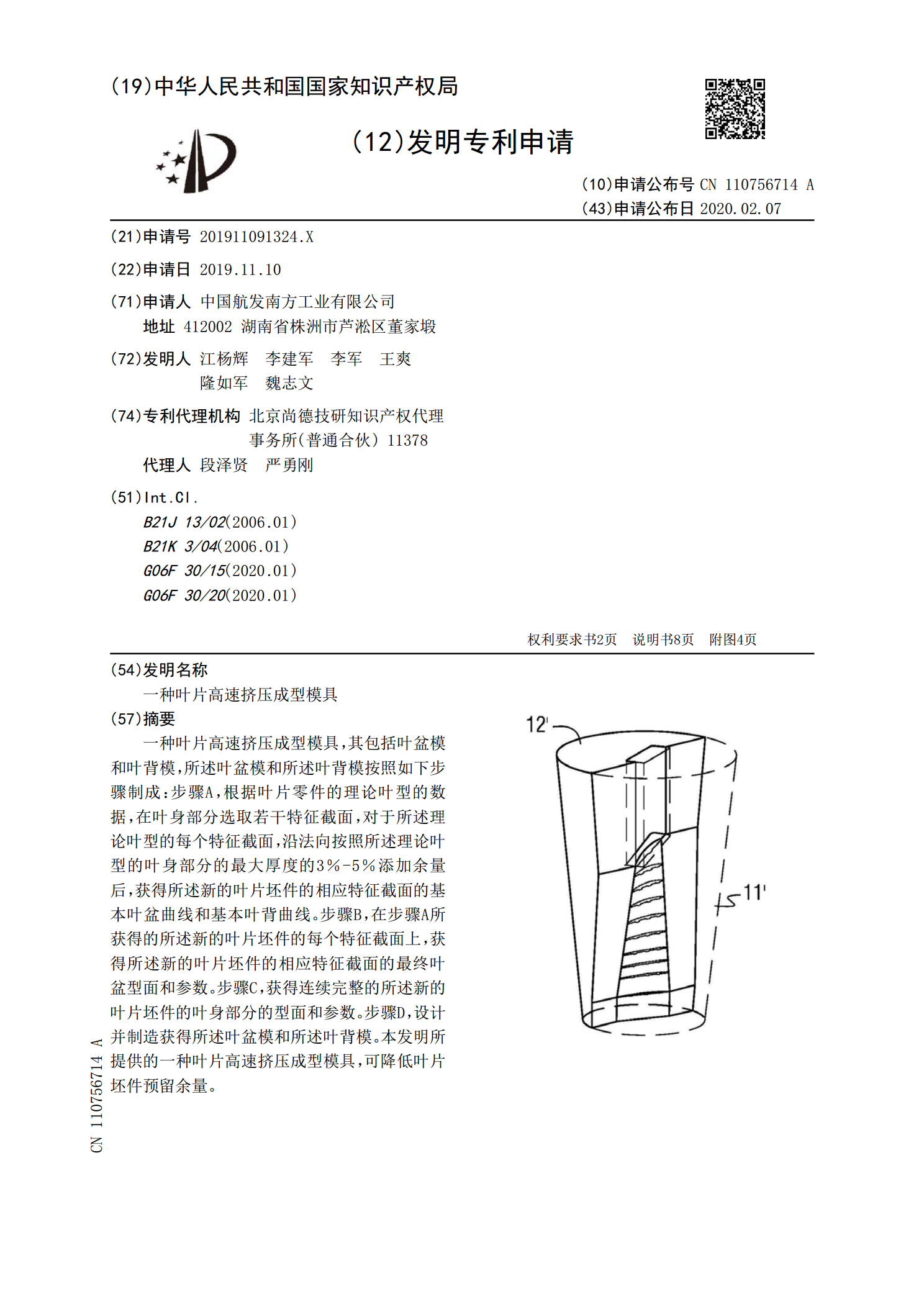
一种叶片高速挤压成型模具,其包括叶盆模和叶背模,所述叶盆模和所述叶背模按照如下步骤制成:步骤A,根据叶片零件的理论叶型的数据,在叶身部分选取若干特征截面,对于所述理论叶型的每个特征截面,沿法向按照所述理论叶型的叶身部分的最大厚度的3%‑5%添加余量后,获得所述新的叶片坯件的相应特征截面的基本叶盆曲线和基本叶背曲线。步骤B,在步骤A所获得的所述新的叶片坯件的每个特征截面上,获得所述新的叶片坯件的相应特征截面的最终叶盆型面和参数。步骤C,获得连续完整的所述新的叶片坯件的叶身部分的型面和参数。步骤D,设计并制造

一种挤压成型叶片.pdf
