
一种无中间层的铝合金扩散连接方法.pdf

是你****深呀


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种无中间层的铝合金扩散连接方法.pdf
本发明涉及一种无中间层的铝合金扩散连接方法,在铝合金待焊表面涂覆一层活化保护剂并结合梯度加压方法进行扩散连接。涂覆的含镁活化保护剂在焊接过程中完全挥发,焊接面无残留。采用梯度加压方式,在高温区间利用镁蒸气和较低预应力实现氧化膜破碎,再降低焊接温度提高焊接压力,利用低温区间变形控制优势实现铝合金高强高精度直接扩散连接。本发明解决了铝合金直接扩散连接焊缝强度低、焊接变形严重等问题,较镀覆中间层扩散焊方式更简单高效,强度优于普通钎焊,尤其适用于带微小尺寸流道和对耐蚀性要求较高的冷板类产品。

一种钼铼合金无中间层扩散连接方法.pdf
一种钼铼合金无中间层扩散连接方法,本发明涉及合金焊接技术领域。本发明要解决现有钼铼合金连接主要采用中间层极性焊接,但中间层的引入会使工艺流程复杂,而且中间层材料的种类也会对材料的高温性能产生影响。方法:超声波清洗;装配管状钼铼合金,放入扩散炉内;运行扩散炉完成焊接。本发明具有施加温度低、接头焊接缺陷少的优点,接头质量显著提升。并且加工形状及尺寸不受限制,更适合实际工业生产。本发明不引入中间层材料、高温性能不受中间层影响。本发明用于钼铼合金的对焊。

一种实现铝合金板材局部扩散连接的方法.pdf
本发明公开了一种实现铝合金板材局部扩散连接的方法,包括:步骤一,根据上铝板和下铝板厚度选取铝丝直径;步骤二,对上铝板和下铝板和铝丝进行表面处理;步骤三,将铝丝放置于上铝板和下铝板之间,将上铝板和下铝板通过焊接形成一个口袋,口袋一侧留一开口,通过开口对上铝板和下铝板形成的口袋进行抽真空和通氩气;步骤四,将上铝板和下铝板形成的口袋加热至目标温度;步骤五,对上铝板和下铝板施加压力,将上铝板和下铝板之间的铝丝压变形,并保持一定时间,通过铝丝实现铝合金板材局部扩散连接。本发明将铝合金表面氧化层破碎,实现铝合金板材局
一种纳米钴中间层固相扩散连接硬质合金的方法.pdf
本发明涉及一种纳米Co中间层固相扩散连接硬质合金的方法,将硬质合金试样的待焊面用砂纸打磨抛光,丙酮液中进行超声清洗;将纳米Co用无水乙醇混成糊状,涂置在硬质合金待焊的表面上,装配成硬质合金/纳米Co/硬质合金的装配件;将装配件放置在真空加热炉中,施加10MPa~20MPa的压力,当真空加热炉这空都达到(1.5~2.0)×10---
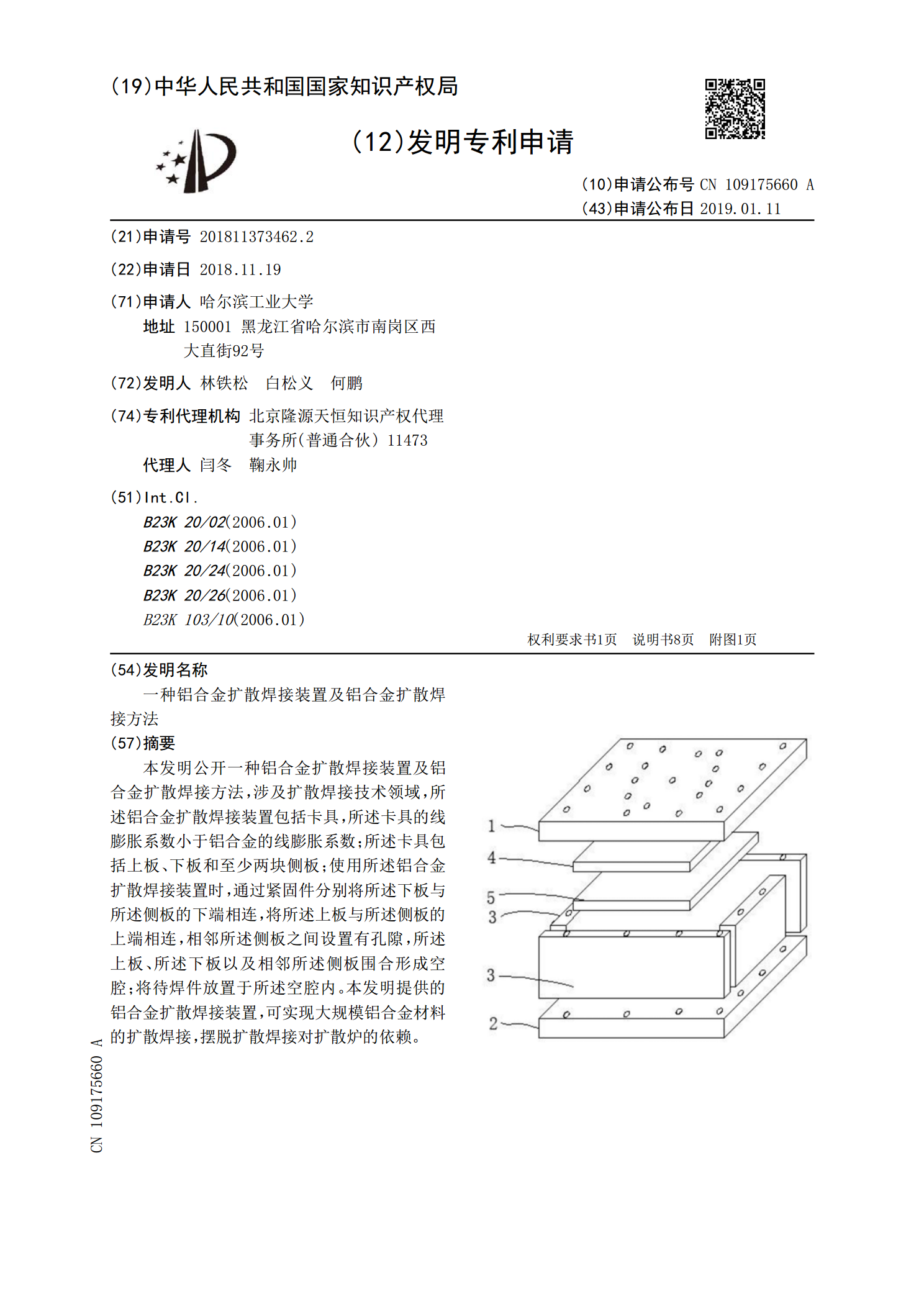
一种铝合金扩散焊接装置及铝合金扩散焊接方法.pdf
本发明公开一种铝合金扩散焊接装置及铝合金扩散焊接方法,涉及扩散焊接技术领域,所述铝合金扩散焊接装置包括卡具,所述卡具的线膨胀系数小于铝合金的线膨胀系数;所述卡具包括上板、下板和至少两块侧板;使用所述铝合金扩散焊接装置时,通过紧固件分别将所述下板与所述侧板的下端相连,将所述上板与所述侧板的上端相连,相邻所述侧板之间设置有孔隙,所述上板、所述下板以及相邻所述侧板围合形成空腔;将待焊件放置于所述空腔内。本发明提供的铝合金扩散焊接装置,可实现大规模铝合金材料的扩散焊接,摆脱扩散焊接对扩散炉的依赖。