
一种胶铁框、背光源、移动终端及胶铁框成型方法.pdf

萌运****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种胶铁框、背光源、移动终端及胶铁框成型方法.pdf
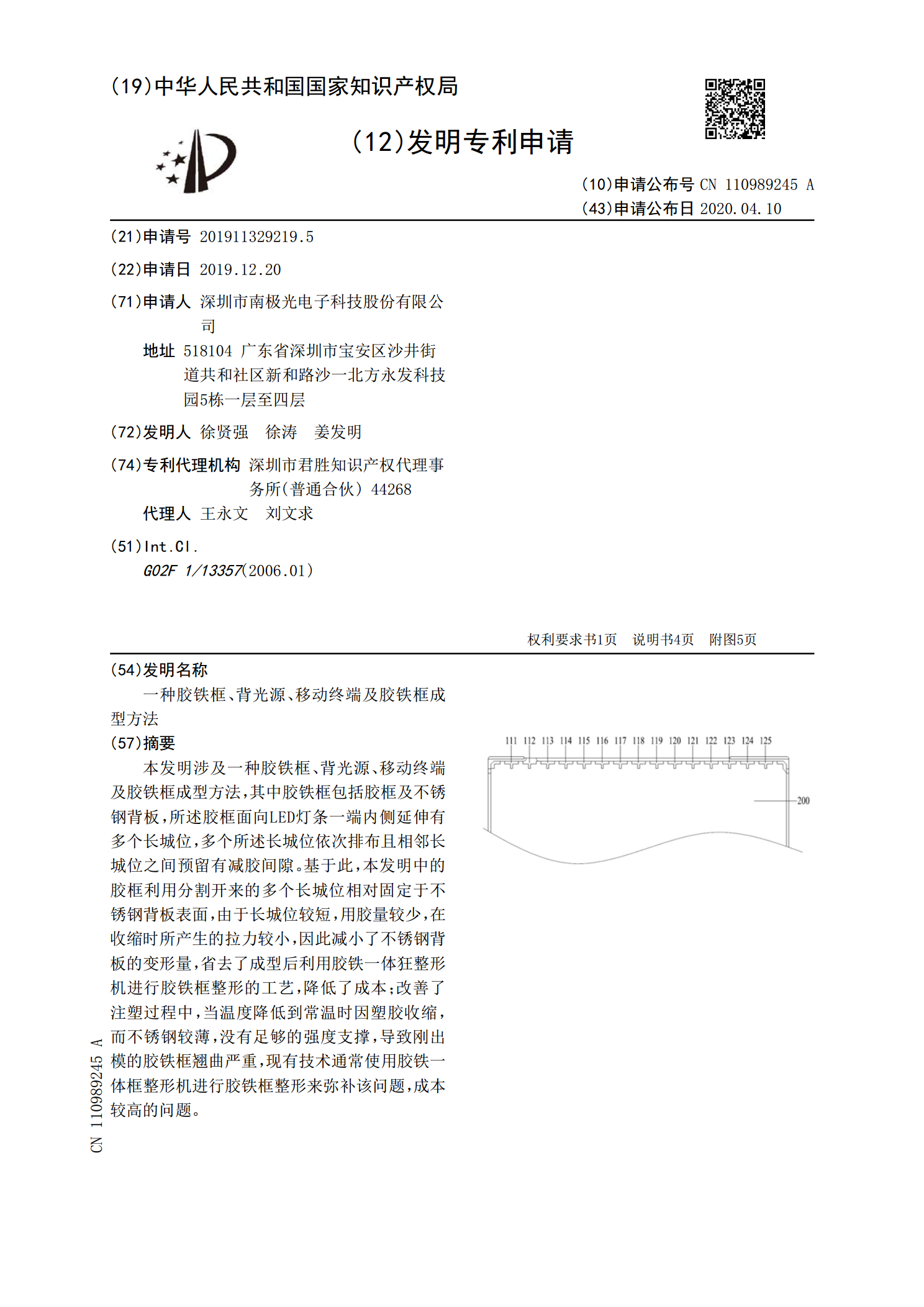
本发明涉及一种胶铁框、背光源、移动终端及胶铁框成型方法,其中胶铁框包括胶框及不锈钢背板,所述胶框面向LED灯条一端内侧延伸有多个长城位,多个所述长城位依次排布且相邻长城位之间预留有减胶间隙。基于此,本发明中的胶框利用分割开来的多个长城位相对固定于不锈钢背板表面,由于长城位较短,用胶量较少,在收缩时所产生的拉力较小,因此减小了不锈钢背板的变形量,省去了成型后利用胶铁一体狂整形机进行胶铁框整形的工艺,降低了成本;改善了注塑过程中,当温度降低到常温时因塑胶收缩,而不锈钢较薄,没有足够的强度支撑,导致刚出模的胶铁