一种挤压成型叶片,其在叶盆上设置有至少一个沿着榫头至叶尖方向延伸的凸起部,其叶盆型面的除了所述凸起部的区域与理论叶型的叶盆型面的余量为理论叶型的在叶身的Z轴方向上的截面尺寸的最大厚度的3%‑8%,其叶背型面与理论叶型的叶背型面的余量为理论叶型的在叶身的Z轴方向上的截面尺寸的最大厚度的3%‑8%。本发明所提供的一种挤压成型叶片,可在大大降低叶片坯件预留余量的同时,大大提升挤压成形的叶片坯件后续加工的合格率。
一种挤压成型硫化模具及方法.pdf
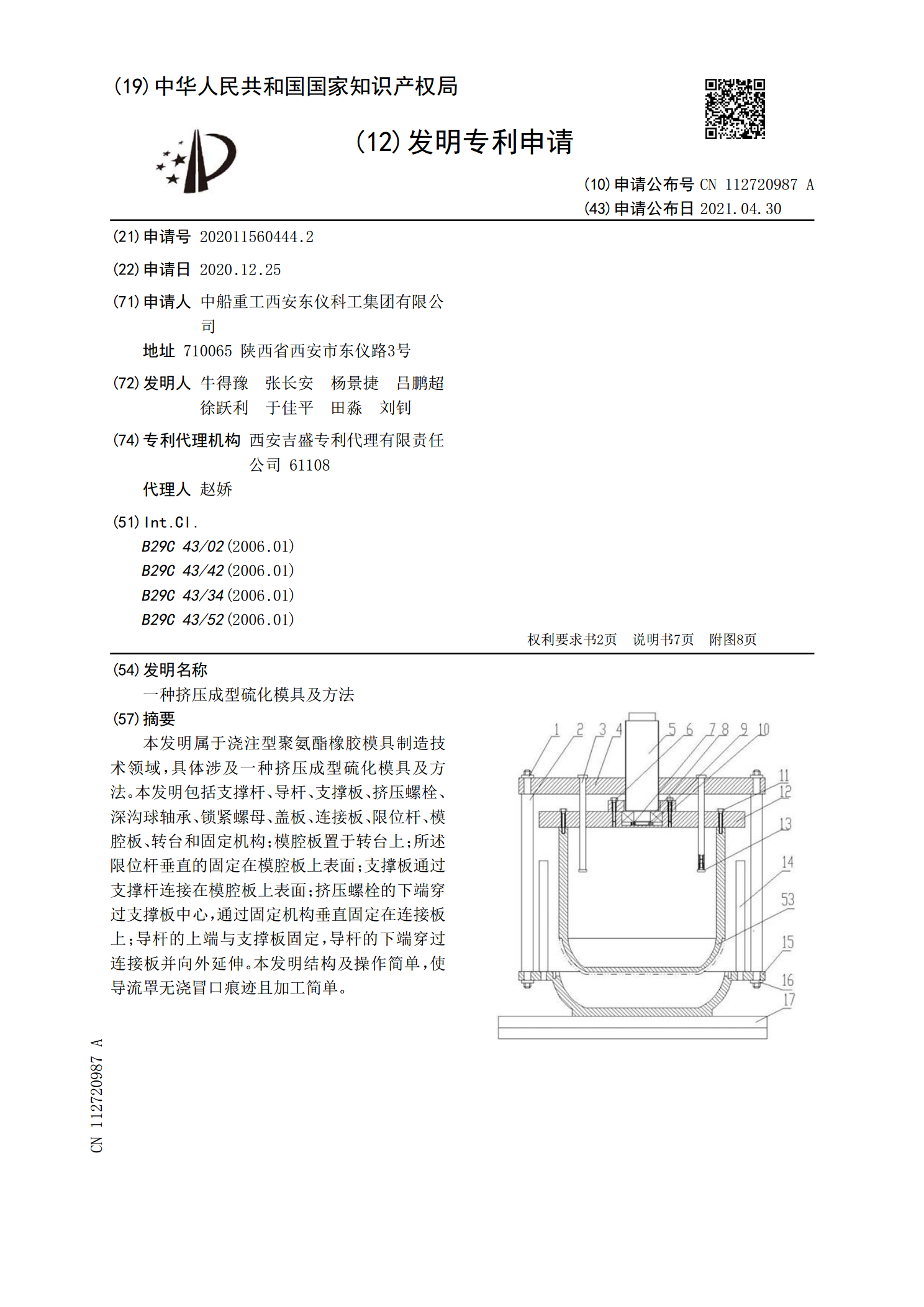
本发明属于浇注型聚氨酯橡胶模具制造技术领域,具体涉及一种挤压成型硫化模具及方法。本发明包括支撑杆、导杆、支撑板、挤压螺栓、深沟球轴承、锁紧螺母、盖板、连接板、限位杆、模腔板、转台和固定机构;模腔板置于转台上;所述限位杆垂直的固定在模腔板上表面;支撑板通过支撑杆连接在模腔板上