
一种流延膜模头及流延膜机.pdf

努力****亚捷


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种流延膜模头及流延膜机.pdf
本发明涉及一种流延膜模头及流延膜机,包括上料装置以及设置在上料装置下方的模头,所述模头整体为圆锥体,其又分为左模头与右模头,所述左模头与右模头之间留有流延空隙,所述流延空隙为0.03‑0.08mm,所述左模头与右模头空隙分为上半部与下半部,所述上半部为下料区,所述下部分为压料区,所述左模头与右模头的下料区为对称设置的半圆弧状压料口;所述上料装置侧边还设置有对溢出流延膜进行会吹的吹边装置;所述吹边装置为吹风管,所述吹风管一端安装在上料装置上,另一端伸入上料装置内部并对溢出的流延膜进行35‑45°吹边。本发明

一种流延膜切边机.pdf
本发明涉及一种流延膜切边机,包括机架,所述机架上设置有压延成型装置、设置在压延成型装置后的矫正牵引装置以及末端的收卷装置,所述压延成型装置为长度不同的一组滚筒组,所述滚筒组之间的间隙为0.01‑0.05mm,所述矫正牵引装置为若干矫正滚筒,所述矫正牵引装置与收卷装置之间设置两组切边装置,每一组所述切边装置上下两个对称设置,所述切边装置包括电机、收卷转盘以及与收卷转盘相连的若干收边刀,所述两组切边装置的转向不同。本发明整体结构简单、效率高、无残留、针对另一面的废料进行收集,大量节省时间以及人力。
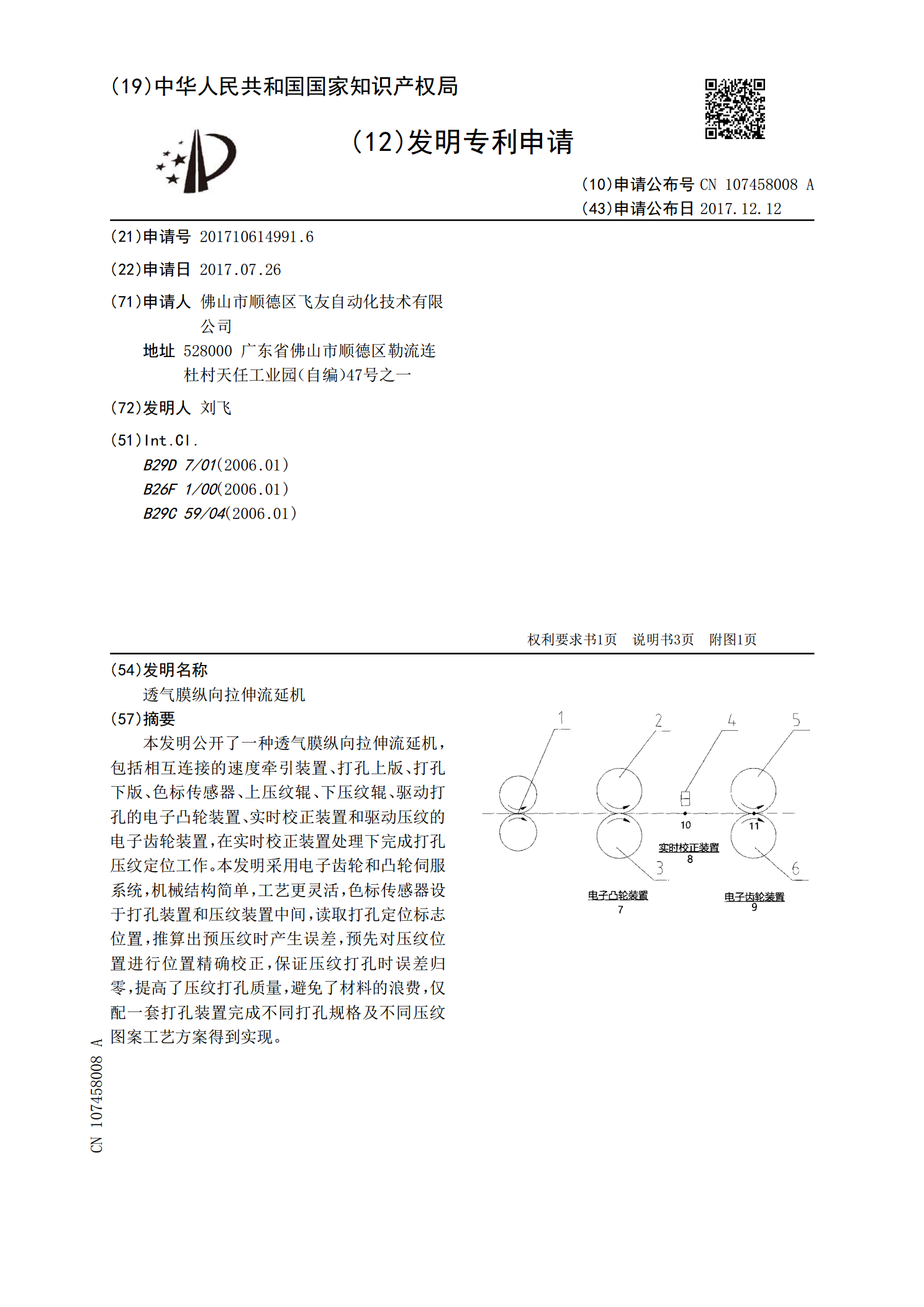
透气膜纵向拉伸流延机.pdf
本发明公开了一种透气膜纵向拉伸流延机,包括相互连接的速度牵引装置、打孔上版、打孔下版、色标传感器、上压纹辊、下压纹辊、驱动打孔的电子凸轮装置、实时校正装置和驱动压纹的电子齿轮装置,在实时校正装置处理下完成打孔压纹定位工作。