
一种环缝无匙孔双轴肩搅拌摩擦焊方法.pdf

书生****写意


1/8
2/8
3/8
4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种环缝无匙孔双轴肩搅拌摩擦焊方法.pdf
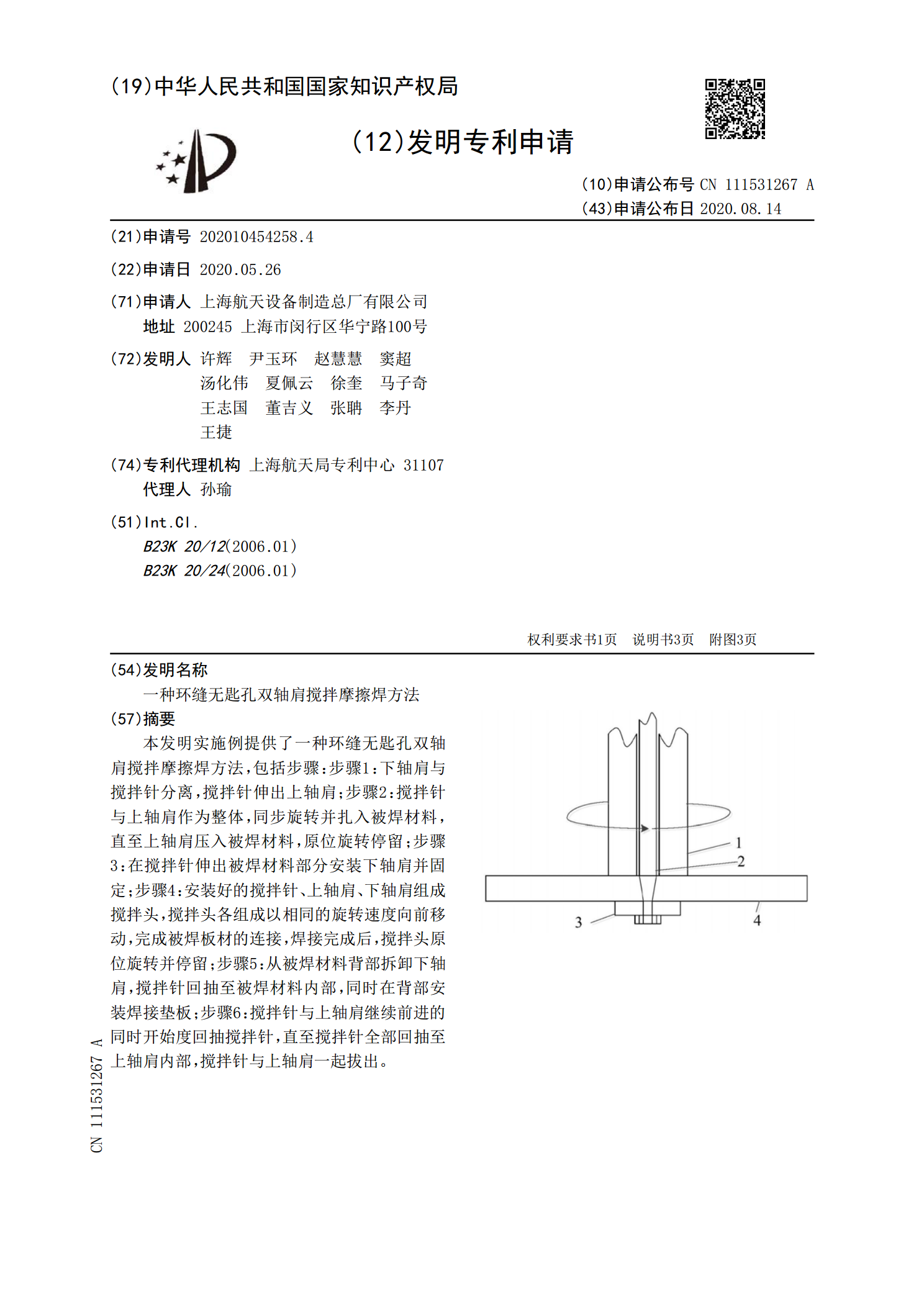
本发明实施例提供了一种环缝无匙孔双轴肩搅拌摩擦焊方法,包括步骤:步骤1:下轴肩与搅拌针分离,搅拌针伸出上轴肩;步骤2:搅拌针与上轴肩作为整体,同步旋转并扎入被焊材料,直至上轴肩压入被焊材料,原位旋转停留;步骤3:在搅拌针伸出被焊材料部分安装下轴肩并固定;步骤4:安装好的搅拌针、上轴肩、下轴肩组成搅拌头,搅拌头各组成以相同的旋转速度向前移动,完成被焊板材的连接,焊接完成后,搅拌头原位旋转并停留;步骤5:从被焊材料背部拆卸下轴肩,搅拌针回抽至被焊材料内部,同时在背部安装焊接垫板;步骤6:搅拌针与上轴肩继续前进