表面;挤压螺栓的下端穿过支撑板中心,通过固定机构垂直固定在连接板上;导杆的上端与支撑板固定,导杆的下端穿过连接板并向外延伸。本发明结构及操作简单,使导流罩无浇冒口痕迹且加工简单。
一种挤压成型塑料模具.pdf
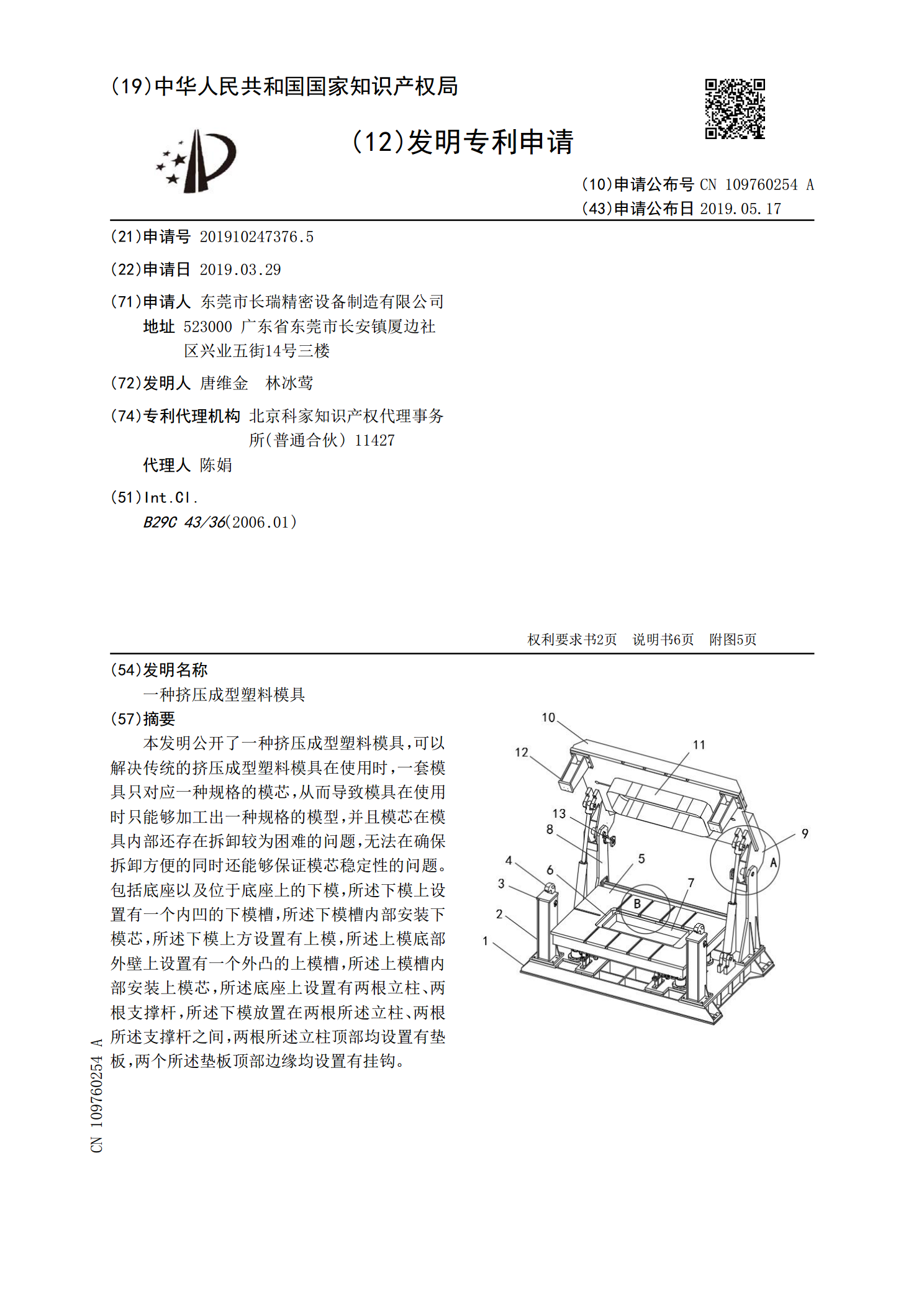
本发明公开了一种挤压成型塑料模具,可以解决传统的挤压成型塑料模具在使用时,一套模具只对应一种规格的模芯,从而导致模具在使用时只能够加工出一种规格的模型,并且模芯在模具内部还存在拆卸较为困难的问题,无法在确保拆卸方便的同时还能够保证模芯稳定性的问题。包括底座以及位于底座上的下模,所述下模上设置有一个内凹的下模槽,所述下模槽内部安装下模芯,所述下模上方设置有上模,所述上模底部外壁上设置有一个外凸的上模槽,所述上模槽内部安装上模芯,所述底座上设置有两根立柱、两根支撑杆,所述下模放置在两根所述立柱、两根所述支撑杆