本发明采用电子齿轮和凸轮伺服系统,机械结构简单,工艺更灵活,色标传感器设于打孔装置和压纹装置中间,读取打孔定位标志位置,推算出预压纹时产生误差,预先对压纹位置进行位置精确校正,保证压纹打孔时误差归零,提高了压纹打孔质量,避免了材料的浪费,仅配一套打孔装置完成不同打孔规格及不同压纹图案工艺
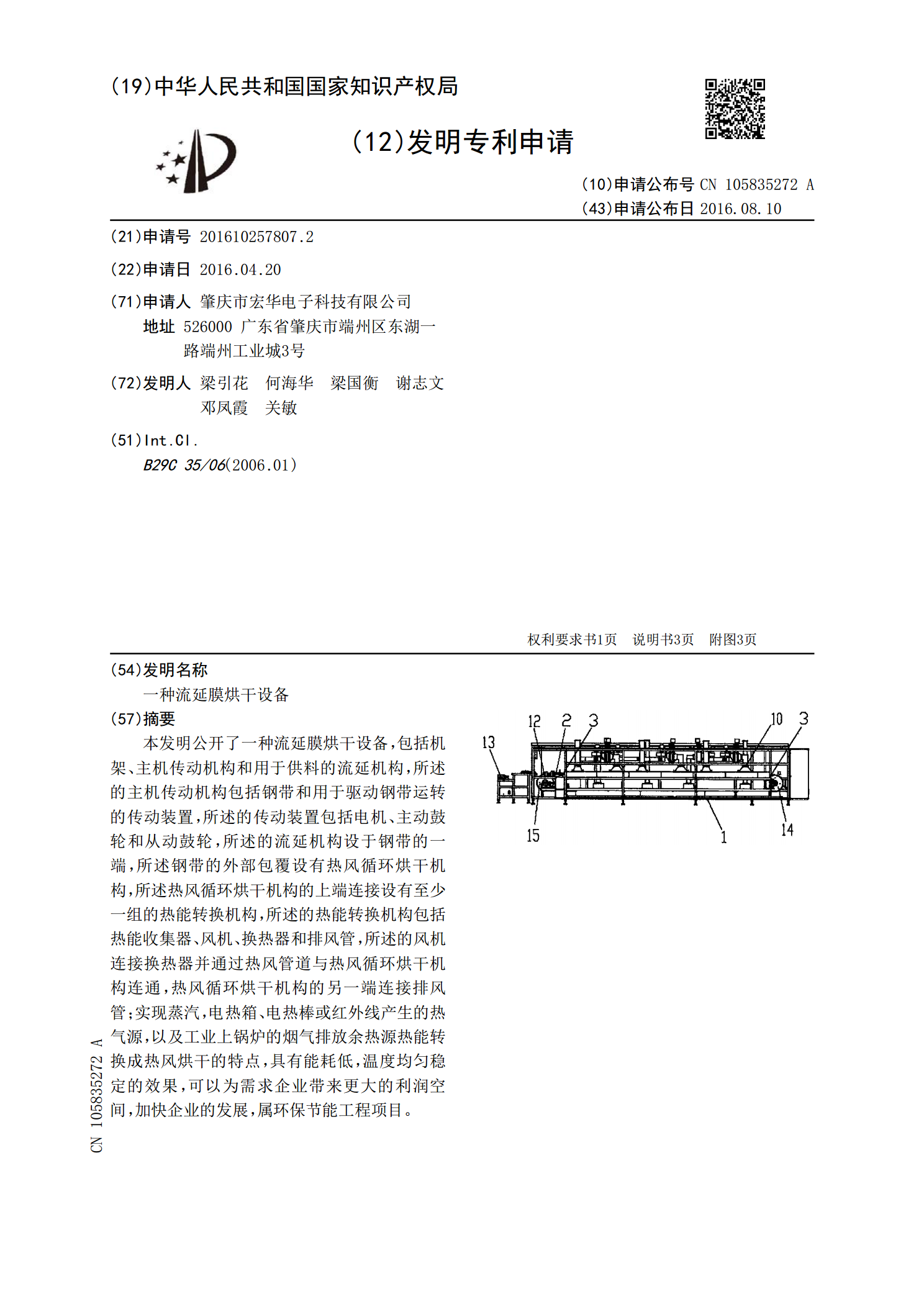
一种流延膜烘干设备.pdf
本发明公开了一种流延膜烘干设备,包括机架、主机传动机构和用于供料的流延机构,所述的主机传动机构包括钢带和用于驱动钢带运转的传动装置,所述的传动装置包括电机、主动鼓轮和从动鼓轮,所述的流延机构设于钢带的一端,所述钢带的外部包覆设有热风循环烘干机构,所述热风循环烘干机构的上端连接设有至少一组的热能转换机构,所述的热能转换机构包括热能收集器、风机、换热器和排