
一种防止铸件冒口根部裂纹的铸造方法.pdf

是丹****ni

1/10
2/10
3/10
4/10
5/10

6/10
7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种防止铸件冒口根部裂纹的铸造方法.pdf
本发明提供了一种防止铸件冒口根部裂纹的铸造方法,包括:制备与铸造用缩颈冒口的冒口颈适配的冒口圈,并将冒口圈固定在所述缩颈冒口的冒口颈处形成所述铸件冒口,填砂合箱进行浇注;开箱后,切割所述铸件冒口,所述铸件冒口切割后留有残余冒口,残余冒口的高度占所述铸件冒口高度的1/10‑1/6;将带有残余冒口的铸件进行清砂、抛丸、退火处理;待处理后的带有残余冒口的铸件冷却至室温后,去除残余冒口。本发明通过设置冒口圈与采用两次清除冒口配合的方法,一方面使切割操作时易于掌握切割的残余高度,另一方面,可明显减少切割时间,从而减

铸造裂纹的防止方法.docx
铸造裂纹的防止方法铸造裂纹的防止方法摘要:铸造是一种常见的制造工艺,用于制造各种机械零件和金属制品。然而,在铸造过程中经常会出现裂纹,严重影响产品的质量和性能,甚至造成产品报废。因此,研究和应用有效的方法来防止铸造裂纹是十分重要的。本文将探讨铸造裂纹的成因及其防止的方法,包括调整合金成分、改进铸造工艺、提高熔体温度和施加合适的压力等。关键词:铸造,裂纹,成因,防止方法,合金成分,铸造工艺,熔体温度,施加压力1.引言铸造是一种常见的金属加工方法,其在制造工业中占有重要地位。然而,铸造过程中经常会出现裂纹,这
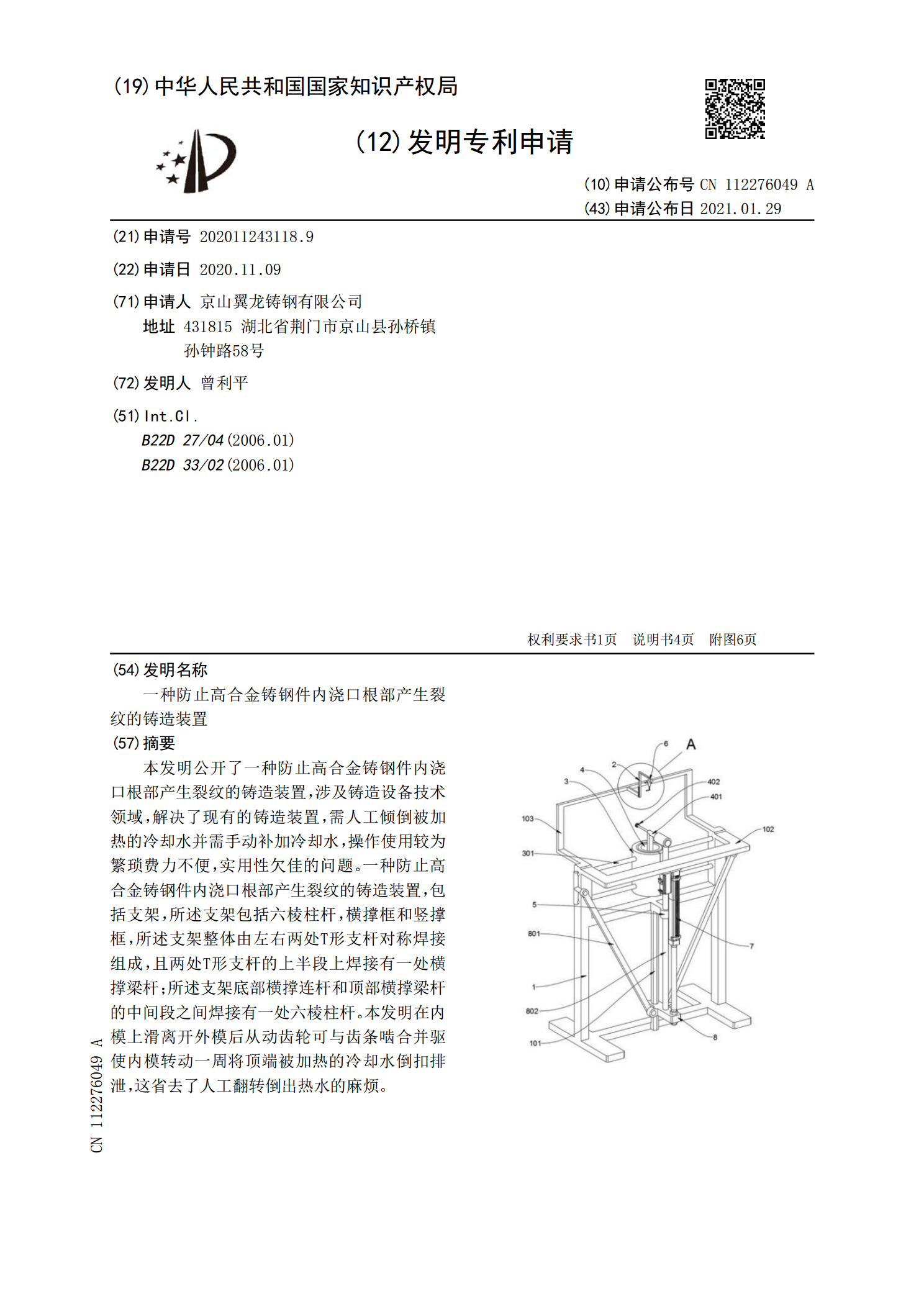
一种防止高合金铸钢件内浇口根部产生裂纹的铸造装置.pdf
本发明公开了一种防止高合金铸钢件内浇口根部产生裂纹的铸造装置,涉及铸造设备技术领域,解决了现有的铸造装置,需人工倾倒被加热的冷却水并需手动补加冷却水,操作使用较为繁琐费力不便,实用性欠佳的问题。一种防止高合金铸钢件内浇口根部产生裂纹的铸造装置,包括支架,所述支架包括六棱柱杆,横撑框和竖撑框,所述支架整体由左右两处T形支杆对称焊接组成,且两处T形支杆的上半段上焊接有一处横撑梁杆;所述支架底部横撑连杆和顶部横撑梁杆的中间段之间焊接有一处六棱柱杆。本发明在内模上滑离开外模后从动齿轮可与齿条啮合并驱使内模转动一周

