
一种流延膜切边机.pdf

努力****亚捷


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种流延膜切边机.pdf
本发明涉及一种流延膜切边机,包括机架,所述机架上设置有压延成型装置、设置在压延成型装置后的矫正牵引装置以及末端的收卷装置,所述压延成型装置为长度不同的一组滚筒组,所述滚筒组之间的间隙为0.01‑0.05mm,所述矫正牵引装置为若干矫正滚筒,所述矫正牵引装置与收卷装置之间设置两组切边装置,每一组所述切边装置上下两个对称设置,所述切边装置包括电机、收卷转盘以及与收卷转盘相连的若干收边刀,所述两组切边装置的转向不同。本发明整体结构简单、效率高、无残留、针对另一面的废料进行收集,大量节省时间以及人力。

一种流延膜模头及流延膜机.pdf
本发明涉及一种流延膜模头及流延膜机,包括上料装置以及设置在上料装置下方的模头,所述模头整体为圆锥体,其又分为左模头与右模头,所述左模头与右模头之间留有流延空隙,所述流延空隙为0.03‑0.08mm,所述左模头与右模头空隙分为上半部与下半部,所述上半部为下料区,所述下部分为压料区,所述左模头与右模头的下料区为对称设置的半圆弧状压料口;所述上料装置侧边还设置有对溢出流延膜进行会吹的吹边装置;所述吹边装置为吹风管,所述吹风管一端安装在上料装置上,另一端伸入上料装置内部并对溢出的流延膜进行35‑45°吹边。本发明
一种流延机的薄膜切边装置.pdf
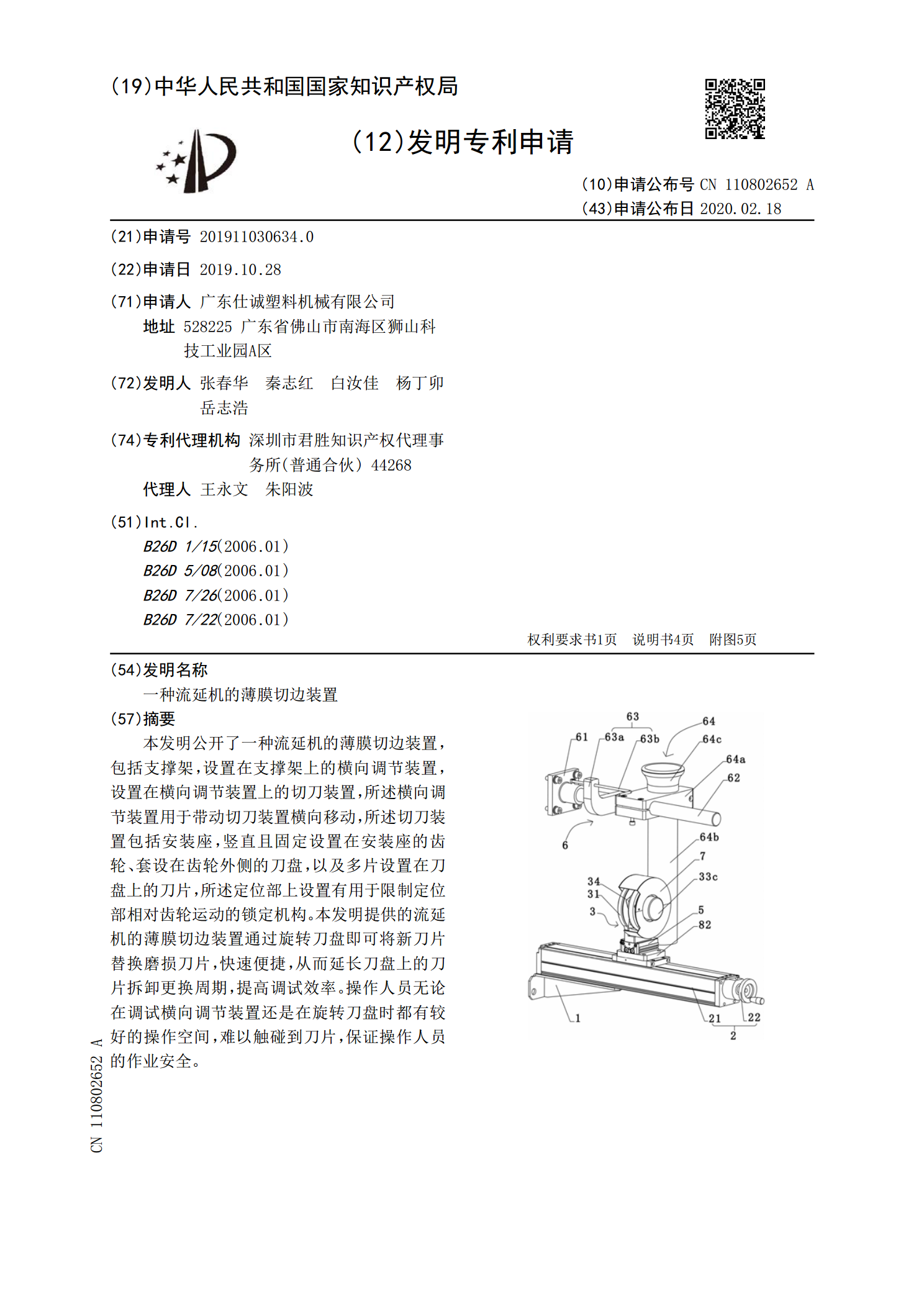
本发明公开了一种流延机的薄膜切边装置,包括支撑架,设置在支撑架上的横向调节装置,设置在横向调节装置上的切刀装置,所述横向调节装置用于带动切刀装置横向移动,所述切刀装置包括安装座,竖直且固定设置在安装座的齿轮、套设在齿轮外侧的刀盘,以及多片设置在刀盘上的刀片,所述定位部上设置有用于限制定位部相对齿轮运动的锁定机构。本发明提供的流延机的薄膜切边装置通过旋转刀盘即可将新刀片替换磨损刀片,快速便捷,从而延长刀盘上的刀片拆卸更换周期,提高调试效率。操作人员无论在调试横向调节装置还是在旋转刀盘时都有较好的操作空间,难
一种防牵伸褶皱的流延膜加工用滚筒式切边机.pdf
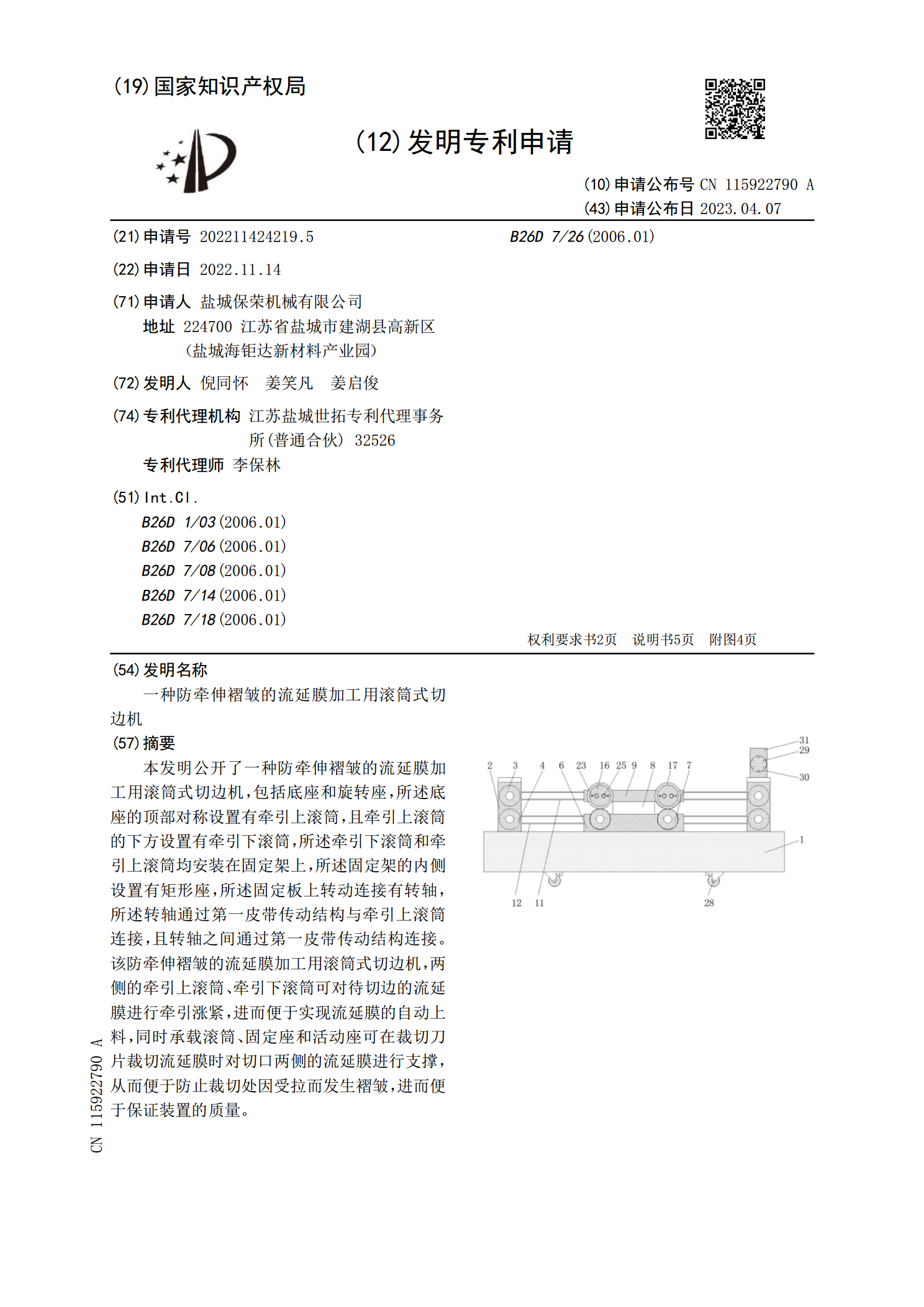