风管,所述的风机连接换热器并通过热风管道与热风循环烘干机构连通,热风循环烘干机构的另一端连接排风管;实现蒸汽,电热箱、电热棒或红外线产生的热气源,以及工业上
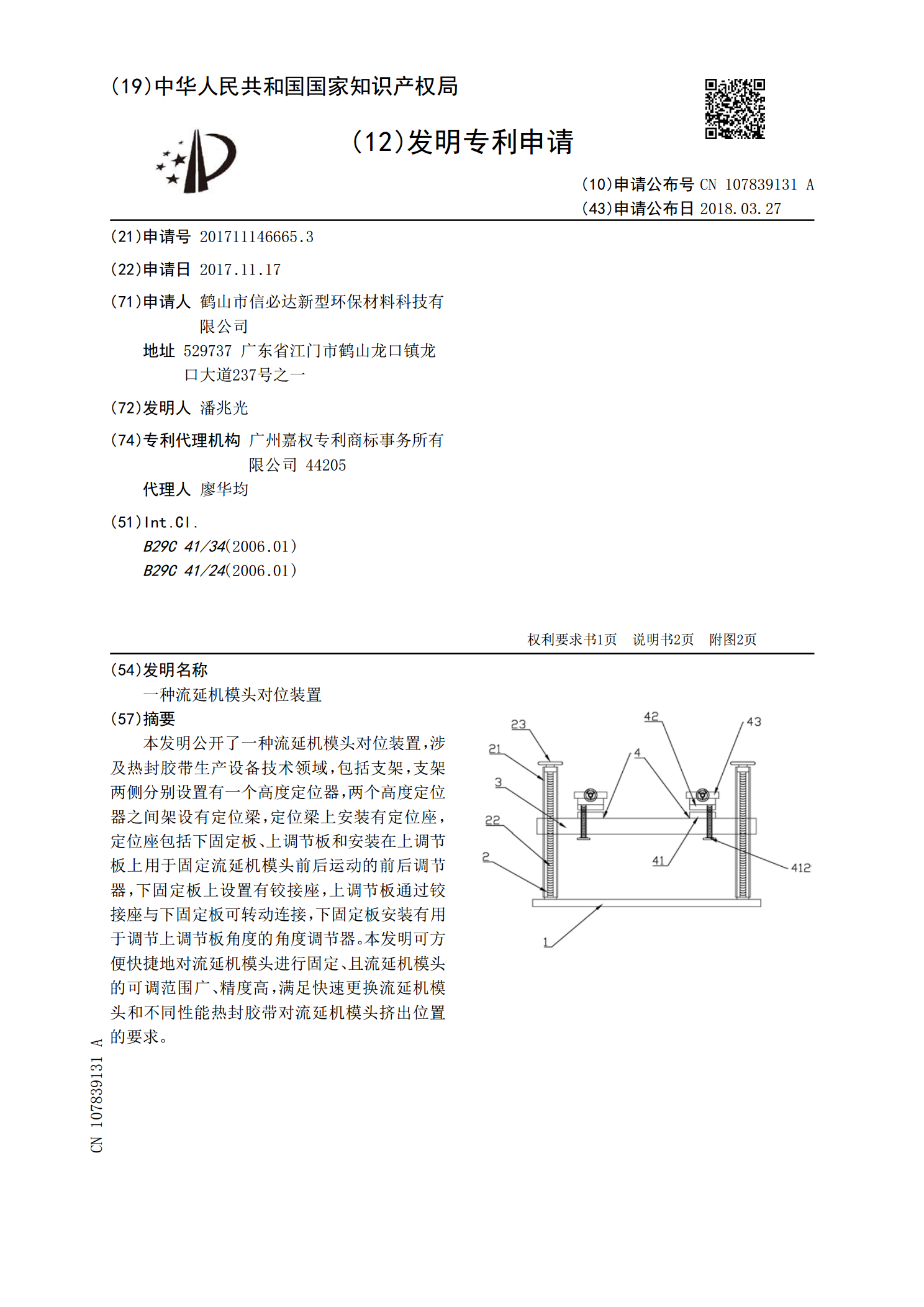
一种流延机模头对位装置.pdf
本发明公开了一种流延机模头对位装置,涉及热封胶带生产设备技术领域,包括支架,支架两侧分别设置有一个高度定位器,两个高度定位器之间架设有定位梁,定位梁上安装有定位座,定位座包括下固定板、上调节板和安装在上调节板上用于固定流延机模头前后运动的前后调节器,下固定板上设置有铰接座,上调节板通过铰接座与下固定板可转动连接,下固定板安装有用于调节上调节板角度的角度调节器。本发明可方便快捷地对流延机模头进行固定、且流延机模头的可调范围广、精度高,满足快速更换流延机模头和不同性能热封胶带对流延机模头挤出位置的要求。