双轴肩搅拌摩擦焊焊后上下轴肩拆卸搅拌工具及使用方法.pdf
本发明提供一种适用于密闭环缝的双轴肩搅拌摩擦焊焊后上下轴肩拆卸的搅拌工具及使用方法,双轴肩搅拌工具由上轴肩、下轴肩和搅拌针三部分组成,上轴肩与搅拌针为间隙配合,下轴肩与搅拌针采用螺纹连接并在轴向上采用台阶进行限位。双轴肩搅拌摩擦焊焊接完成后,主机头继续转动,在焊接终止位置停留1~5s;主机头和回抽轴分别带动搅拌工具整体上抬、下轴肩与搅拌针组合体整体下移,使上下轴肩在旋转的状态下与被焊材料脱离;待上下轴肩与被焊板材完全脱离后,主轴及回抽轴停止转动,使用拆卸工具将下轴肩与搅拌针分离;移动主机头将上轴肩连同搅拌

一种无匙孔搅拌摩擦点焊方法.pdf
一种无匙孔搅拌摩擦点焊方法,它涉及一种点焊方法。本发明的目的为消除搅拌摩擦点焊的焊缝表面匙孔的问题。方法:一、利用一体式焊具对被焊工件进行点焊,点焊时,焊具逐渐扎入被焊工件,焊具停止扎入后,继续旋转2~5秒,提起一体式焊具,形成点焊缝,且在点焊缝中心部位存在匙孔;二、利用组合式焊具对步骤一遗留的匙孔进行补焊,补焊时,焊具逐渐扎入匙孔内,焊具停止扎入后,继续旋转3~5秒,提起组合式焊具,在匙孔处形成点焊缝,补焊后,搅拌针上的圆柱部分留在夹持体上的夹持孔中,搅拌针上的锥体部分与匙孔发生塑性变形并遗留在匙孔内,
一种静轴肩搅拌摩擦焊的静轴肩装置及增材制造方法.pdf
