
减少冷轧钢带表面乳化液的方法.pdf

冬易****娘子


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

减少冷轧钢带表面乳化液的方法.pdf
本发明公开了一种减少冷轧钢带表面乳化液的方法。该方法适用于2100mm宽厚板冷轧机的轧制生产,该方法包括:将两组入口刮油辊和两组出口刮油辊中的任一组入口刮油辊及任一组出口刮油辊的上下辊的辊面材质调整为纤维材料;在出口刮油辊的外侧的钢带的上下两侧分别加装一个风刀以对钢带表面的乳化液进行吹扫清除。本发明的减少冷轧钢带表面乳化液的方法通过将一组入口刮油辊和一组出口刮油辊的上下辊的辊面材质调整为纤维材料,能够解决因刮油辊与钢带表面均为刚性接触而导致的钢带表面的乳化液大量残留的问题;同时通过在钢带表面上下两侧设置的

用于减少冷轧带钢表面乳化液印的方法.pdf
本发明公开了一种用于减少冷轧带钢表面乳化液印的方法。该方法包括步骤:11)将轧机本体中已与钢带发生相互作用的乳化液排入脏油箱;12)将经过脏油箱过滤后的乳化液排入净油箱;13)将净油箱内的乳化液排入蒸汽换热器,对乳化液进行加热;14)根据乳化液的工作温度及浓度要求,调节电动控制阀的开口度,将乳化液排回净油箱;15)利用油泵将净油箱的乳化液打到轧机本体。本发明的用于减少冷轧带钢表面乳化液印的方法,通过加装蒸汽换热器以及电动控制阀,能够实现乳化液系统温度及浓度的自动控制,实现乳化液的快速加热,保证乳化液的温度
冷轧钢带表面毛刺去除机构.pdf
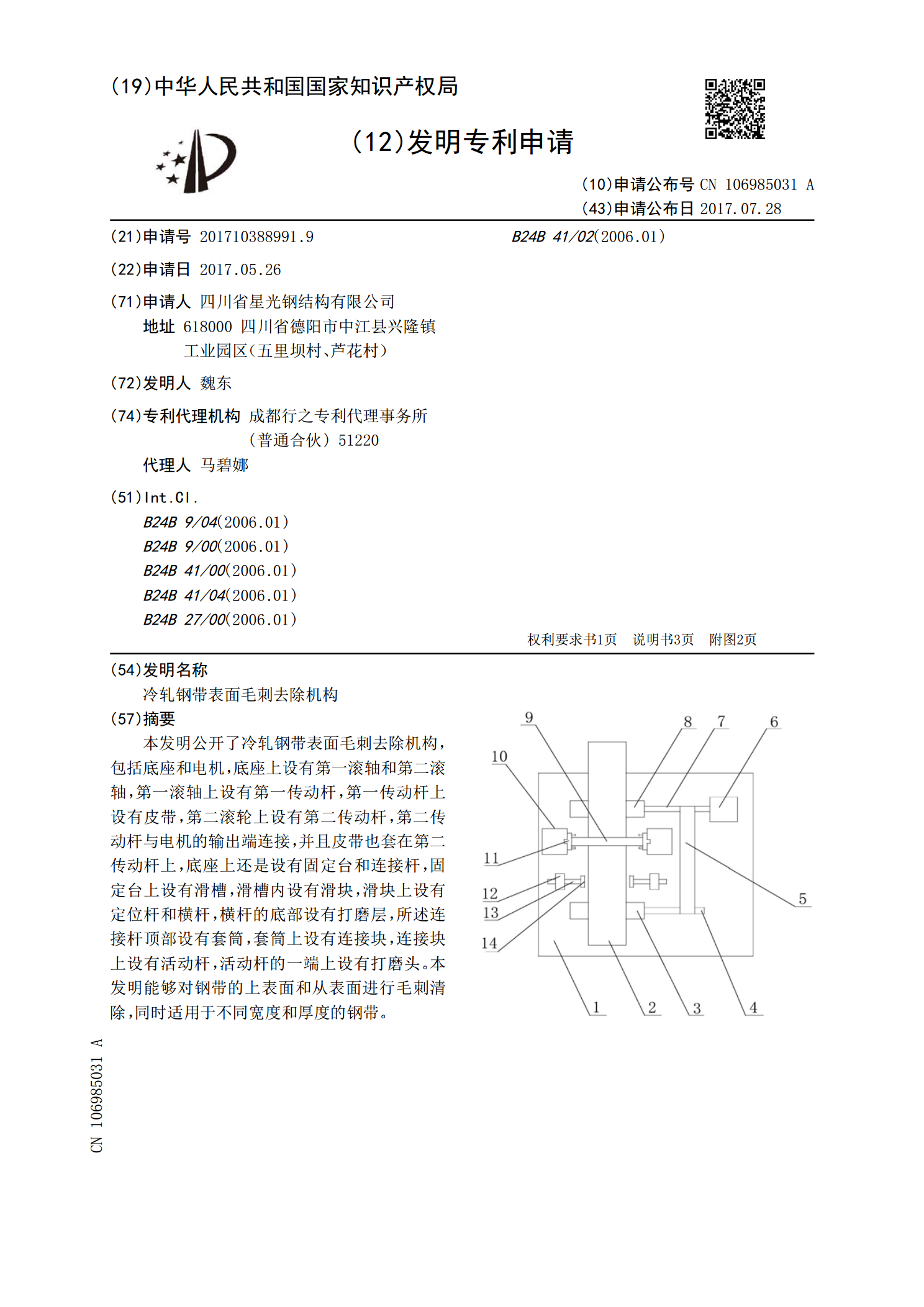
本发明公开了冷轧钢带表面毛刺去除机构,包括底座和电机,底座上设有第一滚轴和第二滚轴,第一滚轴上设有第一传动杆,第一传动杆上设有皮带,第二滚轮上设有第二传动杆,第二传动杆与电机的输出端连接,并且皮带也套在第二传动杆上,底座上还是设有固定台和连接杆,固定台上设有滑槽,滑槽内设有滑块,滑块上设有定位杆和横杆,横杆的底部设有打磨层,所述连接杆顶部设有套筒,套筒上设有连接块,连接块上设有活动杆,活动杆的一端上设有打磨头。本发明能够对钢带的上表面和从表面进行毛刺清除,同时适用于不同宽度和厚度的钢带。

