
一种控深锣槽工艺.pdf

玉环****找我


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种控深锣槽工艺.pdf
本发明涉及一种控深锣槽工艺,其步骤为:S1、压合、外层钻孔后,机械锣槽,槽深小于实际槽深;S2、采用激光对槽进行切割,使其与实际要求深度一致;S3、进行去碳处理;S4、再进行沉铜、全板电镀、外层图形、图形电镀处理;S5、机械第二次锣槽,余留一层铜层;S6、利用激光对余留铜层切割,但不将余留铜层切除,沿槽棱边切割形成沟槽;S7、用具有针头的管先向沟槽处喷洒腐蚀剂,逐步向中心喷洒腐蚀剂,清洗并干燥;S8、利用弱激光束对腐蚀后的槽底部进行平整处理,然后再除胶处理;S9、然后再进行蚀刻、丝印阻焊、沉银、检测处理。

一种深槽加工工艺.pdf
本发明公开了一种深槽加工工艺,包括以下步骤:S1、将零件端面见光,外圆按程序设定的尺寸加工到位;S2、异形深槽用直槽刀开粗,侧面底面留余量;S3、异形深槽内斜面用成型刀具分段开粗,刀具正/反各装一支避让斜面,且侧面和底面均留有余量;S4、成型刀具分段加工槽的内径部分,由表面加工至斜面,加工尺寸到位;本发明本通过将异形深槽的加工工位配合车床特殊刀具及合理的数控程序编写,保证了产品质量稳定性,缩短了加工周期,提高了工作效率,且达到了快速加工异形深槽的效果,减少了刀具折断风险,加工纹路更为合理,降低了生产成本,

