
一种静轴肩搅拌摩擦焊的静轴肩装置及增材制造方法.pdf

玉怡****文档


1/9
2/9
3/9

4/9
5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种静轴肩搅拌摩擦焊的静轴肩装置及增材制造方法.pdf
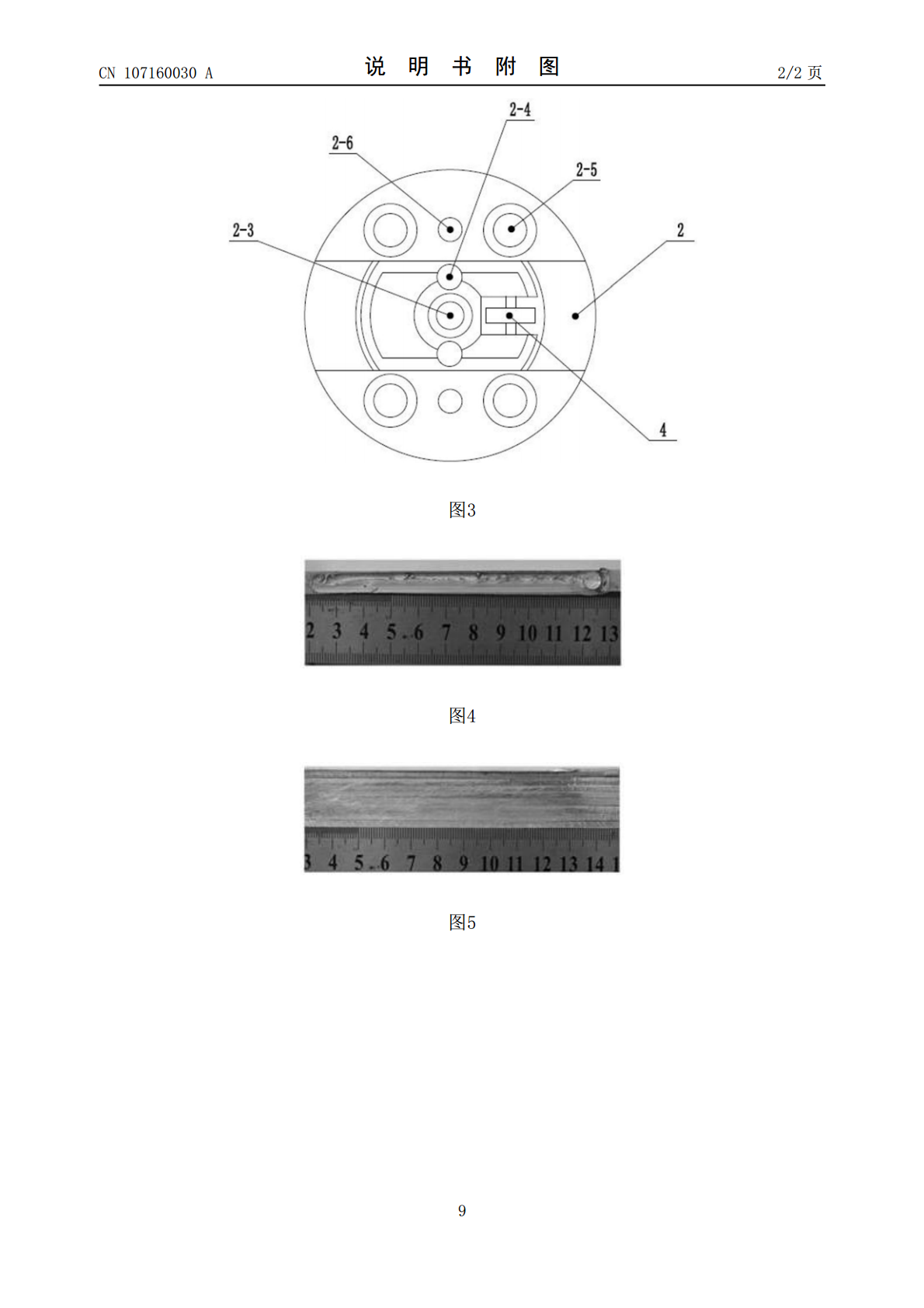
本发明公开一种静轴肩搅拌摩擦焊的静轴肩装置及增材制造方法,包括搅拌头、静轴肩和滚轮轴承,将原有的静轴肩的工作轴孔设置为同心的台阶孔,所述台阶孔自上而下包括上台阶孔、中台阶孔和下台阶孔,搅拌头套接有定心轴承,定心轴承设置在上台阶孔内,辅助定心,增加搅拌头刚度,解决因搅拌头过长,偏心量大与静轴肩内壁摩擦造成搅拌针过早断裂失效的问题;滚轮轴承竖直设置在台阶孔侧部且突出所述静轴肩的下端断面,设置辅助压紧工件,解决因静轴肩空间狭小而造成的装夹困难的难题,本发明实现了无余量近净成形搅拌摩擦增材制造。