锯条体用冷轧钢带表面缺陷分析.docx
锯条体用冷轧钢带表面缺陷分析标题:冷轧钢带表面缺陷分析与锯条体引言:冷轧钢带作为广泛应用于现代工业领域的一种重要材料,在其制造过程中,表面缺陷的产生对其质量和性能有着深远的影响。锯条体作为锯片的的关键部件之一,其质量与工作效率密切相关。因此,深入分析冷轧钢带表面缺陷的成因与特征,对于提高锯条体的制造质量和性能具有重要意义。一、冷轧钢带表面缺陷的成因1.1材料因素:冷轧钢带的成分、结构和纯度对表面缺陷具有直接的影响。晶粒细化、含碳量变化不均以及非金属夹杂物可能导致表面开裂、云斑和凸起等缺陷。1.2制造工艺因

冷轧钢带表面粒状斑迹缺陷分析.docx
冷轧钢带表面粒状斑迹缺陷分析随着工业生产的发展,冷轧钢带的应用范围变得越来越广泛。但是,在生产过程中,冷轧钢带表面粒状斑迹缺陷问题也时常出现,给产品质量和生产效率带来了很大的影响。因此,本文从冷轧钢带表面粒状斑迹缺陷的原因分析、特征描述和处理方法三个方面来进行探讨。一、冷轧钢带表面粒状斑迹缺陷原因分析冷轧钢带表面粒状斑迹缺陷一般是由以下原因引起的:1、生料质量不佳。当冷轧钢带的生料中杂质含量较高时,容易在连铸过程中产生夹杂和气孔等缺陷,导致钢材表面出现粒状斑迹。2、轧制过程中的润滑问题。在轧制过程中,润滑