
一种薄壁内花键轴拉齿工艺.pdf

元容****少女


1/8
2/8

3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

薄壁内花键轴拉齿工艺.pdf
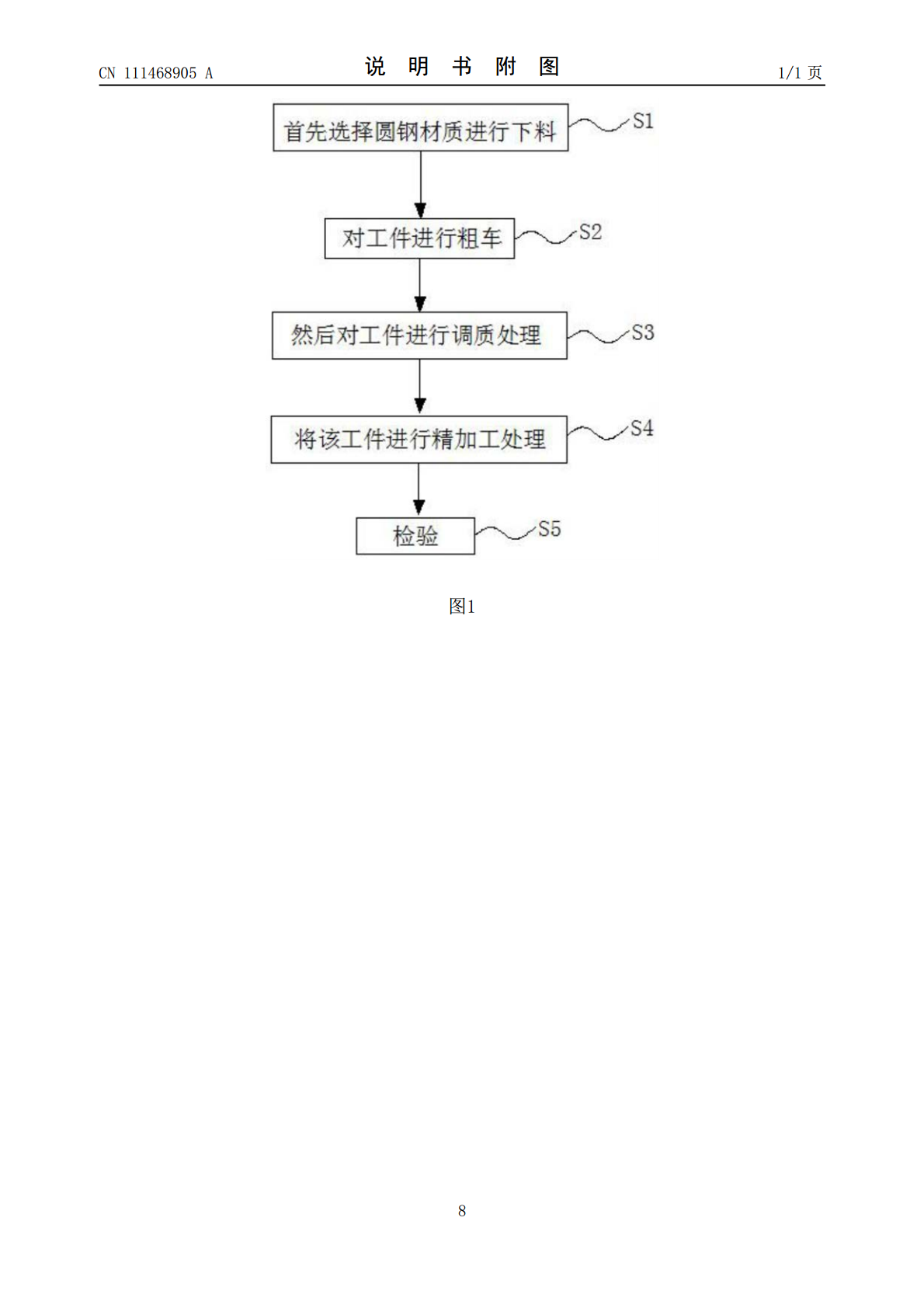
本发明公开了薄壁内花键轴拉齿工艺,其特征在于步骤如下:S1、下料:选择圆钢作为物料进行下料;S2、粗车:对物料进行粗车,并按精车尺寸对粗车的物料的内孔、外圆、长度各预留3mm余量;S3、调质处理:将粗车后的物料的硬度保持在300‑350HBW;S4、精车:将物料按精车图加工至指定尺寸,具体的,将调质处理后的物料的定位面塞进拉床并贴紧,然后利用气动液压夹紧物料,接着拿出拉刀塞入物料的轴孔之中,再启动拉床的行程开关,使拉刀对物料的轴孔壁进行加工,待行程结束,物料的内花键就加工完成,物料加工成指定的薄壁内花键轴

一种薄壁内花键轴拉齿工艺.pdf
本发明公开了一种薄壁内花键轴拉齿工艺,具体包括以下步骤:S1、首先选择圆钢材质进行下料,根据所需工件尺寸,通过切割设备将圆钢材质切割成内花键轴所需的大小,形成毛坯件;S2、对工件进行粗车,通过打磨设备将切割后的毛坯件进行打磨处理,打磨完成后,通过夹具将工件进行装夹,然后通过卧式车床对工件的内孔、外圆和长度进行粗加工,使得工件接近于最后的形状和尺寸,粗车后工件的内孔、外圆和长度各留下0.4mm‑1mm的加工余量,本发明涉及内花键轴加工技术领域。该薄壁内花键轴拉齿工艺,通过采用拉齿工艺代替插齿工艺对内花键进行
薄壁件内齿圈加工工艺.pdf
本发明的薄壁件内齿圈加工工艺,其经过选材-无缝钢管-下料-锯断成料坯-热处理-正火工艺、等温退火工艺-精车-热处理后的坯料用车床车削加工至产品外型几何尺寸,内齿加工-最终热处理。本发明工艺简单,节约钢材及电能,降低钢材消耗,无需锻造,改善生产环境,缩短制造工序、降低了制造成本,提高了材料的利用率。
一种薄壁调质内齿圈的回火校正工艺.pdf
本发明涉及一种薄壁调质内齿圈的回火校正工艺。一种薄壁调质内齿圈的回火校正工艺,用于材质为42CrMoA的薄壁调质内齿圈的校正,且该种薄壁调质内齿圈的内齿直径D范围为1000mm~4000mm,包括如下工艺步骤:a.标记薄壁调质内齿圈的短轴和长轴;将上述步骤的齿圈放入加热炉加热至温度T,将加热至温度T的齿圈保温时间t,齿圈及校正工装冷却至室温,拆下校正工装;检测齿圈变形量,校正目标实现则进行温度T去应力回火;校正目标未实现,重复上述步骤,进行二次校正。本发明通过调质件的回火温度确定变形校正的加热温度,不影响

一种内花键轴插齿夹具.pdf
本发明涉及一种内花键轴插齿夹具,包括底座、收紧套和偏心轮,所述的底座上端面中部竖直开有与收紧套相配的上大下小的锥形孔,该锥形孔的下端孔与相同半径的圆形通孔轴向相连,所述的锥形孔内安装有收紧套,该收紧套的上端通过固定盘与底座上方布置的支撑盘固定,所述的底座的两侧位于支撑盘的下方转动安装有两个偏心轮,该偏心轮顶住支撑盘的下端面,每个偏心轮的侧壁上均连接有连接杆,两个连接杆之间通过手柄相连。本发明通过收紧套夹紧,并自定心于内花键外径,齿插好后,压下手柄,就可以提取出工件,省去了工人用三爪钥匙用力松紧的过程,还可