一种挤压成型塑料模具.pdf
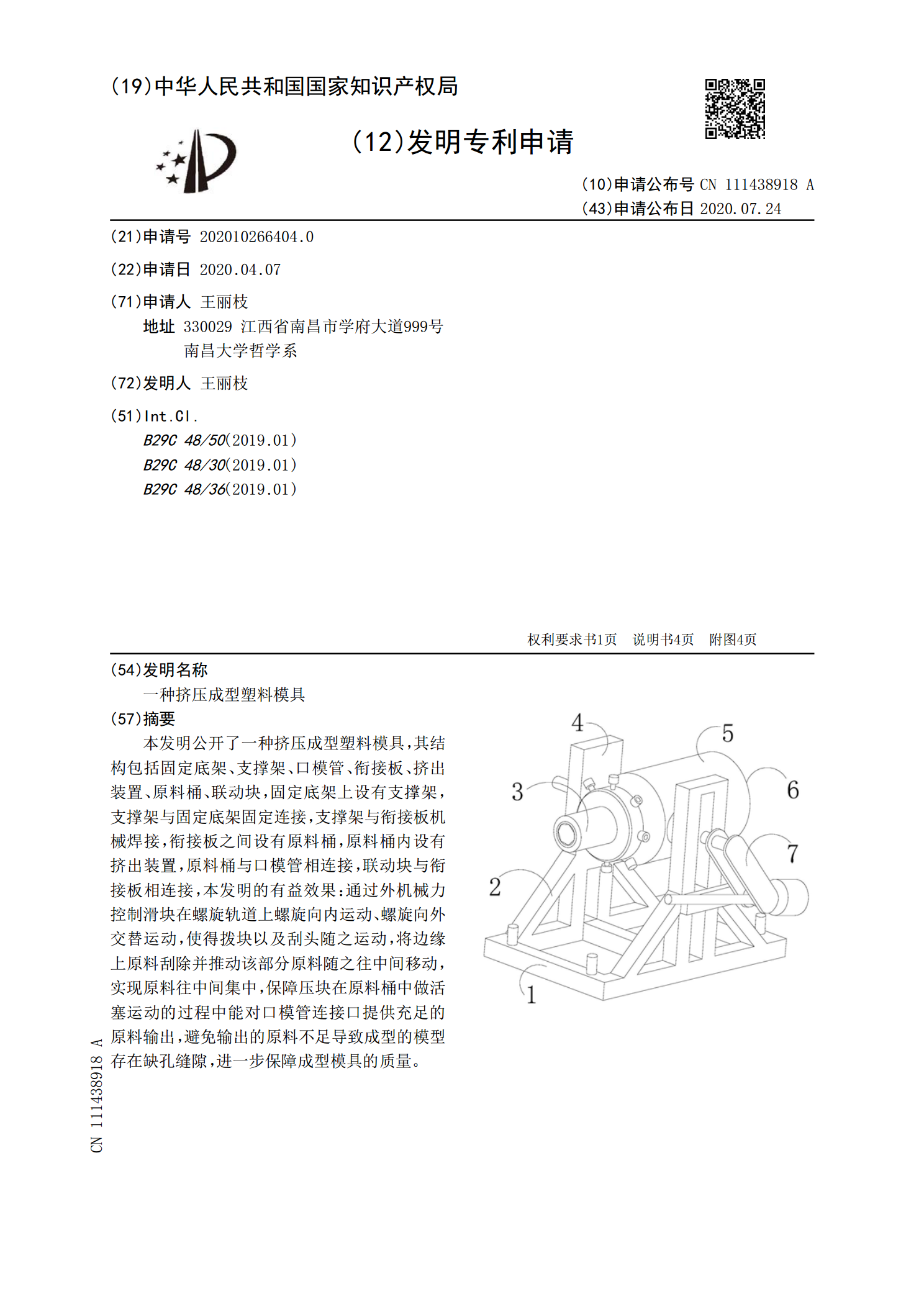
本发明公开了一种挤压成型塑料模具,其结构包括固定底架、支撑架、口模管、衔接板、挤出装置、原料桶、联动块,固定底架上设有支撑架,支撑架与固定底架固定连接,支撑架与衔接板机械焊接,衔接板之间设有原料桶,原料桶内设有挤出装置,原料桶与口模管相连接,联动块与衔接板相连接,本发明的有益效果:通过外机械力控制滑块在螺旋轨道上螺旋向内运动、螺旋向外交替运动,使得拨块以及刮头随之运动,将边缘上原料刮除并推动该部分原料随之往中间移动,实现原料往中间集中,保障压块在原料桶中做活塞运动的过程中能对口模管连接口提供充足的原料输出