一种背光源胶框烘干装置.pdf
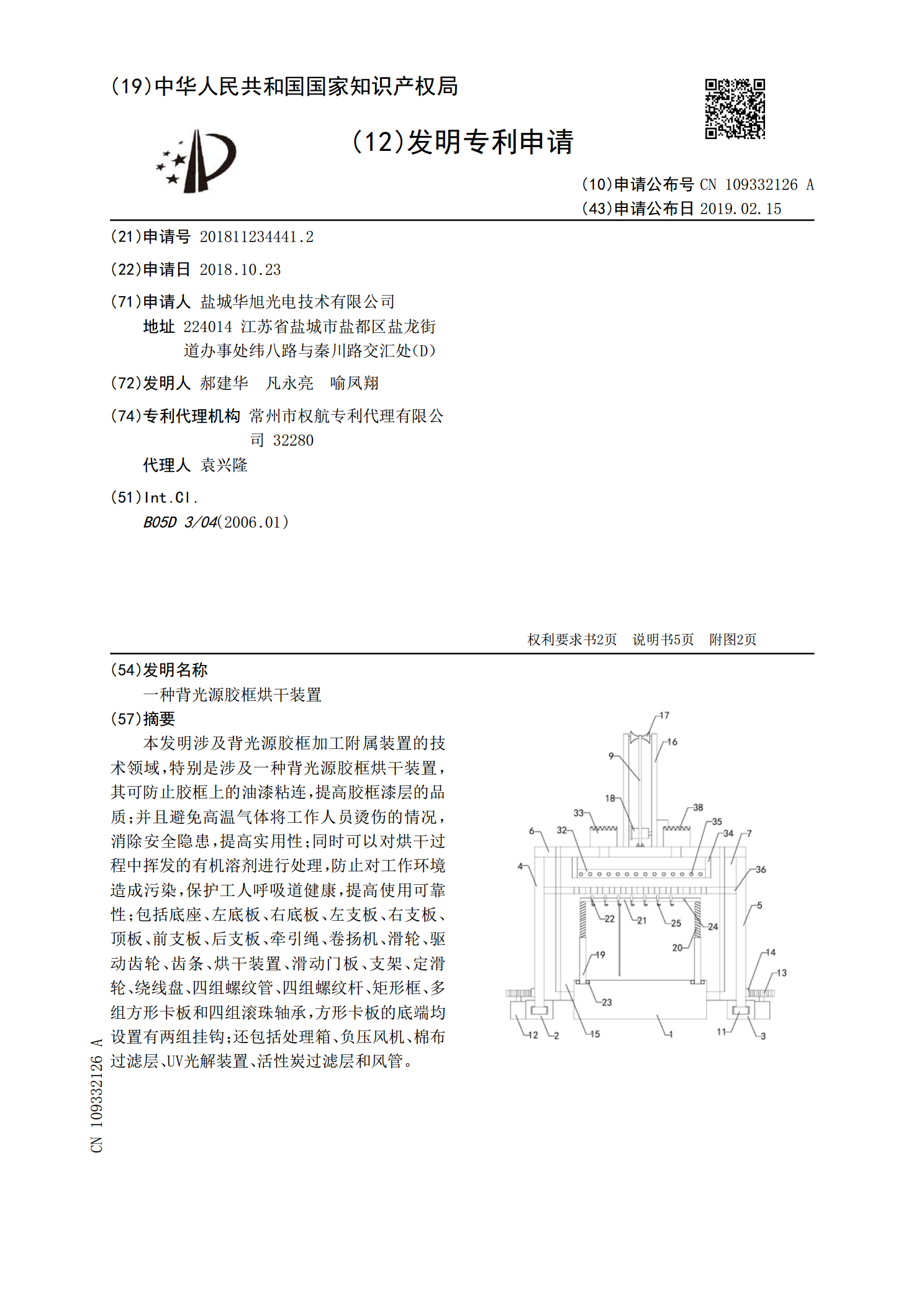
本发明涉及背光源胶框加工附属装置的技术领域,特别是涉及一种背光源胶框烘干装置,其可防止胶框上的油漆粘连,提高胶框漆层的品质;并且避免高温气体将工作人员烫伤的情况,消除安全隐患,提高实用性;同时可以对烘干过程中挥发的有机溶剂进行处理,防止对工作环境造成污染,保护工人呼吸道健康,提高使用可靠性;包括底座、左底板、右底板、左支板、右支板、顶板、前支板、后支板、牵引绳、卷扬机、滑轮、驱动齿轮、齿条、烘干装置、滑动门板、支架、定滑轮、绕线盘、四组螺纹管、四组螺纹杆、矩形框、多组方形卡板和四组滚珠轴承,方形卡板的底端
一种背光源胶框装配辅助设备.pdf
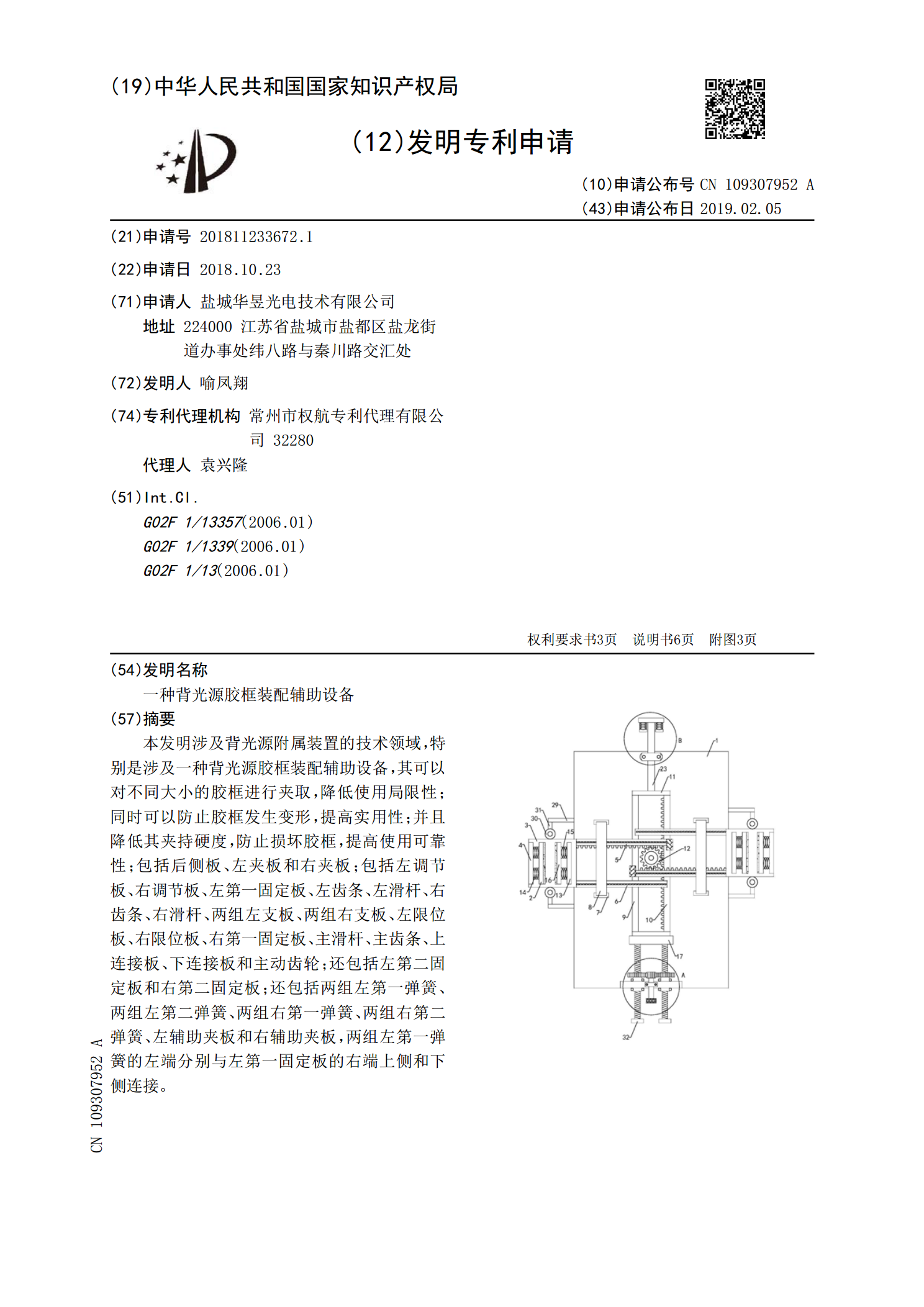