一种木板锣槽机.pdf
本发明公开的属于锣槽机技术领域,具体为一种木板锣槽机,包括锣槽机主体,锣槽机主体包括有机架,以及设置在机架上可沿机架水平方向移动和竖向移动的用于放置加工木板的加工台,加工台内腔开设有安装腔;安装腔腔内升降设置有升降板,升降板四周设置有垂直的安装杆,安装杆杆身间隙滑动贯穿加工台顶壁,安装杆顶端设置有横向的用于压紧木板四周的压紧架,安装腔腔内设置有控制升降板升降的驱动组件。该发明,通过摇把带动驱动杆转动后,通过啮合的主动锥形齿轮和随动锥形齿轮即可以从外部带动螺纹杆转动,转动螺纹杆后,由于升降板受到导向杆的限制
一种杜绝线路板锣槽漏锣的方法.pdf
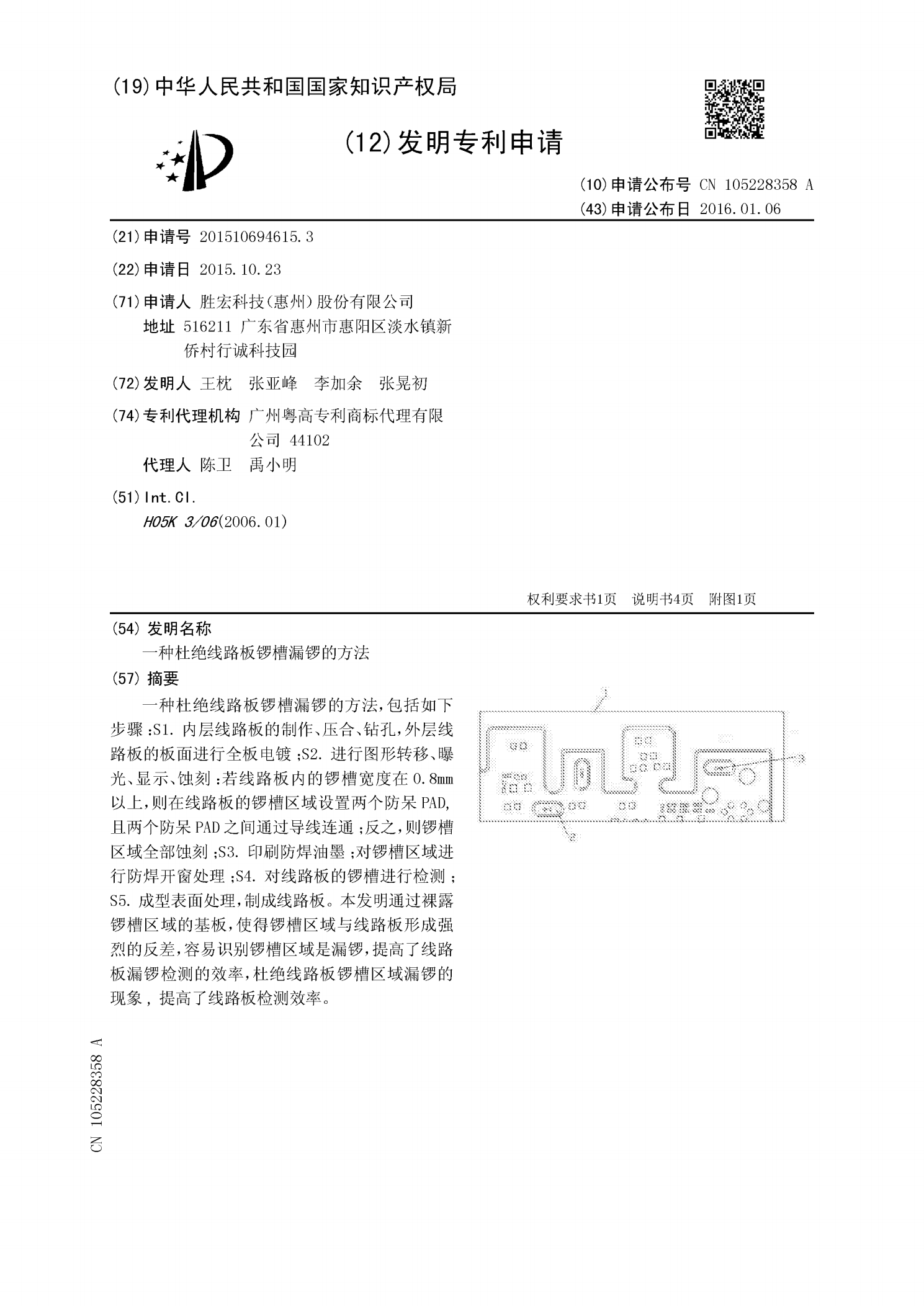
一种杜绝线路板锣槽漏锣的方法,包括如下步骤:S1.内层线路板的制作、压合、钻孔,外层线路板的板面进行全板电镀;S2.进行图形转移、曝光、显示、蚀刻:若线路板内的锣槽宽度在0.8mm以上,则在线路板的锣槽区域设置两个防呆PAD,且两个防呆PAD之间通过导线连通;反之,则锣槽区域全部蚀刻;S3.印刷防焊油墨;对锣槽区域进行防焊开窗处理;S4.对线路板的锣槽进行检测;S5.成型表面处理,制成线路板。本发明通过裸露锣槽区域的基板,使得锣槽区域与线路板形成强烈的反差,容易识别锣槽区域是漏锣,提高了线路板漏锣检测的效

引深拉槽工艺探讨.docx
引深拉槽工艺探讨引深拉槽工艺探讨摘要:引深拉槽工艺是一种常用的金属成形工艺,广泛应用于金属加工领域。本论文旨在对引深拉槽工艺进行探讨,分析其原理、应用范围和工艺参数等方面内容,并结合实际案例进行论证,以期更好地了解和应用该工艺。关键词:引深拉槽工艺、金属成形、应用范围、工艺参数一、引深拉槽工艺概述引深拉槽工艺是一种通过应用外力使金属材料产生塑性变形的方法。在这种工艺中,金属材料被拉入槽内,通过外力的作用使材料塑性变形,从而实现所需形状的加工。引深拉槽工艺主要应用于金属板材、管材等薄壁部件的成形加工,具有成