厚大断面铸件小冒口铸造工艺.docx
厚大断面铸件小冒口铸造工艺厚大断面铸件小冒口铸造工艺摘要:厚大断面铸件在工业生产中具有极为重要的地位。小冒口铸造工艺是一种深受工程技术人员青睐的技术方法。本文将介绍厚大断面铸件小冒口铸造工艺的基本原理、工艺流程以及优点和存在的问题,并提出相应的改进方案,以期提高铸件的质量和生产效率。一、厚大断面铸件小冒口铸造工艺的基本原理厚大断面铸件是指在铸造过程中,工件的断面尺寸相对较大,同时工件厚度也较大。厚大断面铸件具有很高的材料和能源消耗,易产生铸件内部缺陷、应力集中等问题。而冒口是为了排除铸件中的气体和杂质,以

一种防止高温合金模具铸造裂纹产生的方法.pdf
本发明属于高温合金的铸造领域,涉及一种防止高温合金模具铸造裂纹产生的方法的改进。其特征在于,第一,制作砂型:在砂箱的底部铺好型砂后放入木模,在木模的周围覆盖干型粘土砂作为面砂,厚度为30-80mm;型芯面砂采用干型粘土砂、心部采用中空或填入树脂砂,厚度为60-100mm;第二,烘干砂型:在砂型表面刷2~3遍铸造型面涂料以固化砂型,20~50℃进炉,以10~30℃/h的速度随炉升温,升至320-450℃,保温20~40h,随炉冷却;第三,浇铸:在真空感应炉内进行浇铸,真空度10~100Pa,浇铸温度在146