本发明公开了一种防牵伸褶皱的流延膜加工用滚筒式切边机,包括底座和旋转座,所述底座的顶部对称设置有牵引上滚筒,且牵引上滚筒的下方设置有牵引下滚筒,所述牵引下滚筒和牵引上滚筒均安装在固定架上,所述固定架的内侧设置有矩形座,所述固定板上转动连接有转轴,所述转轴通过第一皮带传动结构与牵引上滚筒连接,且转轴之间通过第一皮带传动结构连接。该防牵伸褶皱的流延膜加工用滚筒式切边机,两侧的牵引上滚筒、牵引下滚筒可对待切边的流延膜进行牵引涨紧,进而便于实现流延膜的自动上料,同时承载滚筒、固定座和活动座可在裁切刀片裁切流延膜时

一种流延膜除灰收卷机.pdf
本实用新型提供了一种流延膜除灰收卷机,尤其涉及流延膜清洁设备领域,在流延膜的移动路径上设置了擦灰海绵环,擦灰海绵环分别位于流延膜的上下侧,可随着流延膜的移动将流延膜表面的灰尘吸附,再通过两根旋转的竖轴带动擦灰海绵环将吸附灰尘的段落移出至流延膜的移动路径,并通过吸尘器将灰尘吸走;此设备可快速清理流延膜表面的灰尘,保证收卷的流延膜表面清洁干净,提高流延膜的生产质量;并且不需对清理的灰尘进行人工清理,保证流延膜收卷的连续性,提高流延膜的收卷效率。