
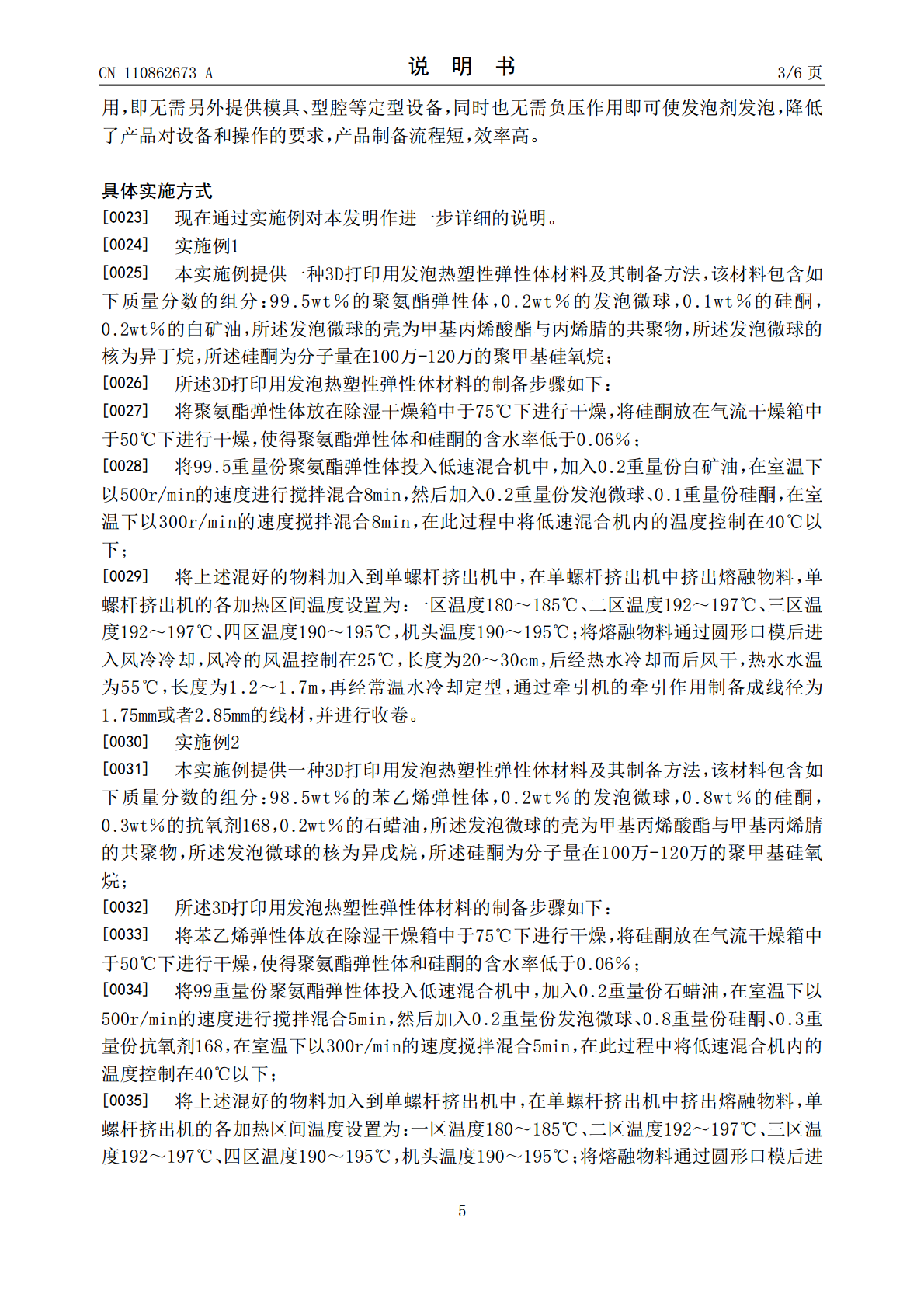
一种3D打印用发泡热塑性弹性体材料及其制备方法.pdf

Jo****31


1/8

2/8

3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种3D打印用发泡热塑性弹性体材料及其制备方法.pdf
本申请涉及一种3D打印用发泡热塑性弹性体材料及其制备方法,包含热塑性弹性体、扩散油和具有核‑壳结构的发泡微球,发泡微球的壳为甲基丙烯酸酯、丙烯腈、甲基丙烯腈的两种或者三种物质的共聚物,发泡微球的核为C4‑C8的异烷烃;制备方法无需双螺杆等二次加工,可在单螺杆中直接挤出熔融物料,之后通过风冷实现缓慢降温,使得发泡剂能够在线材内部实现均匀且充分的发泡而不易破裂,再经过热水初步定型后经冷水冷却,收卷制得成品。本发明的发泡热塑性弹性体线材制备的打印试样具有质轻、回弹好的优良性能,保留了热塑性弹性体本身的硬度和拉伸

高铁减震垫板用微发泡热塑性弹性体及其制备方法.pdf
一种高铁减震垫板用微发泡热塑性弹性体,由下列原料按照如下的重量配比制成:三元乙丙橡胶20~80份、聚丙烯20~80份、交联剂0.1~10份、交联催化剂0.3~60份、微发泡剂0.5~3份、助剂1~10份。本发明的成型产品是孔径为几十微米的闭孔微发泡弹性体制品,其外观光滑平整,具有独立的气泡、发泡较小、无化学物质残留的优点。同时本发明的成型产品可减重10%-40%,在受冲击时,吸收的能量可增加3-5倍,能使原来的裂缝尖端钝化,从而提高了材料的韧性和耐疲劳寿命,可满足高铁减震垫板需要的力学性能、弹性、动能吸收

一种热塑性聚酯弹性体制备方法及发泡方法.docx
一种热塑性聚酯弹性体制备方法及发泡方法热塑性聚酯弹性体(ThermoplasticPolyesterElastomer,TPEE)是一种具有优异弹性、耐热性、耐化学品性能的高分子材料,广泛应用于汽车、电子、家电、运动器材等领域。本文将介绍一种用于制备TPEE的方法,并结合发泡技术,探讨TPEE材料的扩展应用。一种常用的制备TPEE的方法是通过聚酯共混法(Polyesterblendingmethod)。具体步骤如下:1.材料准备:将聚酯和增塑剂(如酯类增塑剂)按一定比例混合均匀。2.预处理:将混合物进行预
一种可发泡热塑性聚氨酯弹性体及其制备方法和应用.pdf
本发明公开了一种可发泡热塑性聚氨酯弹性体及其制备方法和应用。制备方法包括步骤:(1)将结晶温度不低于70℃且邵氏硬度为70A?85D的热塑性聚氨酯弹性体和发泡剂按质量比100:0.1?10加入到第一阶双螺杆挤出机中熔融混合;发泡剂为丁烷、异丁烷、戊烷、五氟丙烷、丙酮中的一种或几种的混合;(2)将步骤(1)中双螺杆挤出机挤出的物料送入第二阶单螺杆挤出机中进行降温处理,物料通过模头挤出,水下切粒,得到可发泡热塑性聚氨酯弹性体;水下切粒的水压为5?30bar。本发明的可发泡热塑性聚氨酯弹性体可发泡性能和可模塑熔

一种带有皮层结构的发泡热塑性弹性体瑜伽垫及其制备方法.pdf
本发明公开了一种带有皮层结构的发泡热塑性弹性体瑜伽垫及其制备方法,涉及热塑性弹性体发泡卷材技术领域。本发明所述发泡热塑性弹性体瑜伽垫的厚度为3~8mm,皮层厚度为10~300μm,平均密度为0.08~0.25g/cm