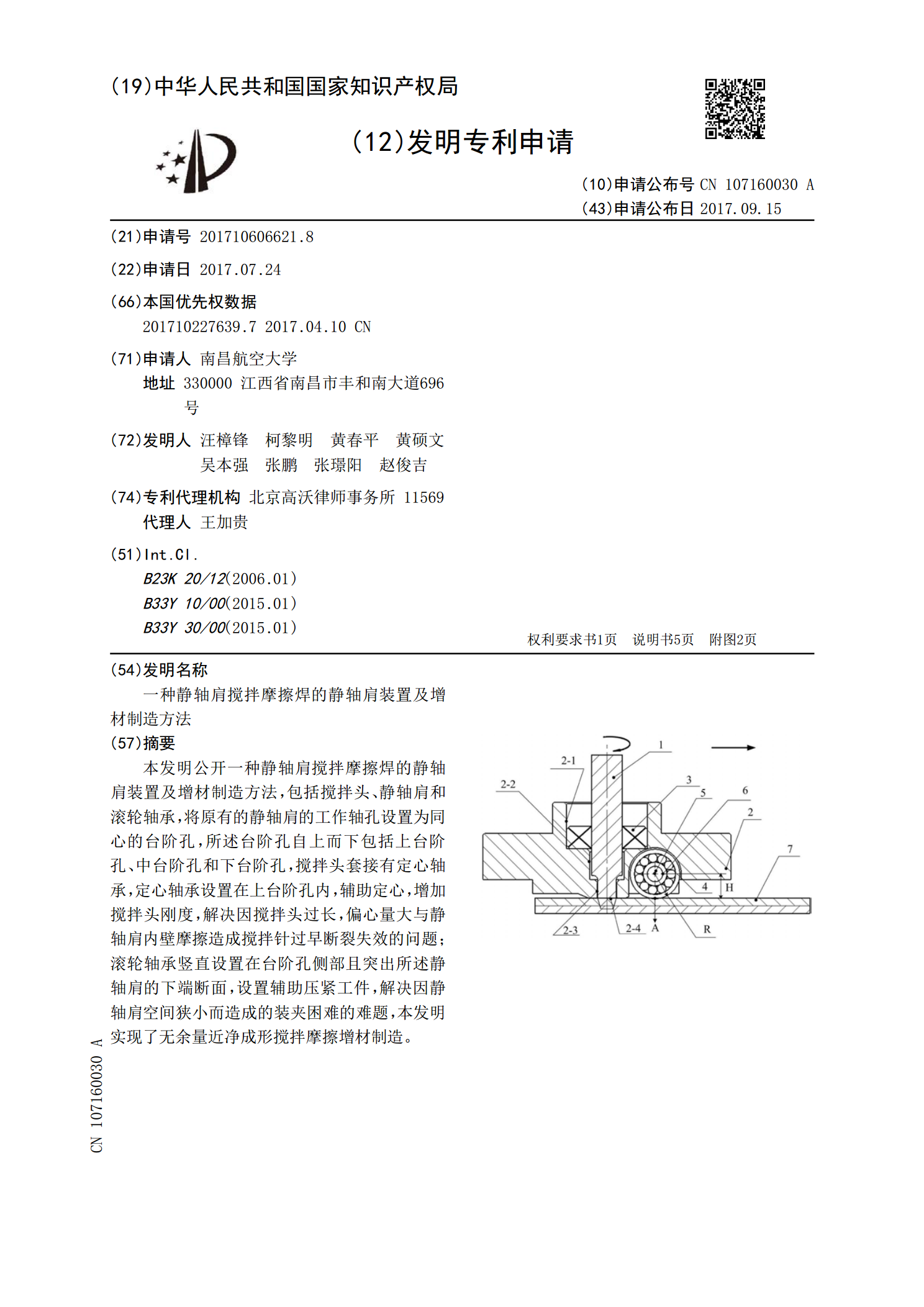
本发明公开一种静轴肩搅拌摩擦焊的静轴肩装置及增材制造方法,包括搅拌头、静轴肩和滚轮轴承,将原有的静轴肩的工作轴孔设置为同心的台阶孔,所述台阶孔自上而下包括上台阶孔、中台阶孔和下台阶孔,搅拌头套接有定心轴承,定心轴承设置在上台阶孔内,辅助定心,增加搅拌头刚度,解决因搅拌头过长,偏心量大与静轴肩内壁摩擦造成搅拌针过早断裂失效的问题;滚轮轴承竖直设置在台阶孔侧部且突出所述静轴肩的下端断面,设置辅助压紧工件,解决因静轴肩空间狭小而造成的装夹困难的难题,本发明实现了无余量近净成形搅拌摩擦增材制造。

基于压焊原理的搅拌摩擦焊匙孔填补技术.docx
基于压焊原理的搅拌摩擦焊匙孔填补技术一、引言搅拌摩擦焊是一种在不加热的条件下,将两个金属材料通过搅拌摩擦的方式焊接在一起的工艺。近年来,搅拌摩擦焊技术得到了广泛关注和研究,同样应用于诸多领域,如汽车制造、船舶制造和航天航空等。本文将阐述基于压焊原理的搅拌摩擦焊匙孔填补技术的相关细节和优缺点,以展示该技术的潜力和应用。二、基本原理在传统的焊接过程中,一般采用热源焊接,可能会产生氧化等问题,而搅拌摩擦焊就不需要使用热源,从而不会产生氧化等问题。具体来说,搅拌摩擦焊通过将两个待焊接的材料摆动和旋转,将两个金属材