本发明涉及背光源附属装置的技术领域,特别是涉及一种背光源胶框装配辅助设备,其可以对不同大小的胶框进行夹取,降低使用局限性;同时可以防止胶框发生变形,提高实用性;并且降低其夹持硬度,防止损坏胶框,提高使用可靠性;包括后侧板、左夹板和右夹板;包括左调节板、右调节板、左第一固定板、左齿条、左滑杆、右齿条、右滑杆、两组左支板、两组右支板、左限位板、右限位板、右第一固定板、主滑杆、主齿条、上连接板、下连接板和主动齿轮;还包括左第二固定板和右第二固定板;还包括两组左第一弹簧、两组左第二弹簧、两组右第一弹簧、两组右第二

框胶包装结构及框胶备料方法.pdf
本发明提供一种框胶包装结构及框胶备料方法。本发明的框胶包装结构,通过设置由接触层、中间层、及外层组成的三层包装结构,外层可避免框胶受到挤压及受到光照,中间层可进一步防止框胶受到光照,接触层可方便框胶从所述框胶包装结构中取出,与现有技术相比,可有效地降低框胶取用的难度,减少框胶残留的几率,降低颗粒风险,减少材料的浪费。本发明的框胶备料方法,操作简单,降低颗粒风险,减少材料浪费,备料精度高。

一种用于背光源胶框的喷涂组件.pdf
本发明涉及背光源胶框附属装置的技术领域,特别是涉及一种用于背光源胶框的喷涂组件,其可以对胶框进行夹紧,防止滑动,提高稳定性;同时无需人工旋转下转轴,防止人与喷涂区域近距离接触,防止损害人身健康,提高使用可靠性;并且喷枪的位置可以进行调节,降低使用局限性;包括箱体、涂料箱、喷枪、放置盘、下转轴、下转板和四组支腿,箱体的内部设置有喷涂腔;包括左侧板、右侧板、左夹板、右夹板、两组左限位杆、两组右限位杆、左调节丝杠和右调节丝杠;还包括上转轴、齿轮电机和上转板;还包括固定板、电动缸、放置板、右转轴和调节电机,固定板