一种静轴肩填丝搅拌摩擦焊装置及角焊缝增材制造方法.pdf
本发明涉及一种静轴肩填丝搅拌摩擦焊装置及角焊缝增材制造方法。包括设在装置主轴上的焊接系统和填丝系统,焊接系统包括同轴安装的静轴肩刀柄、静轴肩、搅拌针和轴承组件,静轴肩刀柄与主轴连接,轴承组件套设在静轴肩刀柄的外周,静轴肩设在静轴肩刀柄的底部,静轴肩的下端部为具有夹角为α的V型结构,搅拌针设在静轴肩刀柄与静轴肩之间的通孔中,搅拌针的端部伸向静轴肩的通孔外;填丝系统包括L型直角臂、填丝辊轮组件和填丝环座组件,L型直角臂设在静轴肩的一侧,与静轴肩留有间隙,填丝环座组件连接轴承组件与L型直角臂的竖向直角臂,填丝辊
一种带筋壁板结构静轴肩搅拌摩擦焊装置及摩擦焊方法.pdf
本发明提供了一种带筋壁板结构静轴肩搅拌摩擦焊装置,其技术要点在于:前置焊接工位由搅拌针、轴肩、侧顶滚轮和定位滚轮组成;后置焊接工位也由搅拌针、轴肩、侧顶滚轮和定位滚轮组成,侧顶滚轮沿筋条和蒙皮所形成的夹角处滚动,并同时与筋条和蒙皮相贴合;定位滚轮沿筋条的上表面滚动,并卡在筋条上,轴肩的外形与被焊工件的角焊缝相一致,前置焊接工位和后置焊接工位均实现筋板焊接接头单侧角焊缝的静轴肩搅拌摩擦焊;本发明能够避免铆钉连接带来的密封和减重等问题,解决了熔焊和传统搅拌摩擦焊的工艺局限提高了结构的整体化程度和综合性能,解决

一种用于静轴肩搅拌摩擦焊的自洁净光面搅拌工具.pdf
本发明涉及一种用于静轴肩搅拌摩擦焊的自洁净光面搅拌工具,为静轴肩中心容纳的搅拌工具,中心孔与搅拌针之间留有装配间隙,焊接过程中金属通过间隙随着搅拌针带动至静轴肩内部,随搅拌针高速旋转的倾斜磨削刀将溢出的金属进行磨削处理,并且磨削刀带动溢出金属以一定的轨迹运动,在静轴肩内部开设扇形排出孔,在扇形排出孔一侧设有一块渗料挡板,用于阻挡经过磨削后的金属,金属被阻挡后从扇形排出孔排出,装配间隙、倾斜磨削刀、渗料挡板和扇形排出孔共同作用完成了渗料的自洁净过程,实现了焊接的同时清理粘着在静轴肩内部的溢出金属,避免金属在

静轴肩摩擦搅拌焊温度场仿真分析与参数优化.pptx
汇报人:CONTENTSPARTONEPARTTWO温度场模型的建立仿真分析过程仿真结果分析PARTTHREE参数优化方案参数优化对温度场的影响参数优化效果评估PARTFOUR实验设备与实验材料实验过程与实验方法实验结果分析PARTFIVE研究结论研究不足与展望汇报人: