
一种冲切圆刀.pdf

霞英****娘子


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种冲切圆刀.pdf
为解决现有圆刀冲切时易产生气泡、材料翘起变形影响贴合的问题,本发明提供一种冲切圆刀,包括转轴及位于所述转轴外侧的刀体,所述刀体包括连接所述转轴的固定部及用于切削的刃部,所述刃部包括裁切刃、位于所述裁切刃一侧端的弧形过渡角刃及直线形延伸刃,所述角刃连接所述裁切刃和延伸刃,所述延伸刃在转轴表面沿所述转轴转动方向延伸。冲切时,刀体裁切刃对应保护膜开槽区域,角刃及延伸刃对应于开槽区域以外,通过弧形过渡角刃,将应力引导到远离开槽区域的刀刃起始和终止处、即延伸刃边缘,冲切完成,保留所需开槽区域,裁切掉角刃及延伸刃冲切

一种多功能冲切上刀.pdf
本发明提供了一种多功能冲切上刀,包括切筋冲塑上刀,切筋冲塑上刀固定在上刀固定座上,在上刀固定座的下方设有卸料板,切筋冲塑上刀穿过卸料板,在卸料板的下方设有卸料块及卸料镶件,凹模座设于卸料块及卸料镶件的下方,在凹模座的凹槽内设有定位针、承料块、切筋冲塑下刀及下刀压条,其特征在于:在所述切筋冲塑上刀的刀口前端设有长度为1-3mm、厚度为0.6-1mm的冲塑端。本发明在切筋冲塑上刀刀口前端加上冲塑端,在切筋上刀切入框架时由切筋上刀前端的冲塑端先切掉框架与塑封体之间的浇口残留,达到减小切筋刀口磨损、提高产品质量的
一种带冲刀的双腔体模具.pdf
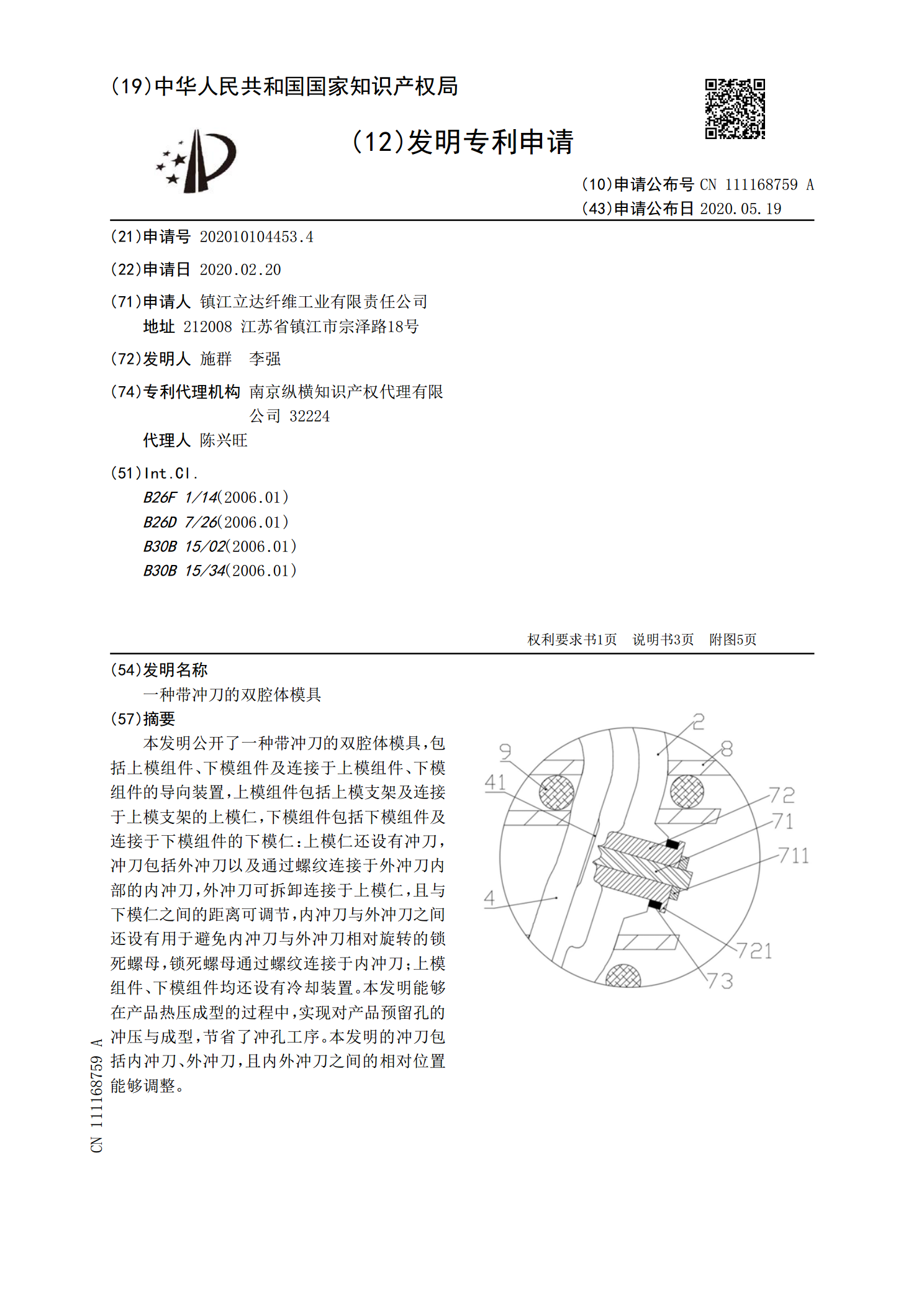
本发明公开了一种带冲刀的双腔体模具,包括上模组件、下模组件及连接于上模组件、下模组件的导向装置,上模组件包括上模支架及连接于上模支架的上模仁,下模组件包括下模组件及连接于下模组件的下模仁:上模仁还设有冲刀,冲刀包括外冲刀以及通过螺纹连接于外冲刀内部的内冲刀,外冲刀可拆卸连接于上模仁,且与下模仁之间的距离可调节,内冲刀与外冲刀之间还设有用于避免内冲刀与外冲刀相对旋转的锁死螺母,锁死螺母通过螺纹连接于内冲刀;上模组件、下模组件均还设有冷却装置。本发明能够在产品热压成型的过程中,实现对产品预留孔的冲压与成型,节
一种冲裁模具的废料切刀.pdf
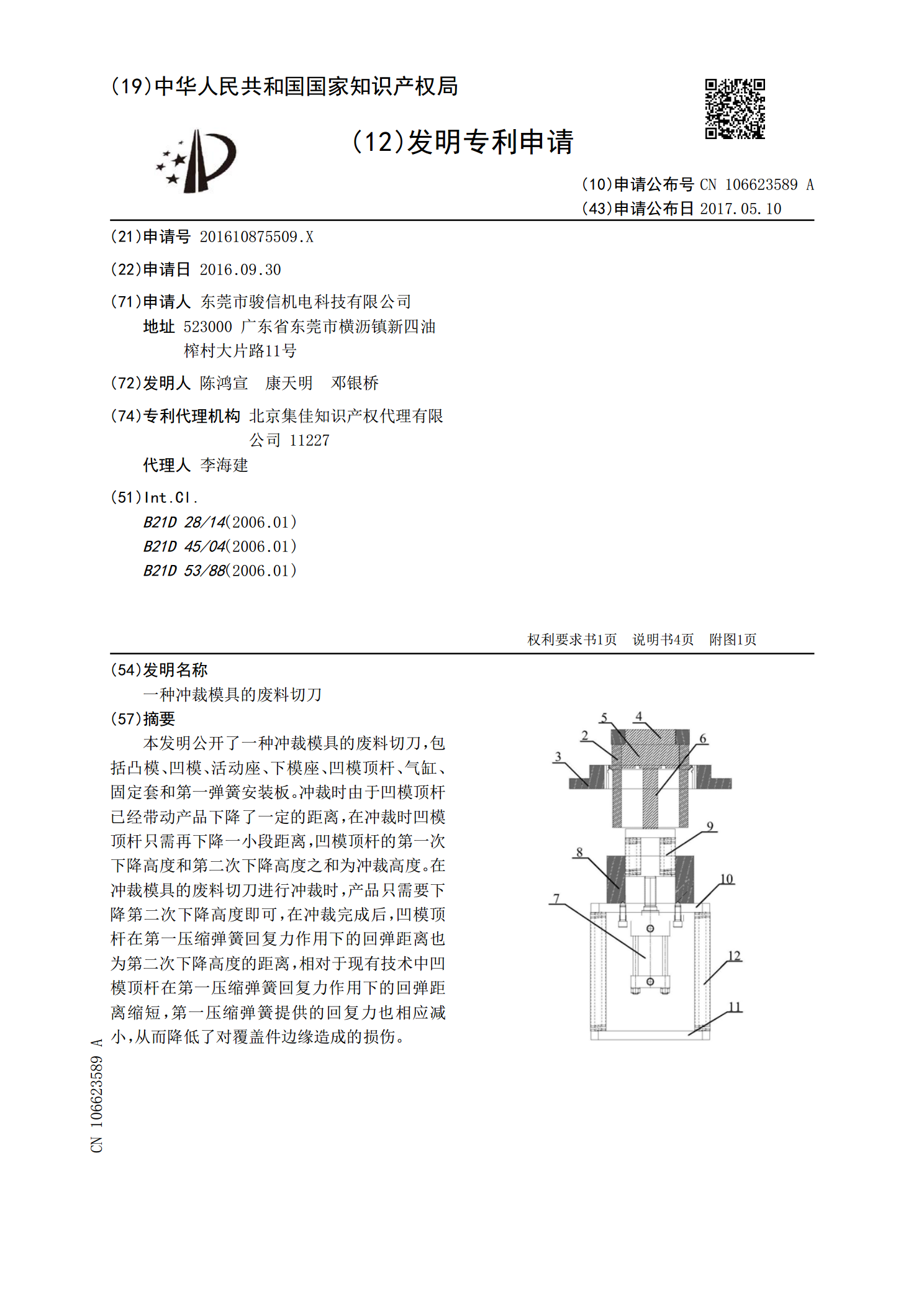
本发明公开了一种冲裁模具的废料切刀,包括凸模、凹模、活动座、下模座、凹模顶杆、气缸、固定套和第一弹簧安装板。冲裁时由于凹模顶杆已经带动产品下降了一定的距离,在冲裁时凹模顶杆只需再下降一小段距离,凹模顶杆的第一次下降高度和第二次下降高度之和为冲裁高度。在冲裁模具的废料切刀进行冲裁时,产品只需要下降第二次下降高度即可,在冲裁完成后,凹模顶杆在第一压缩弹簧回复力作用下的回弹距离也为第二次下降高度的距离,相对于现有技术中凹模顶杆在第一压缩弹簧回复力作用下的回弹距离缩短,第一压缩弹簧提供的回复力也相应减小,从而降低
一种刀库机输送冲切装置.pdf
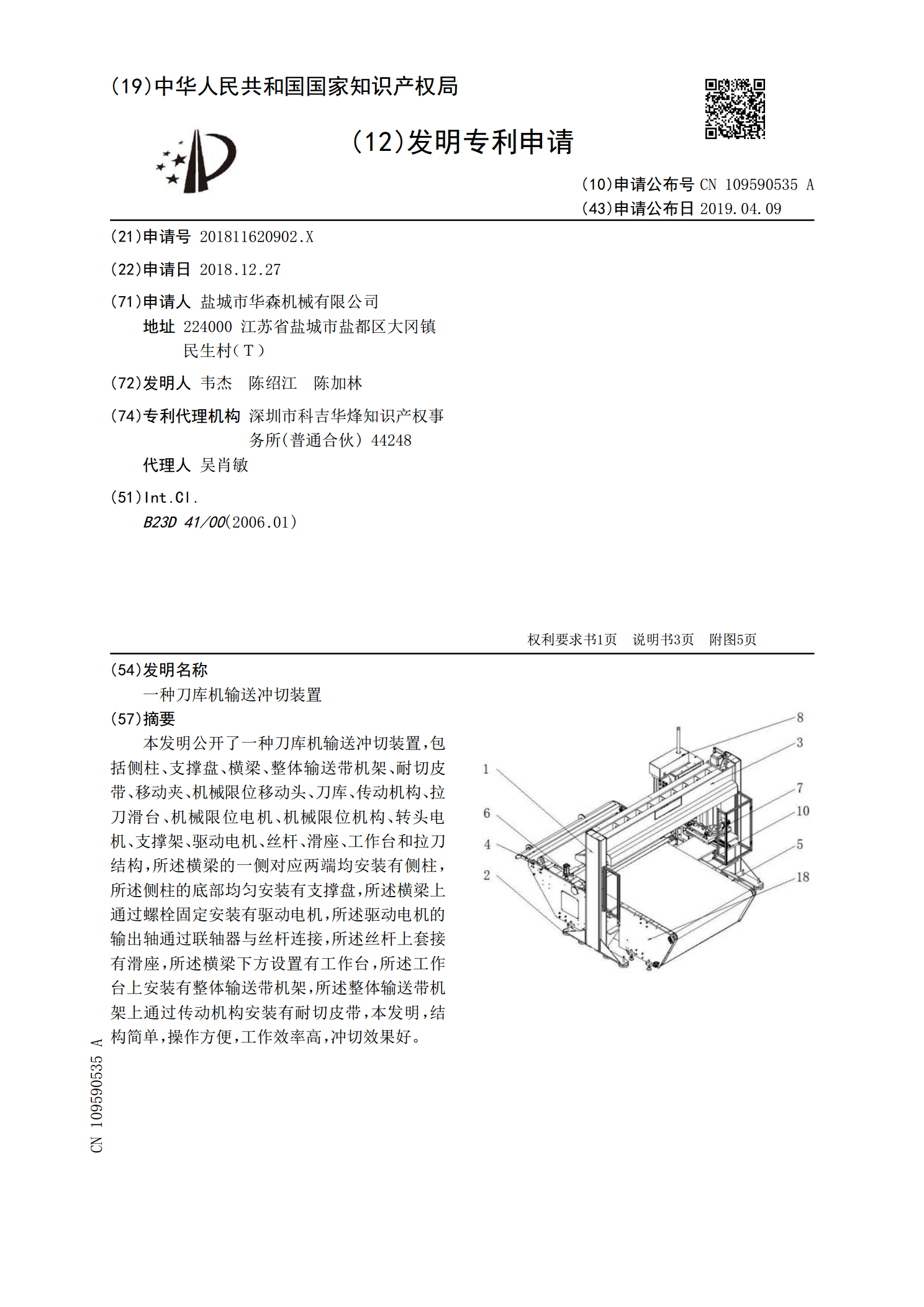
本发明公开了一种刀库机输送冲切装置,包括侧柱、支撑盘、横梁、整体输送带机架、耐切皮带、移动夹、机械限位移动头、刀库、传动机构、拉刀滑台、机械限位电机、机械限位机构、转头电机、支撑架、驱动电机、丝杆、滑座、工作台和拉刀结构,所述横梁的一侧对应两端均安装有侧柱,所述侧柱的底部均匀安装有支撑盘,所述横梁上通过螺栓固定安装有驱动电机,所述驱动电机的输出轴通过联轴器与丝杆连接,所述丝杆上套接有滑座,所述横梁下方设置有工作台,所述工作台上安装有整体输送带机架,所述整体输送带机架上通过传动机构安装有耐切皮带,本发明,结